數控直角剪板機分析
2022-01-17 04:22:24王尚斌顧鴻順
鍛壓裝備與制造技術 2021年6期
王尚斌,黃 偉,顧鴻順
(1.江蘇亞威機床股份有限公司,江蘇 揚州 225200;2.江蘇省金屬板材智能裝備重點實驗室,江蘇 揚州 225200)
直角剪板機是一種具有兩個互成直角的刀刃,可對板料進行直角形剪切的機床。全伺服控制直角剪板機,與數控轉塔沖床、自動上料、自動下料堆垛、分揀裝置等組成數控板料沖剪自動化加工系統,可以自動完成沖壓和剪切加工,加工完成的工件可直接傳送至下道工序折彎、焊接等;板材利用率高、無框料、部件邊角質量高、整個過程中框料狀態穩定、易于實現自動化控制、每個工件的成本較低。沖剪設備可以作為獨立的生產設備,也可以成為智能工廠中材料處理的重要設備。直角剪切已頻繁應用于各類產品中,如電梯門板,采暖通風設備與電氣開關柜等[1-2]。
1 直角剪板機分類
數控直角剪板機的主傳動結構主要有液壓式、離合器式、單點伺服球頭式、四點伺服驅動式等幾種形式[3]。
其中,液壓式需要設置液壓油的冷卻系統,液壓油的泄漏及廢油處理會造成一定的環境污染,另外工作時,液壓泵站中的油泵是連續工作的,會產生大量的熱能損耗,剪板機不剪切時也在耗電,也會產生大量能耗。
離合器式電機也始終處于工作狀態,能耗也較高。此外,現有的直角剪板機的剪切行程均需要現場調整,其調整方式為機械式,調整速度慢,且精度不易得到保證。
單點伺服直驅式直角剪板機通過伺服電機驅動滾珠絲桿直接帶動上刀架運動,實現板料的剪切。這種結構比較緊湊,省去了中間傳遞環節,可完成比較高效和節能的剪切工作,上下刀片間隙變化更多的是由機架變形帶動刀架移動引起,單點驅動傳動機構占用空間小,更容易實現機架的封閉箱體設計,機架剛性好,是目前市場上的主流驅動結構,產品代表企業有普瑪寶、金方圓。與四點壓緊結構相比,單點驅動剪切過程中刀架的翻轉完全由導軌平衡,導軌承載力較大。
四點伺服驅動式通過采用兩個伺服電機控制著四個受力點精確地同步運行,剪切過程中產生的側向力不再完全由上刀架側面的滾珠直線導軌承受,同時還有三個驅動點處于剪切負載的正上方,可以承擔大部分的剪切負載,基本抵消了剪切負載對于上刀架中心產生的傾斜力矩,上刀架的運行因工作負載導致滾珠直線導軌受力變形的影響極大降低,運行更平穩,剪切精度也會更高;同時所有傳動結構均采用滾動摩擦形式,能量損耗更低。代表產品為亞威的RS1000 系列。
2 直角剪板機應用
直角剪板機更多的是與數控轉塔沖床配合使用,組成數控沖剪復合機。用戶從數控沖床側進行鈑金加工板材的上料,上料后的板材由機床夾鉗夾持。數控沖床上安裝有長導向模具,可以對需要加工的鈑金工件進行沖孔、拉伸等操作;數控直角剪床上安裝有X 向剪刀和Y 向剪刀,對完成沖孔成形加工的板件進行剪切分離的動作[4-6]。
數控直角剪的兩把剪刀相互垂直,其中一把剪刀可進行連續裁剪,大大提高了板材下料的效率,同時又可根據零件的輪廓有效節省原材料,克服了傳統數控剪板機床的缺陷。數控直角剪兩把剪刀的設置如圖1 所示,其中X 方向的剪刀長度一般比Y 方向的剪刀長度長,節省空間的同時能夠根據排版完成各種尺寸的板材剪切。數控沖剪復合機在設計上允許直角剪的兩把剪刀有如下工作狀態:①全剪,直角剪的X 剪刀和Y 剪刀同時上下進行剪切動作;②半剪,Y 方向刀具上抬,僅X 方向刀具上下進行剪切運動。數控直角剪全剪、半剪狀態的選擇主要依據鈑金件實際剪切需求決定。
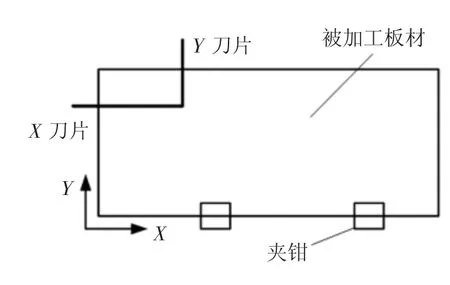
圖1 直角剪剪切布局示意圖
被剪切后的廢料和零件通過毛刷輸送帶送出,然后由兩套分選裝置分選后分別進入不同的料箱,分選過程和裁剪過程并行處理,邊裁剪、邊分選,極大地提高了板材加工效率。數控沖剪復合機對于不同板厚的鈑金工件加工,數控沖床部分需要更換不同間隙的沖孔模或者成型模,數控直角剪部分需要通過電氣控制相應的調整上下剪刀的間隙,以保證鈑金工件加工的斷面質量。
數控沖剪復合機床使板材沖孔、成形及剪切過程一次完成,由原材料直接生成工件,替代了傳統的沖剪分離加工工序。數控沖剪復合機由數控沖床和數控直角剪床套裁加工,其優點總結如下:
(1)通過自動編程軟件,提高了原材料利用率;
(2)機床集成化程度高,板材運輸環節少,提高了鈑金件加工制造精度;
(3)零件的制造周期縮短,用戶的生產效率提高;
(4)解放了人力資源,人工勞動強度變小,降低了客戶的用工成本。
3 直角剪板機加工精度分析
板材剪切質量缺陷主要有塌邊、毛刺高、相對邊平行度差、相鄰邊垂直度差等。影響直角剪板機加工精度的因素主要有以下幾點:
(1)上下刀片間隙。間隙太小會使剪切力增加,同時增加了刃口與板邊的摩擦,加速了刃口的磨損。間隙太大,會使塑性材質的鋼板產生毛刺,脆性材質的鋼板斷口粗糙。間隙的取值與鋼板的厚度及鋼板的機械性能有關。目前剪板機多配備間隙自動調整裝置。
(2)機身與刀架剛性。剪切過程中的機身變形和刀架變形會導致刀片間隙動態的變大,這是引起被剪切工件尺寸和形位精度下降的一個重要原因,并且會使得被剪切工件斷面質量變差,毛刺變大。
(3)送料與托料機構。直角剪板機一般搭配在自動化生產線中使用,自動控制的送料和托料機構對制件精度的影響很大。送料機構自身的X/Y 精度對直角剪板機的制件精度有直接的影響;托料機構則是為了防止被剪切板料下垂,而使長方形的工件被剪成梯形。
(4)整機運動控制對精度的影響。整機運動控制的任務就是在挖掘最大加工效率的基礎上,協調一次剪切加工過程中送料動作、壓料動作、托料動作和剪切動作之間的關系,使得剪切加工動作合理、效率最高、制件精度最高。
(5)加工工藝和整機裝配工藝。直角剪板機的制件精度不僅取決設備的設計水平,在很大程度上取決于制造、裝配的質量。提升機身、刀架等關鍵部件的加工工藝和裝配工藝,能夠消除加工誤差、裝配誤差和殘余應力,保障制件精度。
4 結束語
隨著當今社會環保節能意識的逐步提高,液壓主傳動已基本淘汰,絲杠直驅式和四點壓力式由于節能及精度高而被廣泛應用。
數控直角剪板機與數控轉塔沖床組合的沖剪復合機,可以與自動化倉庫、自動上料機械手和堆垛機等裝置配套連接,能夠進一步拓展自動化程度構成數控沖剪板材柔性加工生產線,這將是未來高集成化設備發展的趨勢。
