萊康明發動機機匣曲軸密封圈孔修理技術創新應用*
2022-01-14 05:42:46曾仁維
機械研究與應用 2021年6期
曾仁維
(中國民用航空飛行學院,四川 廣漢 618300)
0 引 言
國外COVID-19導致的新冠疫情嚴峻形勢的持續發展,使得外送進行飛行訓練學習的業務逐漸轉向國內,導致國內的飛行訓練任務日益加重,承擔飛行訓練任務的飛機飛行小時數不斷增加,而用于飛行訓練的初中教機大多數是搭載了一臺或兩臺航空活塞式發動機。隨著飛行小時數的不斷增加,會出現發動機翻修和飛機的結構檢修頻次也將不斷增加的問題,導致發動機翻修和飛機結構檢修所使用的器材匣、曲軸、配重等因為是從美國進口,訂貨周期長,訂貨短缺,所以維修生產進度受到了嚴重影響。
為解決航空器材短缺以及維修成本問題,開發零部件自制和深度修理能力迫在眉睫,筆者以萊康明航空活塞發動機機匣曲軸密封圈孔的修理技術應用為例,采用自主建立數據標準的方法達到修理曲軸密封圈孔的目的,解決了沒有尺寸標準無法進行修理的問題,以提供參考。
1 研究背景
航空活塞發動機是目前通用航空飛機的主要動力裝置。機匣是航空活塞發動機的重要部件,機匣的使用可靠性對航空活塞發動機的正常安全運行起著至關重要的作用。據統計,萊康明航空活塞發動機機匣通常在兩個翻修周期后會出現貫穿螺栓孔滲漏滑油、主軸承支撐座平面微振腐蝕等故障。航空活塞發動機機匣的修理技術屬于發動機修理的核心技術,難度高、風險大,是國外廠家高度保密的維修技術,目前國內都是通過將機匣送國外修理的方式來恢復故障機匣的使用功能。這樣的修理方式不僅送修費用昂貴,修理周期也很長,嚴重制約國內通用航空產業的發展,所以研究、分析、建立機匣的深度修理技術顯得格外重要,而在機匣修理技術中曲軸安裝孔的修理技術又是比較重要的一項。
2 機匣曲軸安裝孔的修理技術
萊康明航空活塞發動機機匣貼合面由于微振腐蝕進行修理,可以通過機械加工的方式去除機匣貼合面表面的腐蝕層,恢復貼合面的表面光潔度和平行度。但是由于機匣組件的曲軸密封圈安裝孔是由左右機匣合攏后組成的,在左右機匣都通過機械加工的方式去除一定厚度的材料時,會使得修理后的左右機匣合攏后形成的曲軸密封圈安裝孔變成類似橢圓形狀,安裝孔的失圓度會嚴重超差,曲軸密封圈安裝在密封圈孔內會造成曲軸異常磨損導致滑油泄漏。恢復曲軸密封圈安裝孔的形狀和尺寸是機匣深度修理過程中的重要一環。
2.1 數據標準的建立
由于國外技術資料的保密,曲軸密封圈安裝孔修理的尺寸標準不能直接獲取。根據現有條件以及維修經驗綜合考慮,首先可以對全新機匣和修理機匣曲軸密封圈孔進行數據采樣,然后進行數據處理建立數據標準作為修理標準。數據采樣選取15件合格機匣進行尺寸測量,每件機匣測量一組孔徑尺寸,每組數據有兩個,分別是兩半機匣分界面(表1中點位1)的孔徑和垂直分界面(表1中點位2)的孔徑,然后計算得出該組數據尺寸的平均值作為該件機匣曲軸密封圈孔徑值。最后將得到15個采樣數據。數據處理選用3σ準則。3σ的原則為:數值分布在(μ-σ,μ+σ)中的概率為0.6826;數值分布在(μ-2σ,μ+2σ)中的概率為0.9544;數值分布在(μ-3σ,μ+3σ)中的概率為0.9974[1]。按照3σ準則通過Matlab對采樣數據進行處理得到標準差σ,根據3σ原則的內容,數值分布在(μ-3σ,μ+3σ)中的概率為0.9974,那么將±3σ作為曲軸密封圈孔的公差帶,μ作為曲軸密封圈孔的基準值,通過此類數據采樣、數據處理反求基準和公差帶的方法最后確定曲軸密封圈孔修理的尺寸標準,還可根據基準值和公差帶查表得出標準加工的公差等級。曲軸密封圈孔數據采樣與數據處理如表1。
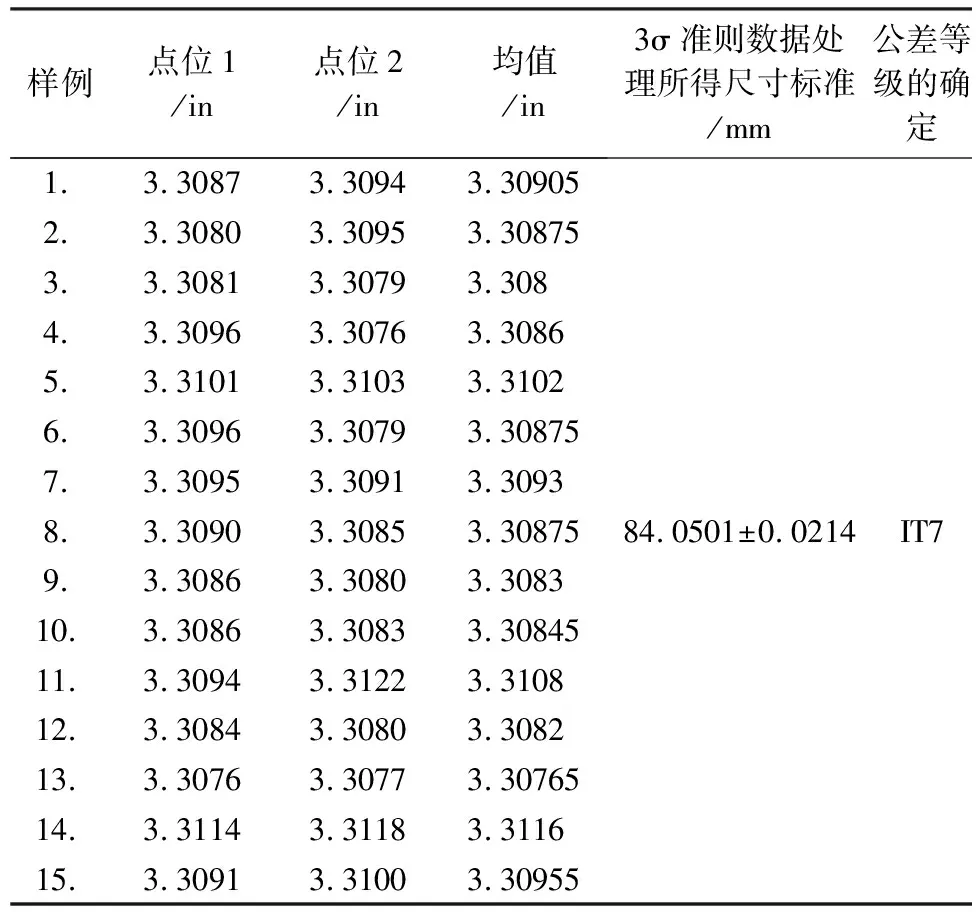
表1 曲軸密封圈孔數據采樣與處理
2.2 曲軸密封圈孔的修理
加工方法。通過數據采樣處理反求基準和公差帶,確定曲軸密封圈孔的修理尺寸標準后,還需要選擇合適的工藝來對曲軸密封圈安裝孔進行修理。機匣曲軸密封圈孔徑較大,修理后孔的圓度、圓柱度、同軸度、粗糙度等加工精度要求比較高,而機械加工中鏜削的主要特點就是獲得精確的孔的位置尺寸,得到高精度的圓度、圓柱度和表面粗糙度,對精度較高的孔可用鏜刀來保證,因此選擇鏜削的方式來恢復曲軸密封圈孔的形位尺寸和表面粗糙度比較合適,工裝設備可以選擇臥式加工中心。
機匣的定位。由于整個機匣是由左右兩半組成,每半機匣都是異形結構,且主要材料為鋁合金,材料較軟,容易損傷,所以直接固定機匣容易對機匣造成損傷,影響發動機的運行安全,只能在一些安裝表面連接定位工裝,通過定位工裝跟機床連接定位達到機匣定位的目的。而機匣的定位需要對X,Y,Z軸三個方向進行定位,定位X,Y軸保證機匣在一個平面內,定位Z軸保證機匣曲軸密封圈孔中心線與鏜削加工的進給軸平行。Z軸的定位需要使用垂直度校準板來完成。
修理方法。將左機匣放到右機匣上,合攏左右機匣,安裝機匣前端螺桿,帶上前后4顆螺栓螺帽,前后交叉均勻地擰緊螺帽直至左右機匣合攏,安裝中間4顆貫穿螺栓,帶上螺帽,對機匣所有貫穿螺栓施加螺帽力矩拉緊左右兩半機匣。將固定底板安裝到臥式加工中心上,確保固定底板與機床進給軸平行。將機匣放置在固定工裝上,輕帶螺母,之后將垂直度檢測板安裝到固定工裝強的垂直度校準板安裝孔上,選擇合適的安裝位置固定。使用深度表穿過垂直度檢測板上的C型槽測量兩個等高度位置與機匣的距離,微調機匣,使兩個距離相等,然后擰緊連接螺母,再次確認上述兩個距離相等,如果不相等,重復調整機匣直至相等。然后將機匣與定位工裝一起安裝在臥式加工中心的固定底板上。調整臥式加工中心,使曲軸支撐孔與主軸同軸,確定鏜削深度,選擇合適的鏜刀對曲軸密封圈安裝孔進行鏜削加工,確保孔徑、圓柱度和同軸度符合要求(如圖1所示)。
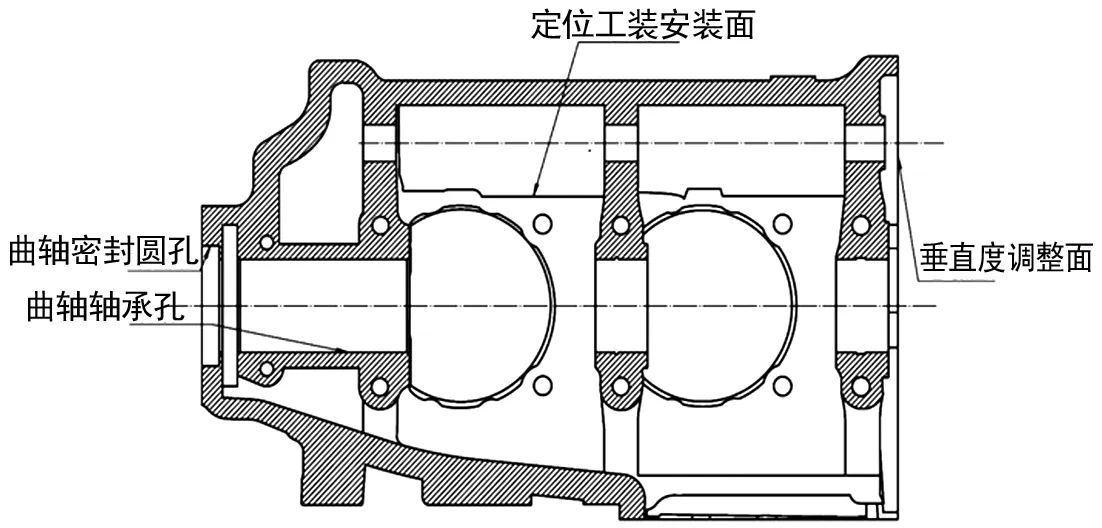
圖1 曲軸密封圈孔位置簡圖
通過上述的3σ準則法建立曲軸密封圈孔的數據標準的修理技術,打破了國外相關技術文件資料匱
乏而形成的技術壟斷,此方法或(思路)在一定程度應用到機匣深度修理的其他項目,就能夠獲得機匣深度修理的所有數據標準,并依據這些數據標準進行修理,使得本需要送國外修理的機匣都能夠自主進行修理恢復使用性能,既可以節約高額的修理費用還能縮短修理周期,該修理技術對控制成本和提高生產效率著重要的作用。
3 結 語
以機匣曲軸密封圈孔的修理方法為例,簡要介紹了自制件開發和零部件深度修理技術研究。自主開發機匣曲軸密封圈孔修理能力,關鍵在于修理標準的建立,中文通過采樣大量數據進行數據分析處理得到基準與公差帶作為修理標準的方法,為萊康明航空活塞發動機機匣深度修理技術的開發提供一個參考,也為自制件開發和零部件深度修理技術研究提供了一個思路。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
專用汽車(2016年4期)2016-03-01 04:13:43
質量與標準化(2015年9期)2015-12-31 11:41:40
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年2期)2014-02-27 12:10:15
