激光改性后氮化鋁基板的可加工性研究
2021-12-15 04:57:50韋佳偉張鑫磊
中國機械工程 2021年23期
關鍵詞:環境
陳 妮 韋佳偉 張鑫磊 李 亮 何 寧
南京航空航天大學直升機傳動技術國家級重點實驗室,南京,210016
0 引言
隨著微電子器件的發展,電子器件越來越集成化和小型化,對散熱的要求也越來越高。微電子組件基板常采用氮化鋁(AlN)陶瓷材料,其熱導率約為200 W/(m·K)[1-5]。但隨著芯片數量的增加,基板的熱流密度急劇增大,經測試得知,疊層AlN基板的熱導率需達到800 W/(m·K)[1-5]時才能使砷化稼芯片的工作溫度低于100 ℃。因此,研究人員提出在基板上加工散熱微流道來提高其散熱性能[6-9]。
目前,陶瓷的加工方法以機械加工、激光加工、復合加工為主。其中機械加工主要包括銑削加工、磨削加工、鉆削加工,這三種加工方法主要是通過脆性材料的延伸、斷裂和脫落來實現材料的去除,其加工成本高昂,效率較低,不利于進行大規模應用。近年來,隨著激光器技術的不斷發展,激光加工的成本越來越低,激光加工法在陶瓷加工中得到了大量應用,其原理是光能通過透鏡聚焦后達到極高的能量密度,使材料在高溫下分解,激光加工法成本低、效率高,但是難以控制產品的精度和表面質量[10-13]。復合加工就是通過將兩種或兩種以上的加工方式結合在一起來提高加工效率和表面質量,從而達到更好的加工效果。對于AlN陶瓷來說,先用激光加工的方法對AlN陶瓷進行粗加工以去除大部分材料,同時對表面進行軟化處理以降低其硬度和脆性,再通過機械加工的方法進行精加工以去除表面變質層,這種復合加工方法相對于單一的機械加工,可在保證產品高質量的同時擁有激光加工的低成本和高效率,是當下AlN陶瓷加工的主要研究和發展方向之一[14-15]。
KOZIOL等[16]利用Nd-YAG納秒激光在AlN基板表面加工可導電鋁通道,通過優化輻射功率、掃描速度、后續脈沖的覆蓋范圍和氣體環境(空氣、氮氣、氬氣)等因素,得到了低歐姆導電鋁通道,研究發現當氣體環境為氬氣時,產生的導電鋁通道的電阻最小(約為0.64 μΩ),鋁層厚度為10 μm。HIRAYAMA等[17]利用微秒、納秒、飛秒激光對AlN基板表面進行燒蝕,以制備出可導電鋁通道,試驗結果表明,微秒與納秒激光掃描過程可以直接制備出可導電鋁通道,而飛秒激光條件下,利用掃描電子顯微鏡(scanning electron microscope,SEM)與X射線光電子能譜(X-ray photoelectron spectroscopy,XPS)檢測手段發現燒蝕區無化學成分變化,不能用于制作可導電鋁通道。上述研究結果表明,通過微秒、納秒激光加工出的導電鋁通道具有高導電性,但通道深度一般都比較小。本研究的目的是利用激光改性的方法在AlN基板表面獲得鋁等較軟物質,然后通過機械加工進行去除,以提高AlN基板后續的可加工性。為了評估激光改性后AlN基板的可加工性,試驗通過SEM和能量色散譜(energy dispersive spectrum,EDS)圖譜評估了疊層AlN基板在不同氣體環境、不同激光參數下被激光掃描后的硬度、變質層成分和熔覆層深度,并分析了上述因素對AlN基板后續可加工性的影響。
1 試驗方法和材料試件的制備
1.1 試驗設備
試驗用激光器是YAG型光纖激光器,該類激光器具有激光閾值低、轉換率高、散熱性好、輸出光束質量高、參數可調諧以及選擇性多、體積小等優點。本試驗用激光器是由IPG Photonics公司生產、型號為YLP-1/100/20的脈沖摻鐿激光器,它由高功率半導體激光器(LD)光源、耦合光點系統、摻鐿光纖和準直光學系統組成,如圖1所示。該激光器可以通過Z軸方向的滾珠絲杠結構對振鏡進行上下移動來改變激光焦點相對于工件上表面的離焦量[16]。為保證氣體環境穩定,本試驗采用自主設計的封閉式激光加工氣體保護裝置(圖1),該裝置主要由基板、上蓋板、石英玻璃、氣動接頭、可調式泄壓閥組成,具有氣體環境穩定、經濟性好、適用性強等特點。該裝置表面的石英玻璃具有高透光率、低反射率等特點,同時通過更換不同閾值的泄壓閥來改變裝置內的氣壓,進而影響裝置內的氣體濃度,與側吹式結構相比,自主設計的封閉式結構所消耗的N2量更少,氣體環境也更加穩定。
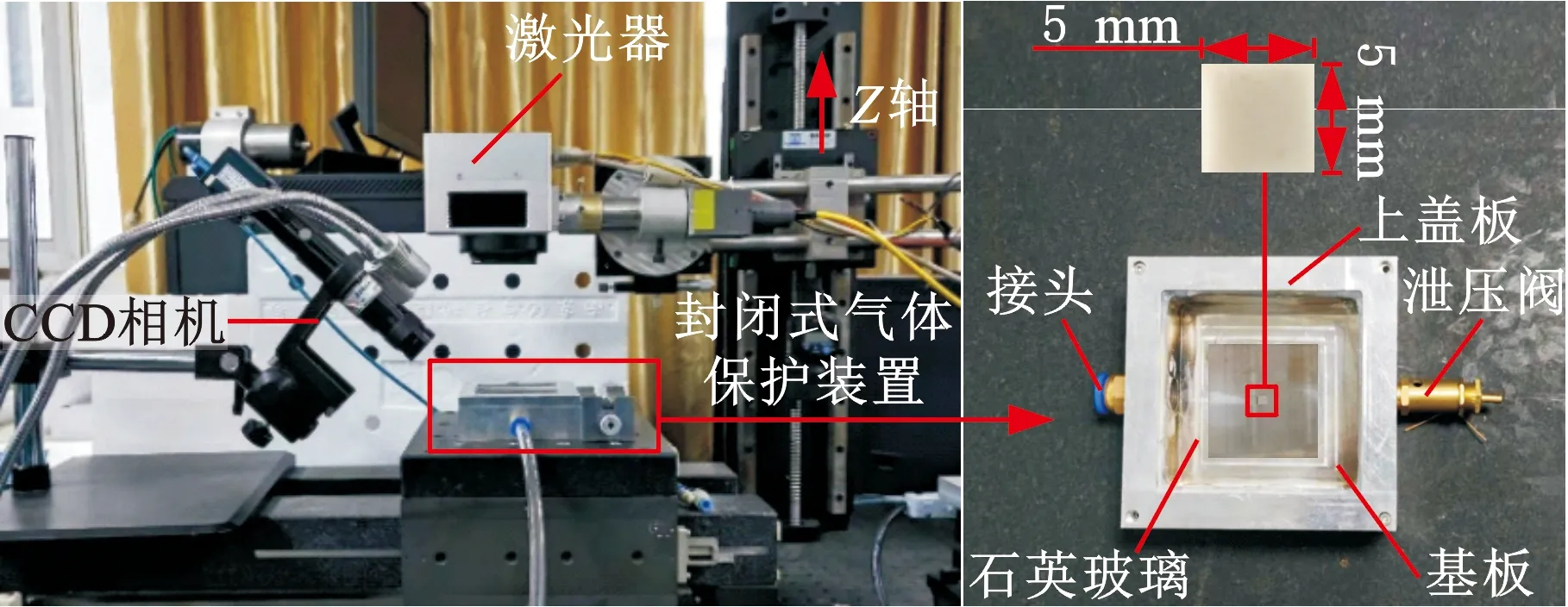
圖1 激光改性試驗裝置Fig.1 Laser modification test device
試驗用顯微硬度計為THV-1MDP型自動轉塔維氏硬度計,由顯微維氏壓頭、10倍物鏡、40倍物鏡、數顯十字試臺、尼龍萬向底角、水平儀、電源組成,具有操作簡單、精度高、穩定性高的特點,該裝置可通過上下移動數顯十字試臺來實現對焦,通過左右移動數顯十字試臺尋找到目標區域,通過將金剛石壓頭緩慢壓入被測試件表面可得到十字壓痕,通過測量壓痕區域的大小即可得到被測試件的表面硬度值,適用于測量微小、薄型的脆硬試件硬度。
1.2 激光熔覆試驗
試驗材料為橫截面5 mm×5 mm的AlN試件,厚度為3 mm。使用超聲清洗機將AlN試件清洗3 min后固定在鐵片上,以避免AlN試件被氣體吹動,并將固定了AlN試件的鐵片放在封閉式激光加工氣體保護裝置中,然后合上上蓋板。
試驗選擇光斑大小為20 μm的鏡頭,激光器頻率設置為20 kHz。為使激光掃描更均勻,需要使光斑的行間隔和列間隔一致,掃描速度v的計算式為
v=fs
(1)
其中,f為激光頻率,s為掃描間隔。激光功率、掃描間隔、掃描速度對激光改性的影響并不是各自獨立的,而是各參數之間綜合作用的結果,因此引入平均能量密度來綜合考慮各激光參數的影響,平均能量密度ξ的計算式為
(2)
其中,P為激光功率。試驗首先通過移動振鏡來完成激光對焦,對焦完成后往封閉式激光加工氣體保護裝置中通入相應氣體,待氣體環境穩定后,打開激光器進行掃描。
1.3 微米壓痕試驗
為保證數據的準確性,首先需使用況氏標準硬度塊對顯微硬度計進行校準,然后將試件放置在平移臺上,通過上下移動平移臺實現對焦,接著左右移動平移臺將視野聚焦在試件中央,壓頭沿垂直方向對試件施加載荷,最后通過手動繪制出壓痕面積從而測出硬度。由于激光改性后試件表面粗糙度較高(Ra最高達到10.4 μm),過小的微米壓痕面積可能造成表面形貌難以觀察和測量結果不準確等問題,因此本試驗設置壓頭載荷為1 kg[17]。單次壓痕試驗難以準確反映整個試樣的硬度值,故需要對同一試件進行多次微米壓痕試驗,本文采用網格化壓痕點設計方法[18-20],共進行9次微米壓痕,取其平均值得到試件的硬度。試驗中測得Ar環境下的產物和硬度值更適合進行機械加工,故后續試驗均在Ar環境下進行,詳細試驗參數見表1。
表1 試驗參數
2 試驗結果及分析
2.1 不同氣體環境下的激光軟化特性
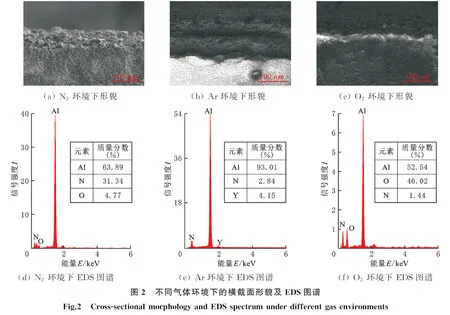
設定激光功率為16 W、掃描間隔為2 μm,三種不同氣體環境下,熔覆層的橫截面形貌及EDS圖譜如圖2所示(SEM圖從試件側面拍攝),試件由上至下分別是熔覆區、過渡區和基體區。在N2環境下(圖2a和圖2d),試件表面AlN在高溫下先分解為Al和N2,生成的Al絕大部分又會與N2反應生成AlN,只有不到4%(質量分數,通過EDS中元素含量計算得到,下同)的Al沒有發生反應;在Ar環境下(圖2b和圖2e),試樣表面85%以上的AlN在高溫中分解生成Al和N2,由于Ar是惰性氣體,因此Al沒有繼續發生反應,EDS圖譜中的Y為黏結劑中元素;在O2環境下(圖2c和圖2f),試樣表面95%以上的AlN在高溫下生成Al和N2,生成的Al全部會與O2反應生成Al2O3。上述過程中涉及的化學方程式如下:
(1)
(2)
(3)
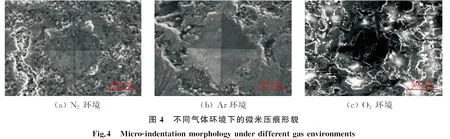
由于激光燒蝕有氣體產生,因此熔覆層疏松多孔,觀察橫截面形貌可以看出,在N2、Ar、O2三種氣體環境下熔覆層深度約為15 μm、20 μm、30 μm(圖3)。在1 kg壓頭載荷下,微米壓痕試驗測得N2、Ar、O2三種氣體環境下熔覆層硬度最大值分別為549.14HV、352.65HV、462.48HV,平均值分別為479.91HV、254.66HV、401.68HV(圖3)。當金剛石壓頭壓入材料表面時,材料的硬度越低,壓痕越清晰,三種氣體環境下的微米壓痕形貌如圖4所示。在N2環境下(圖4a),壓痕的十字線長度最短,壓痕形貌也最不規則,所以N2環境下試件表面的硬度高且脆性大,由前文可知,該試件表面大部分是AlN;在Ar環境下(圖4b),壓痕面積最大,而且壓痕形貌很規則,故Ar環境下試件表面的硬度較低,同時塑性較高,試件表面質量較好,該試件表面大部分是Al;在O2環境下(圖4c),高溫下生成的Al和O2會發生反應,在這個過程中產生的氣泡會導致試件表面形貌呈波浪狀,試件表面出現Al2O3,而Al2O3的脆性高、硬度大,所以壓痕形貌有崩碎且不規則的情況,十字線區域較小。
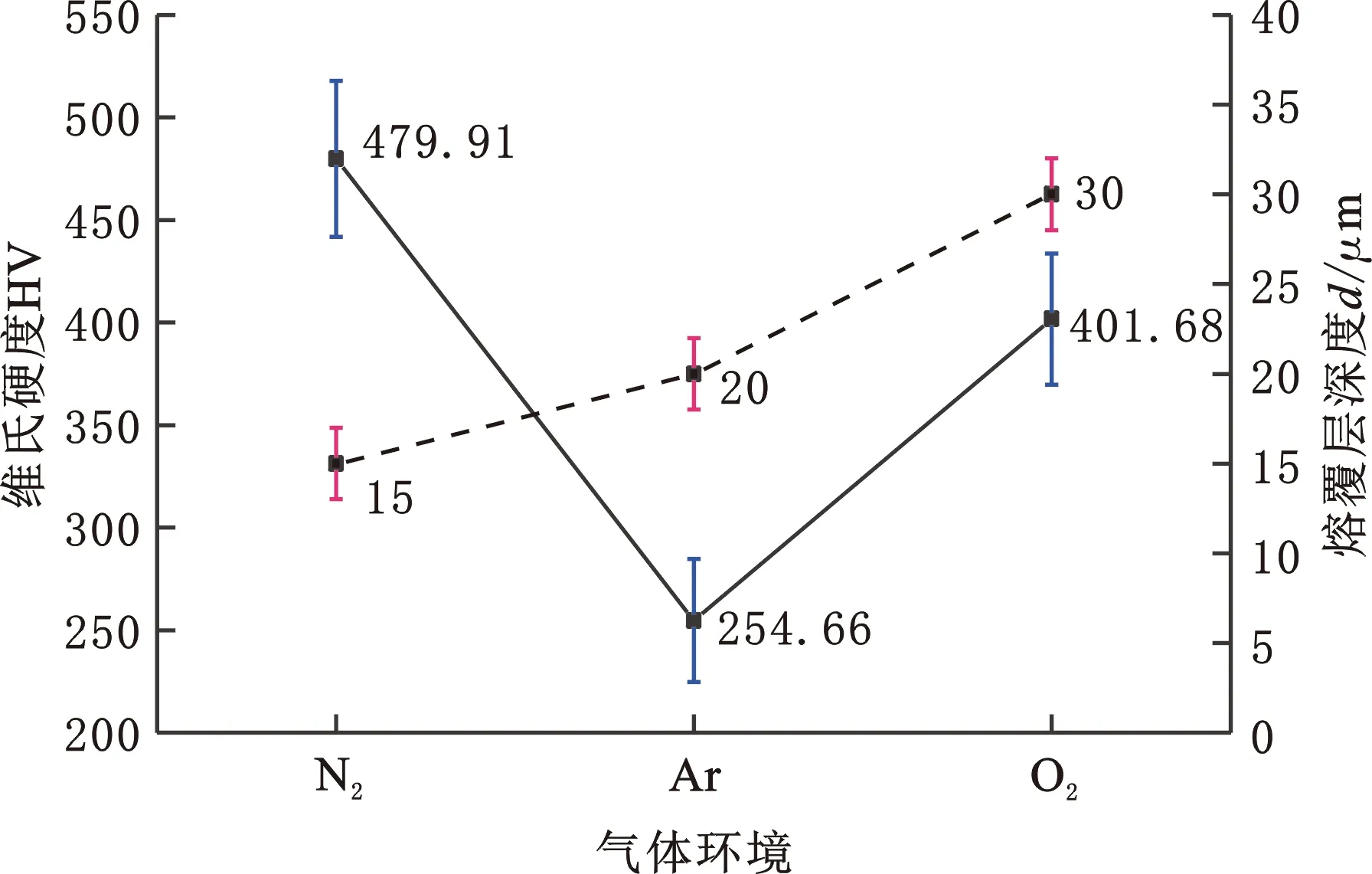
圖3 不同氣體環境下的顯微硬度及熔覆層深度折線圖Fig.3 Broken line graph of microhardness and cladding layer depth under different gas environments
2.2 不同激光參數下的激光軟化熱性
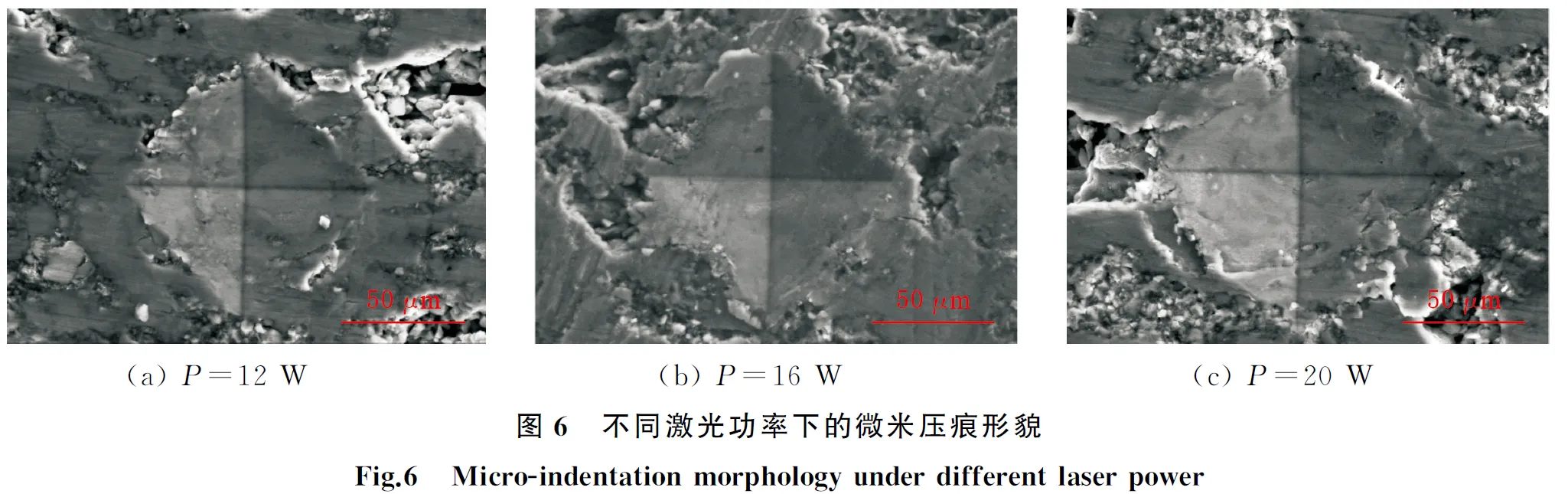
由2.1節可知,Ar環境下的試件表面質量最好,所以本試驗選擇在Ar環境下進行。在Ar環境、掃描間隔2 μm的情況下,當激光功率分別為12 W、16 W、20 W時,熔覆層硬度最大值分別為373.15HV、327.01HV、237.72HV,熔覆層硬度平均值分別為301.48HV、254.66HV、174.83HV(圖5),微米壓痕形貌如圖6所示。由式(1)可知,Ar環境下AlN在高溫下生成Al和N2,因此,在Ar環境下設定上述三種激光功率時試件表面新生成的物質都是Al,同時試件表面會殘留一些AlN,但隨著激光功率的增大,平均能量密度增大,熱量可到達的熔覆層深度增大,使得更多的AlN可達到其分解所需的溫度而分解成Al,但Al的硬度遠低于AlN的硬度。由上述試驗結果可知,隨著激光功率的增大,試件表面的AlN反應更加充分,熔覆層塑性提高、硬度降低。

圖5 不同激光功率下的顯微硬度值Fig.5 Microhardness value under different laser power
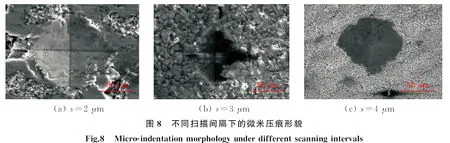
在Ar環境、激光功率20 W的情況下,當掃描間隔分別為2 μm、3 μm、4 μm時,熔覆層硬度最大值分別為237.72HV、541.61HV、727.76HV,平均值分別為174.83HV、511.32HV、720.09HV(圖7),微米壓痕形貌如圖8所示。由于掃描間隔為2 μm時對應的熔覆層硬度均值為174.38HV,而AlN的硬度約為850HV,Al的硬度約為30HV,表明此時試件表面有大量的Al;當掃描間隔增大至3 μm時,試件表面硬度值陡增,表明此時平均激光能量密度較小,導致AlN沒有充分反應,試樣表面含有相當量的AlN;當掃描間隔增大至4 μm時,試樣硬度值已經接近純AlN的硬度值了,表明此時的平均激光能量密度極小,導致大量AlN無法發生反應生成Al。由此可知,掃描間隔越小,表面熔覆層硬度越小,脆塑轉變越明顯,因此當掃描間隔為2 μm時,熔覆層的硬度和塑性更適合進行切削加工。
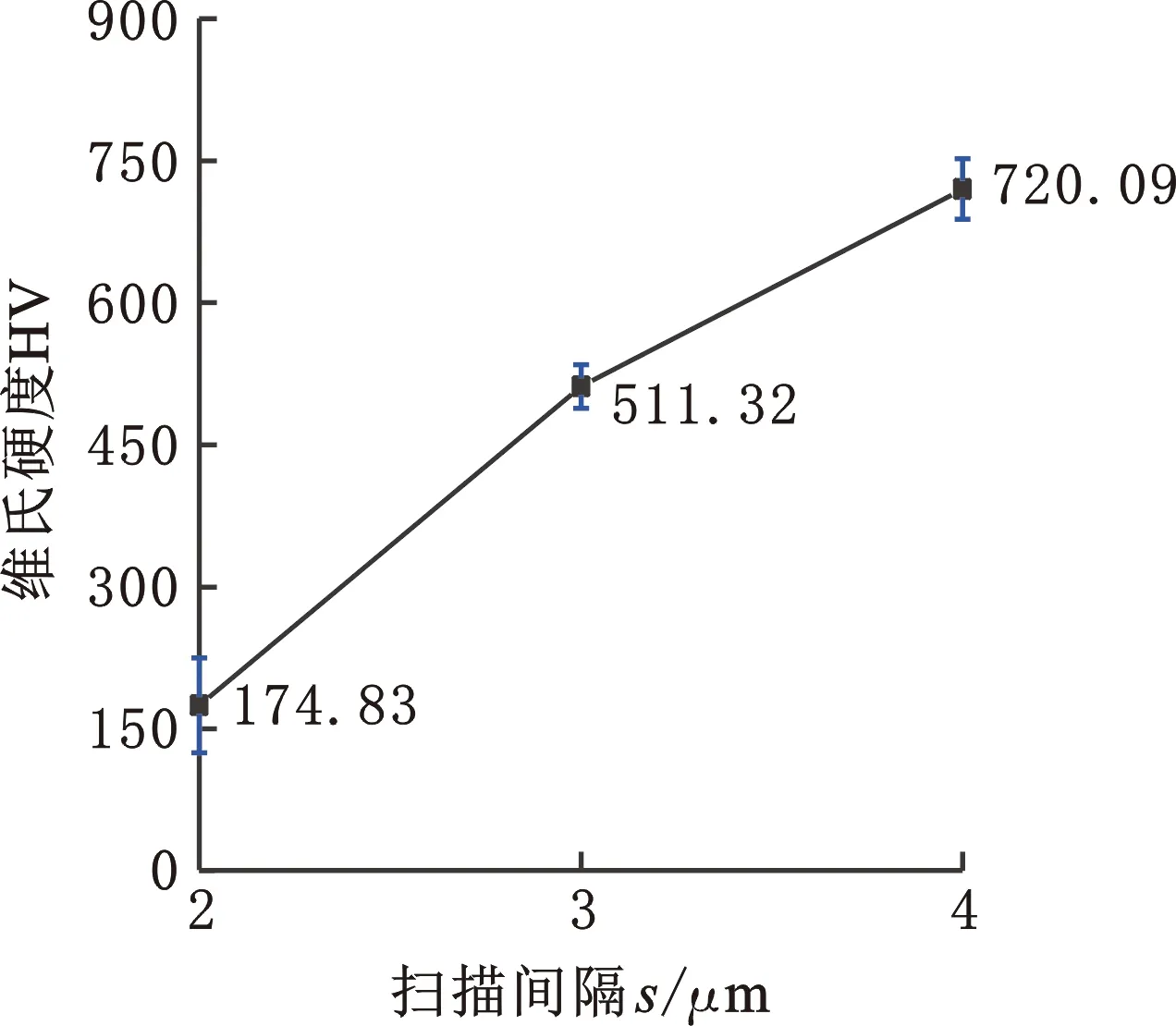
圖7 不同掃描間隔下的顯微硬度值Fig.7 Microhardness value under different scanning intervals
3 結論
(1)在激光功率為16 W,掃描間隔為2 μm的情況下,N2、Ar、O2三種氣體環境,熔覆層的主要成分分別為AlN、Al和Al2O3。由于Al的硬度低、塑性高,相比于AlN和Al2O3,它更有利于機械加工,因此在Ar環境下AlN基板后續的可加工性最好。
(2)在Ar環境下,12 W、16 W和20 W三種激光功率下試件表面熔覆層的主要成分都是Al,且隨著激光功率的增大,試件表面更多的AlN分解生成了Al,熔覆層深度增大,這對后續的機械加工是有利的。
(3)在Ar環境下,隨著掃描間隔的增大,試件表面的硬度急劇增大,熔覆層深度減小,這些都會加劇刀具的磨損,同時降低加工效率。
猜你喜歡
中老年保健(2021年12期)2021-08-24 03:30:40
中國傳媒大學學報(自然科學版)(2021年1期)2021-06-09 08:43:00
中國生殖健康(2020年6期)2020-02-01 06:28:50
新世紀智能(英語備考)(2019年12期)2020-01-13 06:07:18
瘋狂英語·新策略(2019年9期)2019-10-17 01:51:34
中國生殖健康(2019年11期)2019-01-07 01:28:02
中國生殖健康(2018年6期)2018-11-06 07:09:28
濰坊學院學報(2017年2期)2017-04-20 08:44:31
中國環境監察(2016年5期)2016-10-24 05:25:52
中國商論(2016年33期)2016-03-01 01:59:38
