大規格TC18鈦合金棒材多火次鍛造中β相織構演變規律
2022-01-19 11:13:26熊智豪李志尚顧新福顏孟奇沙愛學
鈦工業進展 2021年6期
熊智豪,李志尚,楊 平,顧新福,顏孟奇,沙愛學
(1.北京科技大學 材料科學與工程學院, 北京 100083) (2.中航工業集團北京航空材料研究院, 北京 100095)
航空鍛件的大型化、整體化不僅可以減少零件和連接件數量,而且可以有效避免零件因裝配不當造成的安全風險,從而滿足飛行器高可靠性、長使用壽命、輕量化等設計要求[1,2]。TC18鈦合金名義成分為Ti-5Al-5Mo-5V-1Cr-1Fe,是一種高強度級別的近β型鈦合金[3-6]。工業上生產TC18鈦合金航空件時,常將大規格TC18鈦合金棒材先進行多火次的自由鍛造,其涉及到高于相變點的β相區鍛造和低于相變點的兩相區鍛造。高溫β相區鍛造具有良好的熱加工性,可顯著破碎粗大的鑄態β相晶粒[7],但鍛后TC18鈦合金易形成魏氏組織;低于相變點的兩相區鍛造可消除魏氏組織,從而提高鍛件的綜合力學性能[8]。β相區與兩相區交替的多火次鍛造過程中,組織和織構的遺傳會對最終鍛件的力學性能產生顯著影響。
文獻[9]報道,組織為片狀初生α相的TC18鈦合金,其抗拉強度比球狀初生α相的高30 MPa左右。Ti-55531合金經自由鍛后,因產生β相<100>織構而出現亮帶區,該區域的抗拉強度約為1114 MPa,明顯小于正常區的抗拉強度(1383 MPa)[10];而對于組織為片狀α相的TC18鈦合金,其<100>方向抗拉強度為998 MPa,<110>方向為1050 MPa,<111>方向為1250 MPa,不同方向強度最大差值為252 MPa。這些都表明β相織構對近β鈦合金強度的影響超過初生α相形態的影響。熱壓縮近β鈦合金時,低變形速率、高變形溫度、大變形量以及β相區熱壓縮后緩慢的冷卻速率等因素均有利于強化<100>織構[11,12]。大規格鈦合金棒材鍛造時中心到邊部溫度、應力狀態的不同會造成不同部位組織、織構存在差異,從而導致合金性能變化[13,14]。織構是影響合金性能的主要因素之一,在無法消除織構時,應盡量獲得受力時表現出高強度的有利織構,即<111>織構和<110>織構,避免形成<100>織構。
然而,經過多火次鍛造的大規格近β型Ti55531和TC18鈦合金棒材,其心部均出現了強<100>織構[10,15]。為避免近β型鈦合金棒材經多火次鍛造后中心到邊部形成強<100>織構,并獲得有利織構,需要考察不同火次下的織構演變規律,以制定合適的鍛造工藝。為此,對大規格TC18鈦合金進行了多火次鍛造,研究了鍛造過程中棒材中心到邊部的β相組織與織構演變,以期為進一步優化近β型鈦合金鍛造工藝提供理論依據。
1 實 驗
實驗材料為TC18鈦合金棒材,規格為φ585 mm×1090 mm,名義成分為Ti-5Al-5Mo-5V-1Cr-1Fe,相變點為870 ℃。TC18鈦合金棒材經過10火次鍛造。前3火次為高溫β相區連續降溫鍛造,第4火次為兩相區鍛造,第5火次為高溫β相區鍛造,第6到第10火次為兩相區鍛造。從第1到第7火次,每火次的鍛造均是先墩粗后六方拔長,墩粗量介于30%~40%之間,拔長量介于60%~75%之間。第1、2火次鍛造溫度區間為1000~1200 ℃,第3火次鍛造溫度為950 ℃,第4火次鍛造溫度為850 ℃,第5火次鍛造溫度為930 ℃,第6、7火次鍛造溫度為830 ℃。
對不同火次鍛造后的TC18鈦合金鍛棒,從中心、0.5R(R為棒材半徑)處、邊部3個部位的軸向切取試樣。使用400#、800#、1200#、2000#、3000#砂紙逐級打磨試樣,再用5%的高氯酸酒精溶液電解拋光50 s,然后立即用腐蝕劑(配比為3vol%氫氟酸+7vol%硝酸+90vol%水)腐蝕5 s。使用TESCAN VGA3掃描電子顯微鏡(SEM)結合電子背散射衍射(EBSD)分析樣品的微觀織構。檢測時放大倍數為80倍,步長為10 μm。采用OIM(orientation imaging microscopy)軟件處理EBSD數據,統計不同織構的體積分數(每一種織構的最大偏差角為15°)。通過DEFORM軟件模擬TC18鈦合金在840 ℃和950 ℃分別墩粗40%及拔長60%的鍛造過程[16],以研究在β單相區鍛造和兩相區鍛造中棒材中心到邊部的溫度、應變分布差異。
2 結果與分析
2.1 鍛造過程中溫度與應變分布
圖1給出840 ℃及950 ℃分別墩粗40%及拔長60%時,TC18鈦合金鍛件不同位置的溫度和應變分布云圖。從圖1可以看出,840 ℃及950 ℃下墩粗40%與拔長60%,鍛件心部的應變最大且溫度最高,0.5R處次之,邊緣應變最小且溫度最低。840 ℃時,鐓粗時心部與0.5R處的應變小于拔長時對應位置的應變。其中,墩粗時心部應變約為0.867,拔長時心部應變在1.10~1.30之間;墩粗時邊部應變約為0.433,略高于拔長時邊部應變(圖1a~1d)。950 ℃墩粗40%與拔長60%時,中心到邊部的應變分布(圖1e~1h)與840 ℃時的情況類似。與圖1c相比,圖1g中的應變更大,說明TC18鈦合金在高溫β相區鍛造時具有良好的熱加工性。

圖1 840 ℃及950 ℃墩粗40%和拔長60%時TC18鈦合金棒材縱剖面應變與溫度分布云圖Fig.1 Strain and temperature nephograms of longitudinal section of TC18 titanium alloy bars by upsetting 40% and hexagonal drawing 60% at 840 ℃ and 950 ℃: (a,c) strain nephograms at 840 ℃; (b,d) temperature nephograms at 840 ℃;(e,g) strain nephograms at 950 ℃; (f,h) temperature nephograms at 950 ℃
2.2 不同火次反極圖及β相(001)極圖分析
第3、4、5、7火次不同位置β相織構特征具有典型性,其既能反映相同位置在多火次鍛造過程中β相織構演變在時間上的漸進性,又能反映不同位置β相織構演變的差異性。由于第1、2火次鍛造溫度高,鍛造時TC18鈦合金棒材中心、邊部均發生再結晶,冷卻后為取向隨機的等軸晶粒,因此不再給出對應的組織取向圖。圖2為第3、4、5、7火次下TC18鈦合金棒材中心、0.5R處和邊部的反極圖(IPF)。因β相晶粒尺寸大,為提高統計數據的準確性,將4幅圖(面積約25 mm2)拼接進行統計。第3火次鍛造溫度為950 ℃,鍛后中心β相晶粒發生靜態再結晶,晶粒取向接近隨機分布,如圖2a所示;0.5R處與邊部的β相晶粒內部有明顯的取向梯度,這說明相較于心部,溫度較低的0.5R處與邊部處的β相晶粒在鍛造及鍛后冷卻過程中難以發生再結晶,保留了鍛造過程中形成的β相形變晶粒,見圖2b、2c。第5火次也是高溫(930 ℃)單相區鍛造,鍛造溫度僅比第3火次低20 ℃,棒材中心到邊部β相晶粒沒有發生再結晶,如圖2d~2f所示。由此可知,950 ℃對應實際鍛造過程中大規格TC18鈦合金棒材的β相再結晶溫度。雖然其不是嚴格意義的動態再結晶溫度,但此再結晶溫度有助于鈦合金“高-低-高-低”鍛造過程中溫度參數的設置,在略低于再結晶溫度(930 ℃)鍛造時,既可利用β相區良好的熱加工性,又可保留4火次鍛后形成的有利織構<111>和<110>。這對于控制鈦合金實際組織和織構具有重要意義。
圖3為第3、4、5、7火次下TC18鈦合金棒材中心、0.5R處和邊部的β相(001)極圖。從圖2與圖3中的d、g、j可知,第4、5、7火次鍛造后,中心位置β相織構遺傳效應顯著,最終β相穩定織構是強<111>及<110>織構(前者是墩粗織構,后者是拔長織構)。0.5R處的β相織構遺傳效應出現在第5、7火次,該位置β相穩定織構是強<110>及弱<111>織構,見圖2與圖3中h、k。邊部β相織構遺傳效應不如心部與0.5R處顯著(圖2與圖3中i、l),這可能與鍛造時邊部應變小于心部與0.5R處有關。但邊部仍存在一定的織構遺傳效應,該位置最終β相穩定織構為強<111>和弱<100>織構,二者均是典型的墩粗織構。
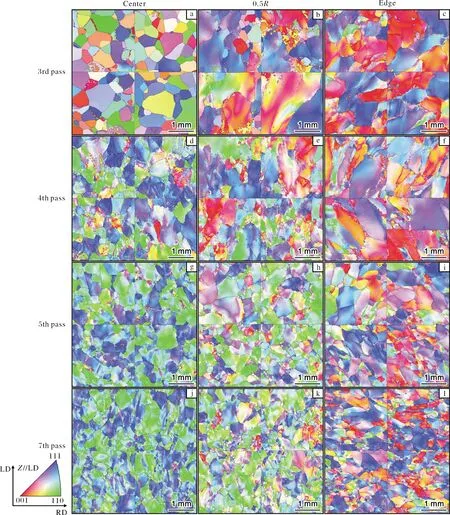
圖2 第3、4、5、7火次鍛造后TC18鈦合金棒材不同位置的IPF圖Fig.2 IPF maps in different sites of TC18 titanium alloy bars after the 3rd、4th、5th、7th pass forging: (a,d,g,j) center; (b,e,h,k) 0.5R; (c,f,i,l) edge
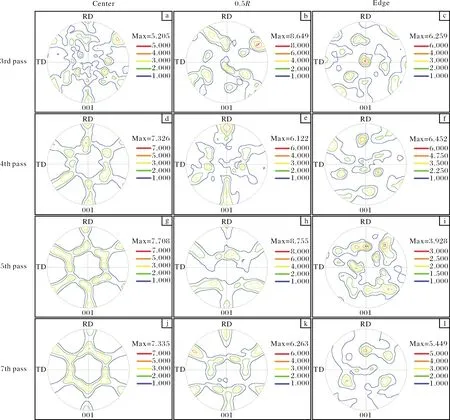
圖3 第3、4、5、7火次鍛造后TC18 鈦合金棒材不同位置的β相(001)極圖Fig.3 (001) pole figures of β phase in different sites of TC18 titanium alloy bars after the 3rd、4th、5th、7th pass forging: (a,d,g,j) center; (b,e,h,k) 0.5R; (c,f,i,l) edge
2.3 織構體積分數變化分析
TC18鈦合金在熱壓縮過程中主要形成<111>和<100>織構,升高溫度、增大形變量可使<100>織構強化[11];在熱拉伸過程中會產生<110>織構,且拉伸量越大越易形成<110>織構[17]。由2.1節分析知840 ℃及950 ℃下拔長60%時,心部、0.5R處的應變顯著大于墩粗40%時對應位置的應變,拔長與墩粗時邊部的應變最小,并且墩粗時邊部的應變略高于拔長時邊部的應變。上述應變特征是造成多火次鍛造過程中鍛棒不同部位織構演變出現差異的主要原因。
圖4為第3、4、5、7火次鍛造后,TC18鈦合金棒材中心、0.5R處及邊部3種織構的體積分數。從圖4a、4b可以看出,棒材心部與0.5R處<100>、<110>、<111>織構的體積分數在第3到第5火次變化顯著,第5到第7火次相對較為穩定。從第3到第5火次,心部與0.5R處<110>織構體積分數增加,<100>織構體積分數減少。這是由于六方拔長時心部與0.5R處的應變較大,促進了墩粗時形成的<100>軟取向晶粒向<110>晶粒的轉變。心部與0.5R處<111>織構體積分數在第4到第7火次高于<100>織構體積分數,這是由于拉伸時<111>晶粒屬于硬取向,每火次鍛造完成后相比<100>晶粒更多地保留下來。從圖4c可以看出,隨著鍛造火次的增加,邊部β相織構變化特點是<100>織構在第3到第5火次顯著減少,第5到第7火次略有回升。<111>織構在第3到第4火次顯著減少后明顯增加,7火次后體積分數高于<100>織構。<110>織構體積分數一直較小。相對心部與0.5R處而言,邊部在六方拔長時的應變量較小,難以形成典型的拉伸型織構,保留了典型的墩粗型織構。隨著鍛造火次的增加,邊部<111>織構逐漸強化,這是由于邊部直接與外部接觸,溫度較低,并且墩粗時邊部與心部和0.5R處相比屬于小變形區,<100>晶粒長大受到抑制。此外,由于沿<111>方向的拉伸強度高于<100>方向,邊部<111>織構體積分數的增加保證了邊部的高強度。本實驗條件下,隨鍛造火次的增加,中心到邊部的<100>織構受到有效抑制,后續第8到10火次鍛造的主要目的是均勻化組織或調整晶粒尺寸,織構特征則是在第3火次低溫兩相區鍛造后基本定型,在第6、7火次兩相區鍛造后基本穩定。

圖4 第3、4、5、7火次鍛造后TC18 鈦合金棒材各部位<100>、<110>、<111>織構的體積分數Fig.4 Volume fraction of <100>、<110>、<111> texture in different sites of TC18 titanium alloy bars after the 3rd、4th、5th、7th pass forging: (a) center; (b) 0.5R; (c) edge
3 結 論
(1) TC18鈦合金多火次鍛造過程中,通過“高(950 ℃)-低(850 ℃)-高(930 ℃)-低(830 ℃)”溫度參數與每火次鍛造時墩粗量小于六方拔長量的變形參數的配合設置,使得鍛后從中心到邊部<100>織構極大弱化,并獲得了受力時表現為高強度的有利織構<110>與<111>。
(2) 第3、5火次高溫β相區鍛造后,心部對應的β相組織特征分別為再結晶組織與形變組織。950 ℃對應TC18鈦合金鍛造時β相的再結晶溫度,β相再結晶織構接近隨機織構。
(3) 在β再結晶溫度以下,經不同火次鍛造后,中心區出現<110>和<111>織構遺傳,其是拔長織構和拔長時保留下來的墩粗織構。邊部的形變織構是<100>和<111>,該織構也有一定的遺傳性。邊部因拔長時形變量相對較小而保留墩粗時的壓縮織構,但隨著鍛造火次的增加,<111>織構增多,保證了邊部的高強度。
