一種風機偏航驅動孔焊接修復方法
2021-12-14 01:44:45吳威李勇唐偉李羅文
內燃機與配件 2021年1期
吳威 李勇 唐偉 李羅文



摘要:主要介紹了一種新型偏航驅動孔的焊接修復工藝,包括焊接工藝試驗、風場驗證等一系列過程。
關鍵詞:風機;球墨鑄鐵焊接;驅動孔修復
中圖分類號:TM315? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)01-0133-02
1? 概況
偏航系統是風機重要組成部分,是風機對風的重要裝置,確保風機一直保持在迎風位置,以保證風機能夠持續處于最優發電狀態,偏航系統的工作方式一般通過偏航驅動小齒輪帶動偏航軸承內齒,進而完成風力發電機組的偏航工作,偏航驅動裝置安裝在機艙鑄件驅動孔內,在風況較差的情況下,風機會進行頻繁的偏航,當環境處于大風狀態下,頻繁的偏航,會對機艙鑄件產生沖擊,進而造成驅動孔的變形,導致齒輪無法正常嚙合,使偏航系統處于不安全狀態。在出現變形問題后,一般會采用更換鑄件的方案,考慮機艙鑄件更換需要大型吊車進行更換,費用較高,且耗時較長,因此本文討論一種在風機頂部機艙內進行焊接修復驅動孔的方案,以提高修復速度,并節約維修成本。
2? 焊接試驗
機艙鑄件材質為球墨鑄鐵件,由于其含碳量比較高,焊接性能較差,且在風機頂部無法進行預熱,因此在車間采用冷焊的方式對鑄件修復進行焊接驗證,以模擬在風機內部的焊接效果,并確定相關焊材選擇及焊接工藝參數,以便能夠應用到風機現場。由于球墨鑄鐵的特性,因此在焊材選擇上,采用Z308手工焊條作為過渡層,并配合A102以及A202不銹鋼手工焊條進行覆蓋,既保證鑄件的可焊性,又保證部件的韌性及表面耐磨性。
2.1 模擬現場焊接
模擬試驗采用廢棄機艙鑄件,材質為QT400-18AL,驅動孔位置有稍許變形,主要目的為通過該焊接試驗驗證采用上述三種焊條,并模擬在風機內部可執行條件下進行焊接,檢測焊接是否會出現裂紋或其他缺陷。
試驗環境:廢棄部件存放車間;氣溫:32℃;空氣濕度較大。
準備工作:準備直流電焊機,然后將3.2mm Z308焊條、3.2mmA102焊條、3.2mmA202焊條,放入保溫桶進行烘干、預熱。
實施方案:
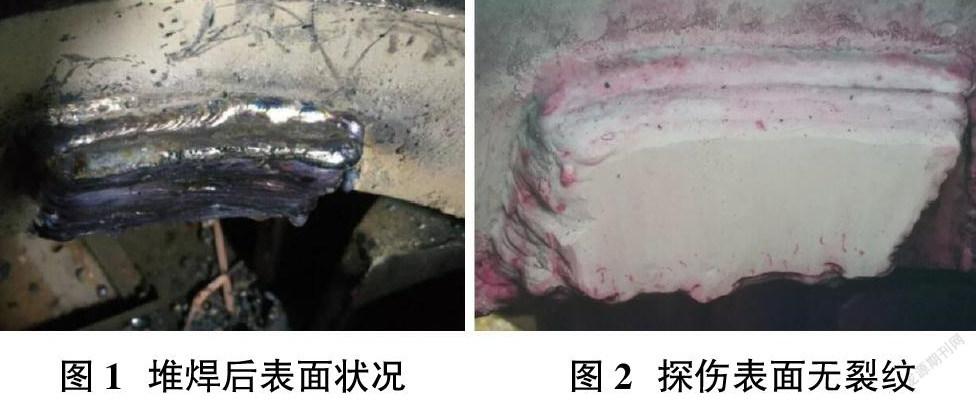
①將驅動孔位置灰塵、油污清理干凈,然后使用角磨機將驅動孔需焊接位置打磨平整。②首先焊接過渡層,采用Z308進行焊接,為避免焊接過程中可能出現氣孔缺陷,焊接采用由下而上的方案進行,焊接速度要求均勻,避免出現溫度過高或過低的情況,導致焊接時出現裂紋。③在完成一層堆焊之后,使用小錘均勻敲擊表面,清除堆焊表面焊渣,減少焊縫應力。④在原堆焊層上進行中心層堆焊,并逐層向外堆積,焊接方式按照過渡層堆焊方案進行,堆焊層厚以實際所需為準,本次堆焊厚度8~10mm,每層堆焊后,采用小錘清除表面焊渣,并減少焊接應力。⑤將焊條更換為A102,堆焊表面層,堆焊厚度約3~6mm,并在堆焊完成后,采用小錘清除表面焊渣,減少焊接應力。⑥采用A202,堆焊表面層,堆焊厚度約3~6mm,并在堆焊完成后,清除表面焊渣。⑦完成堆焊以后,靜待焊接部位冷卻至常溫,約2~3h,根據焊接模擬實驗要求,堆焊完成后,不允許采用強制冷卻方案,必要時可根據需求進行保溫處理;由于進行該試驗時氣溫較高,且盡量模擬現場狀況,因此本次不進行保溫處理。⑧待整體焊接部位冷卻到室溫后,采用角磨機打磨焊接表面,要求打磨平整,焊接表面光滑過渡。⑨采用著色探傷劑,對焊接后的表面進行探傷,確認探傷結果無裂紋。
模擬現場焊接結論:采用Z308進行焊接,配合A102、A202焊條增加表面強度及耐磨性,能夠對球墨鑄鐵形成有效焊接,且不產生裂紋、夾渣等影響質量的缺陷。
2.2 焊接工藝驗證
通過采用同材質的焊接試塊,通過上述模擬試驗焊接方法進行試塊焊接,并在焊接后進行各項力學性能試驗,以檢驗采用上述焊接方法所能夠達到的力學性能,并與母材進行對比,確認焊接工藝是否可行。
試驗環境:焊接車間;氣溫:33℃。
準備工作:準備鑄件同材質焊接試塊2件,尺寸220*
180*80;將兩件試塊對接打磨出V形缺口,準備直流電焊機、Z308/A102/A202手工焊條(3.2mm),并將焊條放入烘箱進行烘干、保溫。
實施方案:
①將兩件試塊進行銑削加工,使試塊對接處于理想V形坡口位置,并按照前期試驗方案,依次采用Z308/A102/A202進行焊接。②堆焊后,將前后兩個端面銑平,將試塊加工為標準焊接式樣,檢查試塊表面是否存在焊接缺陷,并通過超聲波探傷設備進行探傷,確認焊縫內部是否存在缺陷。③根據偏航驅動孔受力特性,因此針對焊接試塊進行抗拉、沖擊、屈服強度試驗,并根據試驗需求,在焊接試塊上進行取樣。④對完成取樣的焊接試塊,分別進行抗拉、沖擊、屈服等性能驗證。
焊接工藝驗證結論:通過對試塊的焊接,焊后未出現裂紋,抗拉強度與母材相比偏弱,斷裂于焊縫融合區,考慮原因為Z308焊材強度較低所致。但由于驅動孔位置主要為抗壓、抗扭,而焊接試樣屈服強度相對較高,因此認為,該焊接能夠滿足現場需求。
3? 現場焊接及修復驗證
現場焊接選擇某風電場其中一臺風機出現偏航驅動孔破損的情況,該孔由于偏航小齒輪嵌入,導致破損較為嚴重,因此針對該孔的修復及驗證,有較大的參照意義。
3.1 焊接實施
焊接驗證環境:風機頂部機艙鑄件內;氣溫:35℃;空氣濕度較大。
準備工作:將所需電焊機、烘筒、焊條、以及修磨設備通過電動葫蘆運送到機艙內,并按照需求連接電焊機,并將手工焊條放入烘筒進行烘干保溫。
①清理:首先使用抹布及清洗劑,將破損位置清理干凈,并使用角磨機打磨平整,打磨后要求表面平滑過渡,且表面無油污等影響焊接質量的雜質。
②按照模擬現場試驗方法,使用電焊機及烘干后的焊條對驅動孔進行焊接修復,按照Z308/A102/A202順序依次焊接,將缺陷位置焊接完畢,焊接總厚度略高于原驅動孔表面,以便后續進行內孔修磨。
3.2 修磨驗證
驅動孔的修磨,應保證端面的平面度以及端面與內孔之間的垂直度,因風機頂部采用機械加工方案較為復雜,且機械加工設備較重,因此本次修磨計劃采用手工修磨方案實施,并驗證修磨效果,能否達到安裝需求。
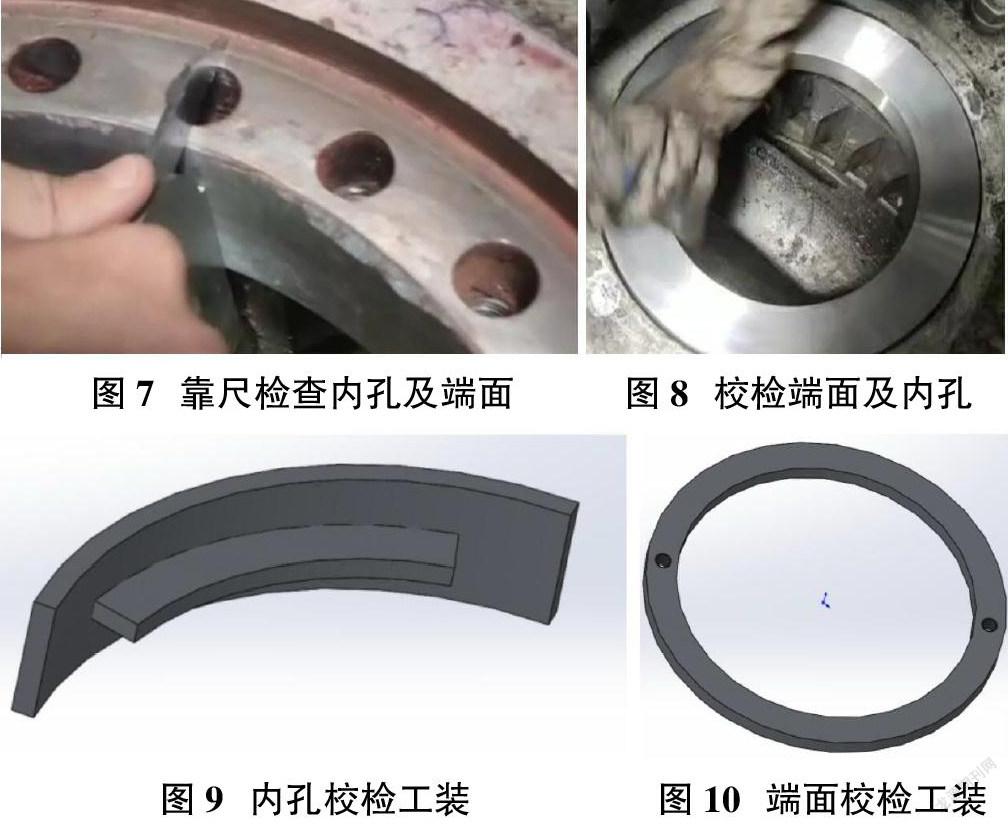
①修磨內孔,內孔修復以未變形驅動面為基準,使用手動工具打磨內孔面,在內孔面選擇一點,并按照5~10mm進行分度,并采用靠尺及塞尺檢查內孔修磨狀態,要求在未變形基準面上,修復后的表面無超過0.05mm的凸起或凹陷。整圈修磨完畢后,采用內孔校檢工裝檢查內孔面是否打磨均勻。為避免打磨過度,每次打磨厚度應盡量保持在較小狀態,并及時采用檢查工具校驗修磨后的表面。②修磨端面,待內孔修復完畢后,按照原分度尺寸,先采用靠尺檢查內孔與端面的垂直度,要求端面平整,0.05mm塞尺不過,若出現超差,則采用手動工具打磨端面,要求整圈打磨平整。③打磨完成后,將端面涂抹紅丹粉,并在整圈進行涂抹,涂抹后采用端面校檢工裝檢查端面平面度,確認修磨后的表面高點以及低點,通過逐步打磨及校驗,提高驅動孔端面平面度,并最終以校檢工裝沾染紅丹粉顏色比例為準,要求著色比例不低于95%。
3.3 表面探傷
待修磨完成之后,通過著色探傷劑進行表面攤上,探傷表面無裂紋,確認焊接修復的可靠性。
4? 修復后驗證
該驅動孔修復完畢后,重新安裝偏航驅動,并順利完成偏航齒側間隙的調整,風機已經有效恢復正常運行。
5? 總結
通過相關試驗以及風場驗證可知,采用球墨鑄鐵的鑄件,可以通過冷焊的方式進行施工,并取得良好的焊接效果。且在不采用機加工方案的情況下,通過手工修磨能夠達到良好的修復效果。對于降低風機檢修成本,提高檢修效率,具有較大意義。
參考文獻:
[1]楊炎鋼.淺談風機機艙偏航驅動孔的修復[J].內燃機與配件,2017.
