球墨鑄鐵壓力容器爆破試驗設計制造探討*
2022-01-14 05:42:28陳元杰胡金磊
機械研究與應用 2021年6期
陳元杰,胡金磊
(上海齊達重型裝備有限公司,上海 201411)
0 引 言
球墨鑄鐵以其優良的性能,在使用中有時可以代替昂貴的鑄鋼和鍛鋼,在機械制造工業中得到廣泛應用;因其無需焊接的結構,保證了容器的完整性與密封性能,在壓力容器行業逐漸得到重視與應用;對于特殊結構的球墨鑄鐵壓力容器,按常規設計計算往往很難實現,鑒于此種情況,歐盟EN13445、ASMEⅧ-1以及GB/T 150都提供了相應的解決方案——按驗證試驗設計;筆者主要就驗證性爆破試驗的思路并結合實例進行討論,為后續工程師按照此特殊方法設計制造鑄鐵壓力容器或部件提供參考。
1 適用范圍
各國標準對運用這種方法制造的壓力容器適用范圍都有規定,包括壓力,溫度限制(如:歐標在Pb.V>6000bar.L時適用,若Pb.V<6000bar.L,無需計算,直接試壓,歐標是以P.V乘積來限制,這與《容規》的劃類有相似之處,主要考慮其積聚能量大小造成的危害性;ASME Ⅷ-1在UCD-1,2,3中針對此類材料提出:設計壓力不高于7 MPa,設計溫度不高于345 ℃,以及致死受火等條件下的詳細規定;GB標準在HG/T20531中規定:可鍛鑄鐵和球墨鑄鐵制壓力容器,設計壓力不大于1.6 MPa,設計溫度為-10~345 ℃);涉及到的篇幅主要有ASME Ⅷ-1(UG-24,UG-101,UCD-101)[1],EN13445-6(5.2.2.1.2.4)[2],GB/T 150.1(附錄C)[3];相比三個標準,國標做法與ASME大致相似,即,根據設計壓力計算預期爆破試驗壓力,然后做實驗得到實際爆破時的值,帶入公式算得設備最高允許工作壓力,以此為依據判斷合格與否;歐標在材料許用應力以及預期爆破試驗壓力的計算上都引進與檢測,溫度,壁厚等參數有關的系數,使得按其操作的容器更經濟。本篇結合實例按照ASME Ⅷ-1 UG-101做詳細介紹。
2 材料要求
球墨鑄鐵是通過球化和孕育處理得到球狀石墨,有效地提高了鑄鐵的機械性能,特別是提高了塑性和韌性,從而得到比碳鋼還高的強度;正是基于其優異的澆鑄性能,已成功地用于鑄造一些受力復雜,強度、韌性、耐磨性要求較高的零部件。
EN 13445-6、EN1563、ASME SA-395以及GB/T1348 、HG/T 20531對球墨鑄鐵制造壓力容器的材料都做了相關要求,主要對其力學性能指標、化學成分、硬度、金相組織以及延伸率做了限定,還對低溫操作的球墨鑄鐵材料提出相關沖擊要求;鑒于爆破試壓的危險性以及試壓破損后不可重復性帶來的經濟考量,材料復驗必須嚴格按照相應材料標準的要求。
關于鑄鐵SA-395[4]:在ASMEⅡA篇中列出了兩個等級:60-40-18和65-45-15的相關力學性能參數,而ASME Ⅷ-1表UCD-23只給了規定的最小抗拉強度414 MPa(ⅡA中為415 MPa,此處為單位轉換中的差異),懷疑是漏將65-45-15的參數列入其中,這將很可能導致實際操作不得不統一取值為414 MPa,從而導致以下介紹的設計結果過于保守,造成不必要的浪費。
3 設計分析
3.1 EN 13445-6設計思路
EN 13445-6:2014中5.2.2.1.2.4條提出了水壓爆破試驗驗證方法,對該方法進行了規定和解釋,其具體做法為:先按照(2)算得預期爆破壓力Pb,其中emin為圖紙指定最小厚度,PS為設備最大工作壓力,eact為特定位置實測厚度;參照此預期爆破試驗壓力做爆破試驗,直至容器或部件破裂,記錄此時的壓力Pb.act,將其代入式(3)求得容器的實際的PS,之后按下式計算ea;對比結果要滿足:Pd(設計壓力)≥PS(最大工作壓力);eact(特定位置實測厚度)>emin≥ea+c(分析厚度與腐蝕裕量之和)。
emin≥ea+c
(1)
(2)
(3)
3.2 ASME設計思路
ASME關于球墨鑄鐵制造壓力容器爆破試驗主要涉及ASMEⅧ-1:UG-24 ,UG-101,UCD-101,下面以SA-395材料為例,其具體思路如下。
(1) 先按照下列公式反推出預期爆破試驗壓力B值(其中PR以設計壓力代替),然后以預期爆破試驗壓力為參照進行有步驟(參照UG-101(h))爆破試驗,直至容器破裂,記錄爆破時的壓力,然后代入下列公式,求得各個部件的最大允許工作壓力(MAWP)值PR(若考慮腐蝕余量,還應該計入一個折算系數(t-c)n/tn);由下列公式可以看出此MAWP值只與材料的力學性能有關,因此由于一臺設備上有不同材料元件時,所求得的PR將有數個,取其中的最小值作為此設備的此設備的MAWP,然后與設計壓力作比較,判定是否合格;注:不允許試驗后通過調整相關系數使得MAWP達到設計要求。
(4)
(5)
除鑄鐵及球墨鑄鐵外的其他鑄造材料:
(6)
式中:B為爆破試驗壓力或液壓試驗停止點壓力;Sμ為室溫最小抗拉強度;Sμavg為試樣平均抗拉強度;f為鑄造質量系數,見UG-24。
(2) 按照上述步驟逆向思考:以容器或者部件的設計壓力作為其最大允許工作壓力,按照公式(4)~(6)分別算得不同部件的預期爆破壓力,以預期爆破壓力的最大值為參照進行爆破試驗,由于容器各個部件計算時的安全系數較大,所以爆破試驗時的壓力一般可以達到要求,停止點可以是預期最大爆破壓力,或者實際破裂點的壓力。相比式(4)的方法,此方法有其優點,亦有其缺陷;缺點是:方法公式(4)在爆破點壓力確定后推導出MAWPmin,可能會由于某一個元件的自身缺陷導致整臺容器求得的MAWP偏低,若以MAWP校核設計壓力,將很可能出現不合格,若是以MAWP來反推設計壓力,則會導致設計壓力偏低,造成材料不能有效地利用;但此方法操作連續性好,可一次完成驗證試驗;方法式(5)試驗可以分步進行,即使容器某一元件破裂,若此爆破壓力大于此元件的預期爆破壓力,則可以優化此元件結構后繼續完成其他元件的校核,此方法操作連續性差,但經過此方法驗證優化后的各個元件結構可以在設計壓力下充分利用,可以根據使用經驗重新設定設計壓力或結構優化改進,對于批量生產的元件或者設備,將節省大量材料。
3.3 GB/T 150設計思路
GB 150.1-2011附錄C涉及到“以驗證性爆破試驗確定容器的設計壓力”,其具體思路如下。
按照150.1 附錄C.3的要求對容器進行加壓,直至容器爆破或者到設定的停止點,記錄此時的壓力,之后代入公式(7)算得試驗溫度下的最高允許工作壓力,然后按式(8)進行考慮腐蝕余量的折算,最后按式(9)進行溫度校正,得到設計溫度下的最高允許工作壓力,以此為確定設計壓力的依據。當然,也可以按照式(5)的思路進行逆向推算來確定最高允許工作壓力。
(7)
(8)
(9)
三種方法都是針對按常規計算無法完成設計的結構特殊的壓力容器,若按常規設計可完成設計計算而采用此方法是不允許且不經濟;在爆破試驗實施之前一定要進行相關估算校核,為壓力表的選取、施壓的步驟以及安全防護措施提供一個參照的依據。
3.4 按ASME爆破試驗設計的設備實例
對于1臺由數個腔體或部件組成的容器,只有對無法按照常規設計完成計算的部分進行爆破驗證,其他部分按照常規設計、制造檢驗以及驗收;如圖1所示針對1臺換熱器,殼程由于結構原因無法按常規設計,而管程結構形狀規則,可以設計計算,針對此種情況,只需對殼程部分爆破驗證,管程則按常規設計檢驗;若有特殊結構共用件,此件按照最危險工況考慮進行驗證試驗,并制作適合試壓的合理工裝。
圖1 驗證試驗設備簡圖
對于其耐壓試驗:在首次驗證試驗合格后,之后制造的相同規格或相似件(UG-101(d))進行的實驗,EN13445-6通過相關因子規定不小于1.43·Pd/CT·CQ,ASME與《容規》則規定水壓試驗壓力不小于兩倍的最大允許工作壓力;由此完成球墨鑄鐵壓力容器的驗證性爆破試驗,之后便可以進行相同件或相似件的批量生產。
3.5 試壓前的準備
由于此設備為筆者所在公司制做的第1臺爆破試驗制造容器,為安全考慮,在試壓開始前,委托某高校進行有限元分析,其受力狀況見圖2。
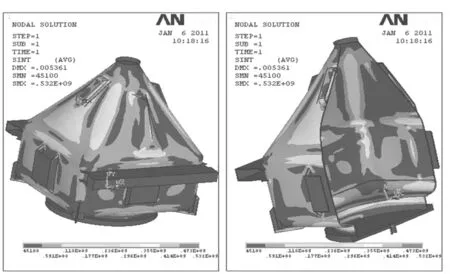
圖2 應力分布
由分析可知:最大應力分布在三個區域,根據ASME Ⅷ-2卷第5篇附錄5.A,對這三個區域進行線性化處理,應力線性化處理路徑劃分見圖3。
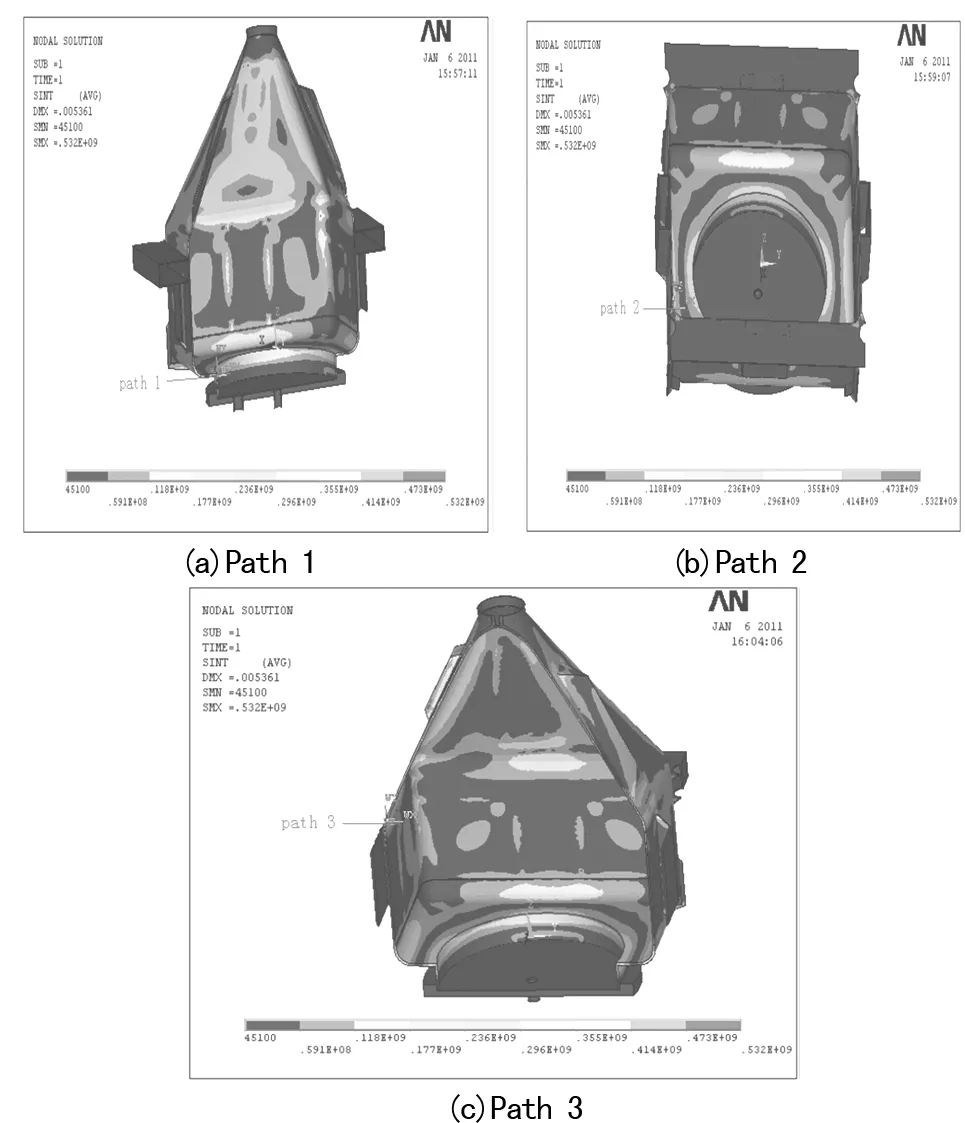
圖3 應力線性化
滿足:薄膜應力SⅡ< 1.5Sm,主應力+二次應力SⅣ< 3.0Sm,但應力值接近極限值,故根據附圖應力分布情況,要求鑄造單位加強圖示危險點的質量控制,并適當加厚。
后續類似產品未做有限元分析,試壓結果皆滿足要求,且由之前的數十臺鑄鐵設備到后續的數十臺鑄鋁(SB-26)設備,都按此方法成功設計制造,獲得了用戶與第三方檢驗機構好評。
4 制造、檢驗與驗收
4.1 結 構
由以上方法可以發現:容器或者部件能夠承受的實際爆破壓力往往由最薄弱的某一元件或位置決定,所以:①結構設計時鑄件各部分厚度差不宜過大,不同厚度之間應圓滑過渡;②鑄件結構要盡可能簡單,盡可能對稱布置,避免出現如內凹等使造型發生困難的死角,單件鑄件尺寸不宜過長;③盡量避免厚大斷面,不同形狀壁的連接通常須有一定圓角,且盡量做到各個元件、各個位置應力水平相當,如此才能物盡其用,減少不必要的厚度附加。
4.2 返修要求
按爆破試驗制造的球墨鑄鐵壓力容器的焊接返修要求:ASMEⅧ-1UCD-78及SA-395提出了具體用塞子修補的限制條件,EN13445-6標準 5.3.2指出按此規范制造的壓力容器,焊接操作是不允許的,國標對其的規定亦規定不允許焊接,可通過塞子返修。
4.3 加壓要求
按爆破試驗制造的首臺球墨鑄鐵壓力容器壓力施加要求:ASMEⅧ-1 UG101(h)指出容器或容器部件的水壓試驗壓力應逐漸增加到預期工作壓力的一半,其后,試驗壓力按預期最大許用工作壓力的1/10或更小的增量逐步增加,直到試驗程序所需的壓力;每次增壓后,壓力應維持足夠長的時間,以便進行程序中規定的觀察檢查;GB/T 150.1附錄C規定:首先緩慢加壓到預期設計壓力的0.5倍,保壓觀察后以1/10預期設計壓力的增量加壓至預期設計壓力,進行不少于10 min的保壓觀察后繼續以1/10預期設計壓力的增量加壓至爆破或設定的停止點;在此過程中,一定要保證壓力的施加足夠緩慢,以避免數據的記錄產生過大誤差;由于爆破試驗壓力較大,墊片的密封往往會達不到要求,針對這一特殊情況,具體可以參照EN 13445.6標準 5.2.2.1.2.4 (8)的做法,即:在爆破試驗過程中,墊片的微量泄露是允許的,只要這種泄露不會影響爆破試驗壓力的達到,為了滿足爆破試驗而有意用其他特性緊固件也是可以接受的,畢竟爆破試驗是一種非常特殊的工況。
4.4 其他要求
按爆破試驗制造的球墨鑄鐵壓力容器的熱處理要求:ASME SA-395中5.材料和制造提出熱處理(鐵素體化)要求;EN13445.6中5.3.1條提出空冷與相關消應力熱處理的要求;我國標準規定:鑄造受壓元件必須進行熱處理;如訂貨時無特殊要求,熱處理工藝可由制造單位決定。
按爆破試驗制造的球墨鑄鐵壓力容器的無損檢測要求:ASMEⅧ-1 UG-24、EN13445-6中第7條、HG 20531都做了詳細說明。
5 結 語
球墨鑄鐵在壓力容器制造行業得到了越來越廣泛的應用,其結構往往復雜奇特,不易用常規方法設計求解,針對這種情況,我們討論了除有限元分析設計外的驗證性爆破試驗,通過驗證試驗實現容器或部件結構的優化,對于批量生產的球墨鑄鐵制造壓力容器,其在成本方面的優勢便可凸顯出來;隨著材料制造裝備以及相關工藝控制水平提升,可以考慮將材料范圍由球墨鑄鐵、鑄鋁向品種更加豐富的范圍拓展,驗證方法亦可考慮在爆破試驗(UG-101(m)),應變測量(UG-101(n))以及位移測量(UG-101(o))方法向更加多樣化新型試驗理論創新推進;由于鑄造材料可能存在的內部缺陷問題,其安全系數都取值較大,隨著材料性能的逐步提高,對此,可以考慮適當調整安全系數,借鑒國外成熟經驗,實現材料價值的最優利用。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
兒童故事畫報(2019年5期)2019-05-26 14:26:14
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
