合裝加工法在滑塊式縱剪機(jī)關(guān)鍵零部件加工中的應(yīng)用
2022-01-17 04:22:40祝興民于學(xué)軍
鍛壓裝備與制造技術(shù) 2021年6期
祝興民,于學(xué)軍
(國(guó)機(jī)鑄鍛機(jī)械有限公司,山東 濟(jì)南 250306)
縱剪機(jī)是帶鋼精整生產(chǎn)線的關(guān)鍵設(shè)備。公司生產(chǎn)的縱剪機(jī)在剪切0.5mm 以下帶鋼時(shí)出現(xiàn)毛刺大、發(fā)熱大、噪聲大、刀軸研住等問(wèn)題。更換零件維修后不久問(wèn)題又出現(xiàn)。
縱剪機(jī)主軸研住,維修人員在現(xiàn)場(chǎng)拆不下主軸,回公司處理;拆裝過(guò)程中,發(fā)現(xiàn)固定牌坊側(cè)下刀軸軸承內(nèi)圈和刀軸已經(jīng)研在一起,用千斤頂頂、大錘敲也紋絲不動(dòng);用氣割把軸承切割開(kāi),拆下后,把固定牌坊和滑塊放置到加工機(jī)床的工作臺(tái)檢測(cè),牌坊和滑塊滑動(dòng)面的間隙不均勻0.03mm~0.08mm;固定牌坊下刀軸安裝軸承處內(nèi)孔,孔橢圓度0.02,同軸度0.06mm~0.08mm;上刀軸軸軸承安裝孔橢圓度0.04mm~0.06mm(左右小、上下大),同軸度0.06mm~0.10mm;同時(shí)還存在端面與軸承孔不垂直0.04mm~0.06mm。刀軸軸承安裝孔不同軸,刀軸長(zhǎng)反別的狀態(tài)下,長(zhǎng)時(shí)間運(yùn)轉(zhuǎn)生熱把潤(rùn)滑油脂烤干、刀軸和軸承就研住、出現(xiàn)刀軸轉(zhuǎn)不動(dòng)現(xiàn)象。
在加工精度超差的情況下,采用國(guó)產(chǎn)軸承,空運(yùn)轉(zhuǎn)半小時(shí),牌坊安裝軸承壓蓋處用測(cè)溫槍檢測(cè),溫度很快就升到40~50℃,甚至更高;采用進(jìn)口NSK 軸承,溫升稍慢,但長(zhǎng)時(shí)間后也會(huì)達(dá)到50℃甚至更高。
牌坊的加工工藝順序?yàn)椋汉附印嘶稹庸さ酌娴轿唬ㄒ淮窝b夾、加工到位)→加工頂面到位(旋轉(zhuǎn)工作臺(tái))→加工牌坊內(nèi)檔和端面到位;滑塊的加工工藝順序?yàn)椋鸿T件→退火→加工周邊到位→加工內(nèi)孔端面到位;沒(méi)有壓百分表裝夾零件,沒(méi)有頂百分表加工零件;裝配時(shí),牌坊和滑塊合配、接觸面刮花、裝配刀軸。以上工藝存在加工應(yīng)力釋放、裝夾形變、加工過(guò)程位置變化等問(wèn)題。在當(dāng)前的加工能力下,提高牌坊和滑塊的加工質(zhì)量尤為重要。
1 合裝加工法
購(gòu)置高精度大型數(shù)控加工機(jī)床,提高單個(gè)零件的加工質(zhì)量和精度是解決問(wèn)題的辦法;在當(dāng)前的加工能力下,采取合理的、可操作的加工工藝和工序變成了迫切需要;數(shù)個(gè)零件裝配在一起、誤差累計(jì)等,使合裝精度很難達(dá)到使用要求。合裝加工法就是把幾個(gè)零件合裝后,根據(jù)實(shí)際需要,對(duì)合裝后的零部件進(jìn)行精加工,以使合裝后的零部件加工質(zhì)量精度達(dá)到實(shí)際使用要求。
2 工藝分析
2.1 加工工藝難點(diǎn)
牌坊和滑塊的結(jié)構(gòu)如圖1 所示,牌坊上刀軸軸承孔的同軸度控制在0.03mm 之內(nèi);滑塊上刀軸軸承孔的同軸度控制在0.03mm 之內(nèi);滑塊的軸承安裝孔的橢圓度控制在0.03mm 之內(nèi);牌坊和滑塊的軸承安裝孔端面與軸承孔垂直、軸承安裝孔內(nèi)側(cè)軸肩與軸承安裝孔垂直、垂直度控制在0.02mm 之內(nèi);滑塊的軸承孔的軸線與牌坊的軸承孔的軸線平行,平行度控制在0.02mm 之內(nèi)。如果是雙縱剪機(jī),牌坊側(cè)面還要有相同的安裝定位基準(zhǔn)。

圖1 牌坊和滑塊的結(jié)構(gòu)
2.2 加工工藝過(guò)程
牌坊加工工藝過(guò)程如下:焊接→熱處理噴刷→超聲波探傷→劃線→粗加工→精加工(底面、頂面、內(nèi)檔寬度到位,內(nèi)檔厚度留合裝精加工余量)。
滑塊加工工藝過(guò)程如下:鑄件→熱處理噴刷→超聲波探傷→劃線→熱處理噴刷→超聲波探傷→粗加工(各面留加工余量)→滑塊滑動(dòng)面磨削到位。
牌坊和滑塊合裝及合裝后加工工藝過(guò)程:牌坊和滑塊合配→精加工主軸孔端面→鏜軸承孔到位。
2.2.1 牌坊的加工基準(zhǔn)和加工工序
牌坊加工的關(guān)鍵點(diǎn)為:精加工前要壓表裝夾、頂表加工,提前加工工藝基準(zhǔn)面(方便裝夾、拉表找正);粗、精加工分開(kāi),加工精度合格與否直接決定了該零件的合格與否,因此在此工序進(jìn)行加工前必須充分考慮好具體的加工步驟以及可能影響加工精度的各種因素。如:在關(guān)鍵件加工前要對(duì)加工機(jī)床的幾何精度進(jìn)行全面檢查、看機(jī)床的幾何精度是否能夠?qū)崿F(xiàn)零件的加工精度要求;加工粗加工后松開(kāi)裝夾的零件是讓粗加工產(chǎn)生的應(yīng)力釋放、如粗加工后再進(jìn)行二次熱處理,會(huì)讓焊接應(yīng)力和粗加工應(yīng)力更完全的釋放,減少精加工后的形變和變形。
精加工前,工作臺(tái)上固定等高墊處不得有高點(diǎn)、毛刺、鐵屑等,工件放置到等高墊后,各接觸面用塞尺檢查是否貼實(shí)。
等高墊裝夾牌坊的前面,工作臺(tái)與等高墊、牌坊與等高墊的接觸面0.03mm 塞尺不入,要拉表找正、控制在0.03mm 之內(nèi),頂表裝夾、裝夾零件的過(guò)程、百分表變化在0.03mm 之內(nèi),加工底面、牌坊頂面尺寸到位,順手在底板周邊加工工藝基準(zhǔn)面;等高墊裝夾牌坊底面、注意點(diǎn)跟上邊相同,加工內(nèi)檔寬度尺寸到位,注意內(nèi)檔厚度方向單面留0.5mm 合裝加工余量。牌坊精加工完、松開(kāi)裝夾前,檢驗(yàn)零件的尺寸和精度,檢驗(yàn)數(shù)據(jù)存入產(chǎn)品檔案。現(xiàn)實(shí)中,零件松開(kāi)裝夾前,各加工尺寸和精度堪稱完美,但松開(kāi)裝夾后,零件尺寸和精度會(huì)變幾絲、幾十絲甚至更多。此時(shí)就顯出零件裝夾的重要性,顯示出操作人員的能力水平。
2.2.2 滑塊的加工基準(zhǔn)和加工工序
滑塊加工關(guān)鍵點(diǎn):粗、精加工分開(kāi),滑塊在牌坊的滑動(dòng)面要磨削,保證滑動(dòng)面的平行度和平面度。
粗加工各面,內(nèi)孔和端面單面留0.5mm~1mm 加工余量。
精加工前的裝夾如圖2 所示,等高墊裝夾要盡量采用合理的裝夾方式,減少裝夾帶來(lái)的變形影響。
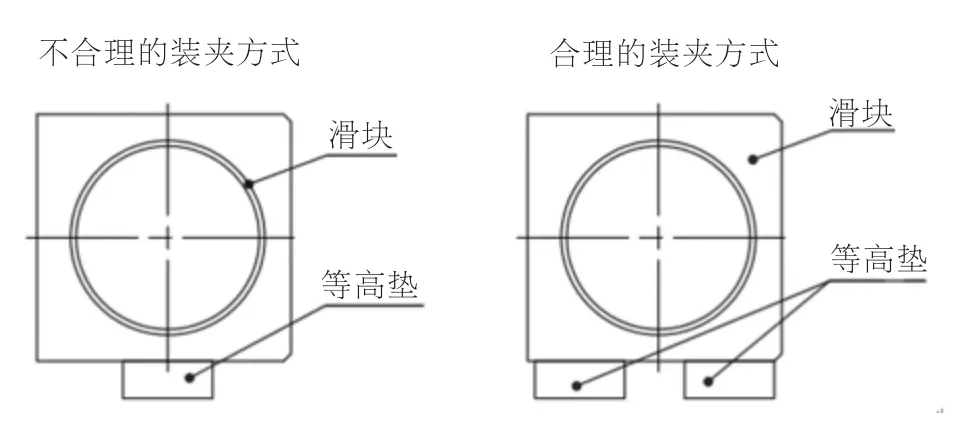
圖2 滑塊的裝夾方式
按裝夾變形小的裝夾,拉表找正、壓表裝夾、頂表加工,精加工滑塊高度方向尺寸到位;形似的裝夾方式,加工滑塊滑動(dòng)面(單面留0.2mm 磨削量)和滑動(dòng)面的油槽及油孔;磨削滑塊的滑動(dòng)面尺寸到位,保證滑動(dòng)面的尺寸和精度要求。
把滑塊的檢驗(yàn)尺寸和精度數(shù)據(jù),做好檢驗(yàn)記錄單,存入產(chǎn)品檔案。
2.3 合裝工序
(1)滑塊的滑動(dòng)面磨削。把此滑動(dòng)磨削面作為合配刮研基準(zhǔn)用,滑塊的滑動(dòng)面刮研打花,滑動(dòng)面的接觸面和接觸點(diǎn)數(shù)。
(2)滑塊和牌坊的滑動(dòng)面合配、刮研。刮研時(shí),牌坊內(nèi)檔刮研打花,然后把滑塊和牌坊的滑動(dòng)面用涂紅丹粉法檢查接觸面和接觸點(diǎn)數(shù);豎直放置牌坊、吊裝滑塊放置到牌坊內(nèi)檔、松開(kāi)滑塊、滑塊會(huì)緩緩從內(nèi)檔頂部滑到底部,接觸面和接觸點(diǎn)均勻都滿足要求后,記錄查看、記錄數(shù)據(jù),方可按圖3 進(jìn)行合裝。

圖3 合裝工序示意圖
2.4 合裝后加工基準(zhǔn)和加工工序
(1)工件的裝夾、找正、加工。等高墊裝夾牌坊底面、拉表牌坊底板側(cè)面和牌坊內(nèi)檔端面找正,壓表裝夾、變形控制在0.03mm 之內(nèi),各接觸面用0.03mm塞尺檢查,要求塞尺不入,檢查合裝用工裝壓緊上滑塊后的內(nèi)孔變形量,要求變形量控制在0.03mm 之內(nèi);然后至少兩個(gè)方向(前后、左右)頂表加工,加工牌坊一側(cè)安裝軸承的內(nèi)孔及端面,記錄好有關(guān)加工尺寸數(shù)據(jù),保證兩軸孔直徑尺寸、軸線平行度、軸孔端面相對(duì)軸孔的垂直度。
工作臺(tái)旋轉(zhuǎn),拉表牌坊底板的側(cè)面和已加工的牌坊端面找正,加工牌坊另一側(cè)安裝軸承的內(nèi)孔及端面,記錄好有關(guān)加工尺寸數(shù)據(jù),保證兩軸孔直徑尺寸、軸線平行度、軸孔端面相對(duì)軸孔的垂直度、軸孔內(nèi)軸肩相對(duì)軸承孔的垂直度。
操作人員自檢有關(guān)尺寸和精度。
精加工完、松開(kāi)裝夾前,讓零件檢驗(yàn)人員檢驗(yàn)零件的尺寸和精度(包括松開(kāi)前后、尺寸數(shù)據(jù)的變化),零件檢驗(yàn)數(shù)據(jù)存入產(chǎn)品檔案。
2.5 加工注意事項(xiàng)
①精加工前的裝夾,拉表找正、壓表裝夾、頂表加工;②控制合裝工裝造成內(nèi)孔的變形量;③精加工時(shí)要控制合適的吃刀量和進(jìn)給速度,提高加工精度;④使用合適的冷卻液提高表面光潔度。
3 檢驗(yàn)關(guān)鍵尺寸
按照以上合裝加工法,牌坊和滑塊的合裝尺寸和精度均控制在0.03mm 之內(nèi);裝配后上下刀軸的平行度、刀軸的徑向跳動(dòng)均在0.02mm 之內(nèi);加上采用錘擊法檢查刀軸的軸向竄動(dòng)。滑塊式縱剪機(jī)在公司內(nèi)空運(yùn)轉(zhuǎn)試車(chē),未再出現(xiàn)牌坊軸承處燙手的情況;縱剪機(jī)未發(fā)生刀軸研住現(xiàn)象。采用此方法安裝400m/min 重卷線經(jīng)長(zhǎng)時(shí)間運(yùn)行,經(jīng)受住了考驗(yàn)。
4 結(jié)論
本文主要研究了合裝加工法在縱剪機(jī)牌坊和滑塊加工中的應(yīng)用,并詳細(xì)介紹了加工過(guò)程和注意事項(xiàng)。采用本工藝流程加工的牌坊和滑塊,總裝后的滑塊縱剪機(jī),在某客戶0.3mm 厚的帶鋼、以400m/min速度修邊,經(jīng)受了長(zhǎng)時(shí)間運(yùn)行的考驗(yàn),完全能夠滿足客戶的生產(chǎn)需求。
合裝加工法在公司加工中得到了堅(jiān)決執(zhí)行和推廣,滑塊縱剪機(jī)已實(shí)現(xiàn)量產(chǎn),為實(shí)現(xiàn)滑塊式縱剪機(jī)的整機(jī)精度提供了有力保證。該工藝方法去除了零件合裝的誤差積累,提高了產(chǎn)品質(zhì)量,避免了重大質(zhì)量事故發(fā)生,提高了公司信譽(yù),提高了公司經(jīng)濟(jì)效益。
