基于性能測(cè)試的電主軸預(yù)防性維修方法研究*
2022-01-19 06:12:34張日升劉維新
制造技術(shù)與機(jī)床 2022年1期
張日升 劉維新 余 緯 胡 秋
(中國工程物理研究院機(jī)械制造工藝研究所,四川 綿陽 621900)
高速高精電主軸是高檔數(shù)控機(jī)床的核心組成部件,其性能和可靠性直接影響加工質(zhì)量[1]。在長期運(yùn)行過程中,電主軸性能會(huì)逐漸退化[2],剩余壽命逐步下降,發(fā)生故障的潛在可能性逐漸增加[3]。故障一旦發(fā)生,可能造成嚴(yán)重的質(zhì)量和經(jīng)濟(jì)損失,建立科學(xué)有效的預(yù)防性維修體系、避免電主軸退化型事故和確保電主軸長期安全穩(wěn)定運(yùn)行,是目前機(jī)床故障診斷領(lǐng)域需要解決的問題之一[4]。
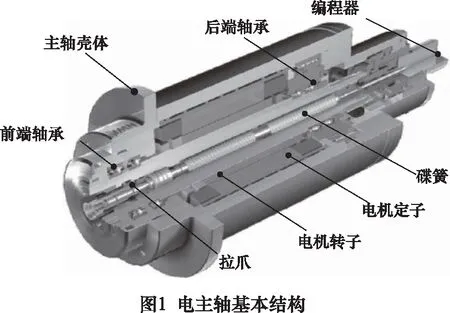
高速高精電主軸一般無齒輪箱結(jié)構(gòu),采用變頻器直接進(jìn)行調(diào)速,結(jié)構(gòu)上包括電機(jī)定子、電機(jī)轉(zhuǎn)子、冷卻系統(tǒng)、拉刀機(jī)構(gòu)、支撐軸承、潤滑系統(tǒng)和主軸殼體[5]。長期服役過程中,潤滑不良會(huì)造成軸承過快磨損,使用不當(dāng)會(huì)造成拉刀機(jī)構(gòu)碟簧或拉刀損壞,長期高負(fù)載使用會(huì)造成軸承故障引起加工振紋等現(xiàn)象。上述電主軸漸變型故障大多會(huì)經(jīng)歷由正常到退化直至失效的過程,通常會(huì)經(jīng)過一系列不同的性能退化狀態(tài)[6],性能的退化又會(huì)引起故障敏感特征的變化,掌握故障敏感特征與性能退化之間的映射關(guān)系,通過對(duì)故障敏感特征的監(jiān)測(cè)預(yù)警能夠?qū)崿F(xiàn)故障預(yù)測(cè)[7]。電主軸預(yù)防性維修的意義在于,通過長期跟蹤,掌握電主軸性能退化趨勢(shì),進(jìn)而預(yù)測(cè)部件的剩余壽命,在適當(dāng)?shù)臅r(shí)間進(jìn)行擇機(jī)修復(fù)[8],減少或降低電主軸故障對(duì)正常排產(chǎn)造成的沖擊,以有效預(yù)防一些隱性的質(zhì)量問題,如加工件表面振紋、粗糙度超差等問題。
本文針對(duì)電主軸預(yù)防性維修問題,首先分析電主軸結(jié)構(gòu)和常見故障,得到電主軸故障多發(fā)部位和故障原因;然后基于分析結(jié)果設(shè)計(jì)預(yù)防性維修體系,對(duì)故障多發(fā)的關(guān)鍵部位設(shè)計(jì)性能測(cè)試方案和評(píng)價(jià)標(biāo)準(zhǔn),形成體系化的電主軸預(yù)防性維修方法;最后將設(shè)計(jì)的預(yù)防性維修方法應(yīng)用于長期服役的電主軸,以驗(yàn)證所提電主軸預(yù)防性維修方法的有效性。
1 電主軸常見故障
1.1 電主軸基本結(jié)構(gòu)
電主軸與機(jī)械主軸的主要區(qū)別是采用了電機(jī)內(nèi)置的結(jié)構(gòu),具有高剛度、小轉(zhuǎn)動(dòng)慣量的特點(diǎn)。由于轉(zhuǎn)速較機(jī)械主軸高出很多,傳統(tǒng)的油脂潤滑不能滿足高速潤滑的要求,加工中心電主軸多采用油氣潤滑方式;由于轉(zhuǎn)速高發(fā)熱大,電主軸大多需要專門的冷卻設(shè)備,殼體內(nèi)部開有冷卻管道。常見的電主軸基本結(jié)構(gòu)如圖1所示[5]。
1.2 電主軸常見故障
結(jié)合工程實(shí)踐中維修的多個(gè)型號(hào)電主軸,試分析電主軸基本結(jié)構(gòu)與常見故障。
(1)拉爪和碟簧組成拉刀機(jī)構(gòu),是電主軸實(shí)現(xiàn)快速自動(dòng)換刀功能的關(guān)鍵功能部件。在長期服役過程中,拉爪與刀柄存在碰撞、摩擦,是電主軸的常見故障源之一;碟簧的作用是拉緊刀柄,松刀時(shí)在打刀缸作用下克服碟簧拉力松開刀柄,碟簧本質(zhì)上等效于一段彈簧,在長期服役過程中,彈簧會(huì)逐漸產(chǎn)生變形、失效,碟簧上限壽命一般推薦20萬次,超過壽命上限后其可靠性大幅下降,也是電主軸常見故障源之一。
(2)前端軸承和后端軸承是電主軸轉(zhuǎn)子系統(tǒng)的支撐部分,是轉(zhuǎn)子系統(tǒng)與外部殼體的耦合部位。高速高精電主軸軸承精度較高,大多采取前端固定后端游動(dòng)的安裝方式。在長期服役過程中,軸承滾子與軸承滾道之間高速相對(duì)運(yùn)動(dòng),摩擦產(chǎn)生的熱量如不能及時(shí)排出會(huì)造成潤滑油膜失效,進(jìn)而造成滾子、滾道之間的相對(duì)摩擦,是電主軸常見故障源之一[9]。
(3)高速高精電主軸一般采用油氣潤滑,通過壓縮空氣和油氣發(fā)生器向電主軸軸承供應(yīng)精確微量潤滑油,降低因潤滑油攪動(dòng)而產(chǎn)生的過多熱量,減小軸承溫升,延長軸承的精度壽命。在長期服役過程中,由于供氣壓力不穩(wěn)定、氣密性不良和潤滑油泵損壞等原因,導(dǎo)致油氣潤滑質(zhì)量下降,進(jìn)而導(dǎo)致軸承發(fā)熱過快磨損,是電主軸常見故障之一。
(4)電主軸液壓系統(tǒng)主要功能是在快速自動(dòng)換刀過程中克服碟簧拉刀力使拉刀機(jī)構(gòu)松刀,根據(jù)拉刀機(jī)構(gòu)形式不同所需的液壓松刀力也不同。在長期服役過程中,由于液壓系統(tǒng)的液壓油只在本系統(tǒng)內(nèi)部循環(huán),經(jīng)常會(huì)忽視對(duì)液壓系統(tǒng)液壓油相關(guān)的檢測(cè),由于油液變質(zhì)、泄漏和雜質(zhì)混入導(dǎo)致的液壓壓力不足會(huì)造成松刀力不夠,極端情況下會(huì)造成換刀故障,更多的情況下會(huì)造成換刀偶發(fā)卡頓報(bào)警,是電主軸常見故障之一。
根據(jù)上述結(jié)構(gòu)分析和故障原因分析,梳理總結(jié)如表1所示。

表1 電主軸常見故障部位和故障原因
2 電主軸預(yù)防性維修方法
2.1 基于性能測(cè)試的預(yù)防性維修體系設(shè)計(jì)
常規(guī)的電主軸性能檢測(cè)方法是每隔2~3年對(duì)電主軸進(jìn)行精度檢測(cè)[10],周期較長,如表2所示。它能夠準(zhǔn)確辨識(shí)出電主軸精度下降問題,在以往的單機(jī)生產(chǎn)過程中對(duì)設(shè)備維保起到了重要支撐作用。
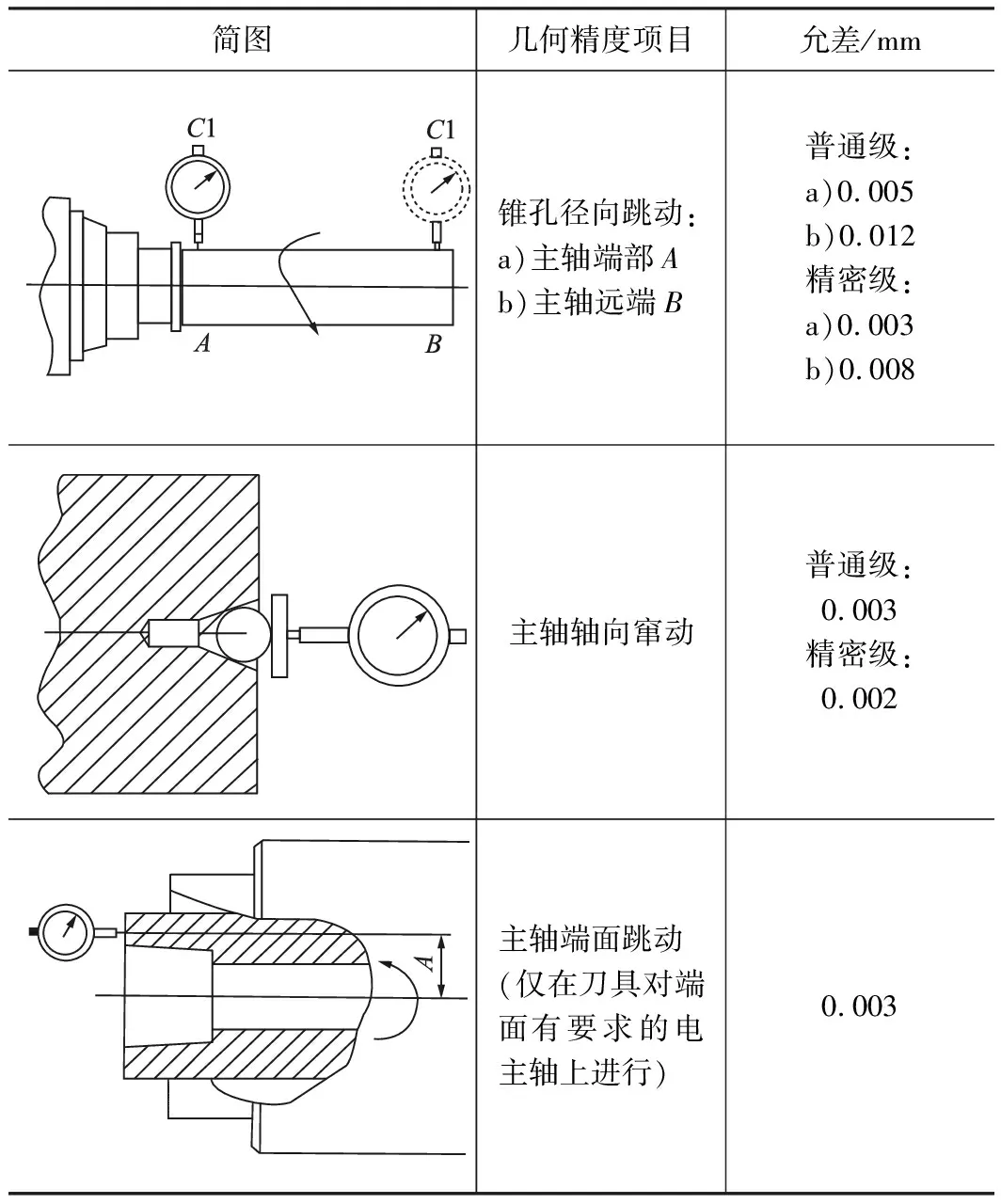
表2 電主軸幾何精度檢驗(yàn)表
但隨著自動(dòng)化生產(chǎn)模式的推進(jìn),數(shù)控機(jī)床及其主要組成部分的電主軸的工作負(fù)荷增大、工作頻率升高,以往2~3年的精度定檢周期已不能滿足自動(dòng)化生產(chǎn)模式對(duì)設(shè)備維保的新需求;并且,精度檢測(cè)結(jié)果是所有故障的綜合體現(xiàn),還需要進(jìn)一步分解到電主軸的各個(gè)組成部分進(jìn)行進(jìn)一步分析和定位。
電主軸預(yù)防性維修的主要目標(biāo)是從常見故障部位和故障原因出發(fā),設(shè)計(jì)一套檢測(cè)頻率更高、基本不影響自動(dòng)化生產(chǎn)節(jié)拍及故障定位更準(zhǔn)確的預(yù)防性維修體系。結(jié)合本文第1節(jié)的結(jié)構(gòu)分析和故障原因分析結(jié)果,設(shè)計(jì)電主軸預(yù)防性維修體系如圖2所示。
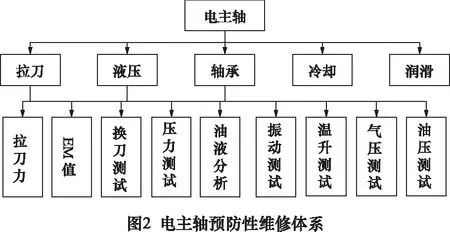
其中,換刀測(cè)試可從換刀流暢度上直觀反映拉刀、液壓2個(gè)系統(tǒng)的狀態(tài),只需編制簡單的換刀程序循環(huán)執(zhí)行即可;溫升測(cè)試采用主軸最高轉(zhuǎn)速持續(xù)運(yùn)行20~30 min,用場(chǎng)溫儀每隔1 min記錄主軸溫度最高處溫度并判斷,即可直觀反映冷卻、潤滑2個(gè)系統(tǒng)的狀態(tài)。圖中重點(diǎn)關(guān)鍵部件性能測(cè)試詳細(xì)方案設(shè)計(jì)如下。
2.2 電主軸拉刀力測(cè)試
電主軸拉刀力由碟簧提供,通常成組安裝成碟簧組,多片碟簧通過自身變形和互相壓縮產(chǎn)生拉刀力。碟簧封裝在電主軸內(nèi)部,如想直接檢查碟簧狀態(tài)需要將拉刀機(jī)構(gòu)取出,但拉刀機(jī)構(gòu)的拆裝比較繁瑣,并且頻繁地拆裝可能對(duì)電主軸性能造成一定的影響。因此,針對(duì)電主軸常見故障源之一的碟簧進(jìn)行研究,從碟簧的用途出發(fā),根據(jù)碟簧是拉刀力產(chǎn)生的唯一來源角度出發(fā),通過拉刀力測(cè)試來間接判斷碟簧狀態(tài)。
測(cè)量拉刀力時(shí),首先通過數(shù)控系統(tǒng)控制打刀缸電磁閥使刀具軸處于松刀狀態(tài),手動(dòng)將組裝好的、安裝了對(duì)應(yīng)刀柄轉(zhuǎn)接頭的拉刀計(jì)放入電主軸錐孔內(nèi),數(shù)控系統(tǒng)控制打刀缸電磁閥失電拉刀,拉刀計(jì)被拉緊并顯示一個(gè)穩(wěn)定的目前拉刀力讀數(shù),如圖3所示。

常見的主軸拉刀機(jī)構(gòu)接口形式主要有BT、HSK、CAPTO等,本文主要主要針對(duì)高速高精電主軸預(yù)防性維修,BT形式拉刀機(jī)構(gòu)由于設(shè)計(jì)原理并不適合高速高精電主軸,所以本文不做討論。表3列出高速高精電主軸常見的HSK、CAPTO拉刀機(jī)構(gòu)的拉刀力測(cè)試結(jié)果的評(píng)價(jià)標(biāo)準(zhǔn)。

表3 電主軸常見拉刀機(jī)構(gòu)標(biāo)準(zhǔn)拉刀力
工程實(shí)踐中,為提高主軸、刀具系統(tǒng)的剛度,機(jī)床廠商往往會(huì)增大拉刀力數(shù)值,HSK、CAPTO拉刀機(jī)構(gòu)的拉刀力測(cè)試結(jié)果正常情況下均比上表中列出的數(shù)值大,一般認(rèn)為實(shí)際測(cè)量值比表中標(biāo)準(zhǔn)值大20%以內(nèi)均屬正常。
2.3 電主軸拉刀機(jī)構(gòu)EM值測(cè)試
EM值(eject measurement)指拉爪受后端打刀缸作用伸出電主軸錐孔的長度,即伸出錐孔的拉爪端面與電主軸錐孔端面之間的距離,該距離必須在電主軸冷卻狀態(tài)下測(cè)量。
測(cè)量電主軸EM值時(shí),首先退出刀具,使刀具軸拉刀機(jī)構(gòu)處于松刀狀態(tài);然后用深度尺測(cè)量拉爪端面與錐孔端面之間距離;重復(fù)上述步驟反復(fù)測(cè)量3次,取3次測(cè)量平均值作為EM值,如圖4所示。

表4列出常見的高速高精電主軸采用的HSK、CAPTO拉刀機(jī)構(gòu)拉刀力測(cè)試結(jié)果評(píng)價(jià)標(biāo)準(zhǔn)。

表4 電主軸常見拉刀機(jī)構(gòu)標(biāo)準(zhǔn)EM值 mm
表4中,HSK形式拉刀機(jī)構(gòu)的拉刀爪在松刀狀態(tài)下會(huì)伸出電主軸錐孔,而CAPTO形式拉刀機(jī)構(gòu)的拉刀爪在松刀狀態(tài)下不會(huì)伸出電主軸錐孔,測(cè)量的EM值相對(duì)HSK拉刀機(jī)構(gòu)而言相當(dāng)于是1個(gè)負(fù)值。CAPTO拉刀機(jī)構(gòu)松刀狀態(tài)EM值示意如圖5所示。

2.4 電主軸軸承振動(dòng)測(cè)試
電主軸軸承振動(dòng)測(cè)試方法為:采用磁吸式振動(dòng)傳感器,布置在距離電主軸前端軸承最近的主軸箱箱體處,主軸夾緊動(dòng)平衡刀具以最高轉(zhuǎn)速運(yùn)轉(zhuǎn),采集該狀態(tài)下電主軸振動(dòng)加速度時(shí)域信號(hào),并將其處理為振動(dòng)速度時(shí)域信號(hào)和均方根值(RMS值)。基于ISO 10816標(biāo)準(zhǔn),對(duì)監(jiān)測(cè)得到的振動(dòng)速度時(shí)域信號(hào)進(jìn)行評(píng)價(jià),如表5所示。
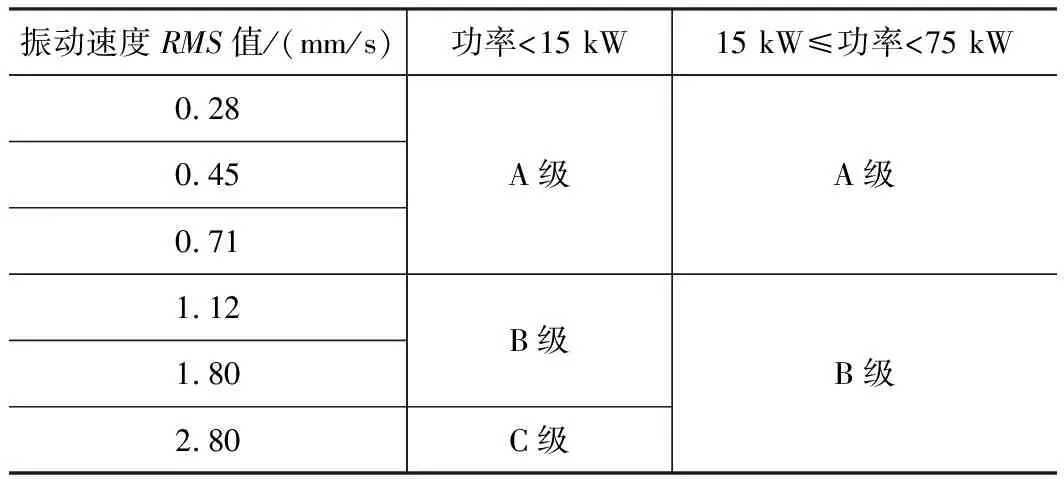
表5 電主軸非旋轉(zhuǎn)部位振動(dòng)測(cè)量值評(píng)價(jià)參考標(biāo)準(zhǔn)
在采用上表評(píng)價(jià)電主軸振動(dòng)信號(hào)時(shí)域RMS值變化趨勢(shì)的同時(shí),還可以對(duì)振動(dòng)信號(hào)進(jìn)行傅里葉變換,對(duì)振動(dòng)信號(hào)頻域特征進(jìn)行分析。參考文獻(xiàn)[11]給出電主軸軸承故障特征頻率的理論計(jì)算方法如下式所示。
(1)
(2)
(3)
式中:BPFO為軸承外圈故障特征頻率;BPFI為軸承內(nèi)圈故障特征頻率;BSF為滾動(dòng)體故障特征頻率;n為滾動(dòng)體數(shù)量;fr為主軸轉(zhuǎn)速頻率;d為滾動(dòng)體直徑;D為軸承節(jié)徑;φ為接觸角度。
上述軸承故障特征頻率理論計(jì)算方法,在未拆除電主軸機(jī)械結(jié)構(gòu)的情況下,較難獲取軸承的一些特征尺寸來計(jì)算準(zhǔn)確的故障特征頻率。工程實(shí)踐中,經(jīng)常根據(jù)正常狀態(tài)下與疑似故障狀態(tài)下電主軸頻域特征圖的比對(duì),分析電主軸軸承振動(dòng)測(cè)試結(jié)果。
2.5 電主軸潤滑測(cè)試
高速高精電主軸一般采用油氣潤滑,通過壓縮空氣和油氣發(fā)生器向電主軸軸承供應(yīng)精確微量潤滑油。工程實(shí)踐中,由于服役時(shí)間較長,油/氣管路老化破損、潤滑油添加不及時(shí)和密封不良等原因?qū)е掠蜌鉂櫥涣棘F(xiàn)象較多,大多會(huì)導(dǎo)致電主軸軸承潤滑不良磨損加劇、溫度異常升高及性能快速退化[12]。
針對(duì)上述問題,本文設(shè)計(jì)了基于點(diǎn)檢的電主軸潤滑測(cè)試方案,通過對(duì)電主軸潤滑系統(tǒng)的長期離線點(diǎn)檢測(cè)試,獲取油氣潤滑系統(tǒng)性能狀態(tài),確保電主軸輔助支撐系統(tǒng)工作正常。潤滑測(cè)試部位示例如圖6所示,潤滑測(cè)試方案和評(píng)價(jià)標(biāo)準(zhǔn)如表6所示。
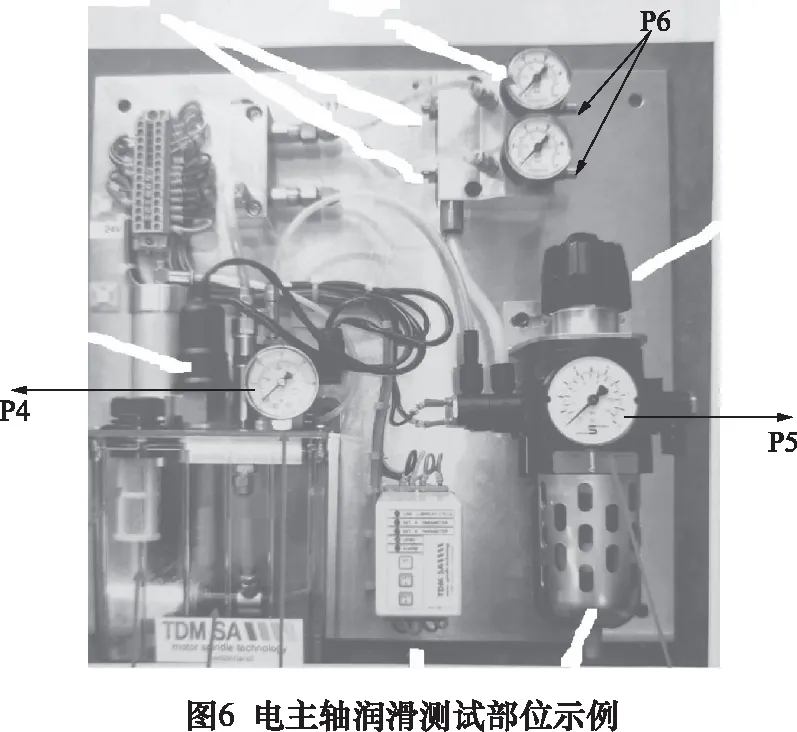

表6 電主軸潤滑測(cè)試方案與評(píng)價(jià)標(biāo)準(zhǔn)
3 實(shí)驗(yàn)驗(yàn)證
為驗(yàn)證本文設(shè)計(jì)的電主軸預(yù)防性維修方法的有效性,在多個(gè)長期服役的電主軸上開展實(shí)驗(yàn)驗(yàn)證,典型故障的預(yù)防性維修情況如下。
3.1 基于拉刀機(jī)構(gòu)測(cè)試的電主軸預(yù)防性維修
某型號(hào)車銑復(fù)合中心電主軸最高轉(zhuǎn)速30 000 r/min,采用CAPTO C4形式拉刀機(jī)構(gòu),在長期服役過程中,采用本文設(shè)計(jì)的預(yù)防性維修方法對(duì)電主軸性能進(jìn)行監(jiān)測(cè),其中拉刀機(jī)構(gòu)測(cè)試數(shù)據(jù)如下表所示。
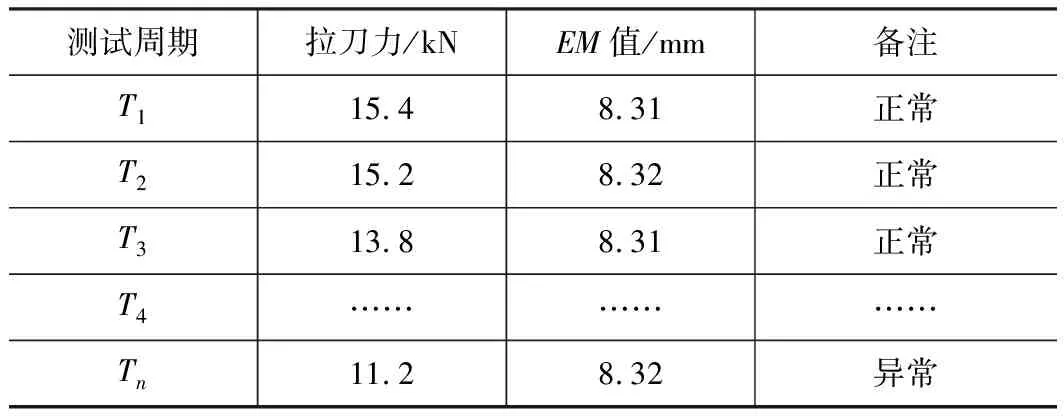
表7 某型號(hào)電主軸拉刀機(jī)構(gòu)測(cè)試數(shù)據(jù)
根據(jù)表中測(cè)試記錄數(shù)據(jù),結(jié)合本文表3、表4給出的拉刀力、EM值評(píng)價(jià)標(biāo)準(zhǔn)可以看出,該電主軸拉刀機(jī)構(gòu)EM值測(cè)量一直正常,拉刀力測(cè)試值初期正常,在推薦拉刀力的1.2倍左右,但隨著服役時(shí)間的增長,拉刀力出現(xiàn)顯著下降趨勢(shì)。最近一次測(cè)試甚至已經(jīng)低于本文表3給出的推薦拉刀力,顯著不正常。雖然此時(shí)并未發(fā)現(xiàn)加工質(zhì)量有顯著異常,但根據(jù)測(cè)試結(jié)果電主軸拉刀機(jī)構(gòu)性能已顯著退化。
選擇在該設(shè)備加工間隙對(duì)電主軸拉刀機(jī)構(gòu)進(jìn)行排查。將拉刀機(jī)構(gòu)前端從電主軸錐孔中拆出,檢查發(fā)現(xiàn)前端配對(duì)使用的拉刀爪中的1個(gè)有明顯斷裂損壞跡象,如圖7所示,損壞的刀爪導(dǎo)致拉刀機(jī)構(gòu)在抓刀時(shí)剛度不足拉刀力下降。同時(shí),拉刀機(jī)構(gòu)碟簧廠家推薦壽命在20萬次以內(nèi),雖然該電主軸沒有換刀次數(shù)統(tǒng)計(jì),但從服役周期來看應(yīng)已達(dá)到或接近碟簧壽命上限。

基于上述實(shí)驗(yàn)現(xiàn)象和分析,對(duì)電主軸拉刀機(jī)構(gòu)進(jìn)行了整體快速更換,對(duì)更換后的電主軸拉刀力和EM值進(jìn)行測(cè)試,分別為14.8 kN和8.31 mm,符合本文表3、表4中評(píng)價(jià)標(biāo)準(zhǔn)。
實(shí)驗(yàn)結(jié)果表明:基于本文設(shè)計(jì)的預(yù)防性維修方法,在該電主軸拉刀機(jī)構(gòu)性能進(jìn)一步退化前及時(shí)發(fā)現(xiàn)了隱患,擇機(jī)實(shí)施了更換處理,預(yù)防由于電主軸故障導(dǎo)致的加工質(zhì)量問題。
3.2 基于振動(dòng)測(cè)試的電主軸預(yù)防性維修
采用本文設(shè)計(jì)的預(yù)防性維修方法對(duì)某型號(hào)車銑復(fù)合中心電主軸性能進(jìn)行監(jiān)測(cè),其中軸承振動(dòng)測(cè)試數(shù)據(jù)如表8所示。
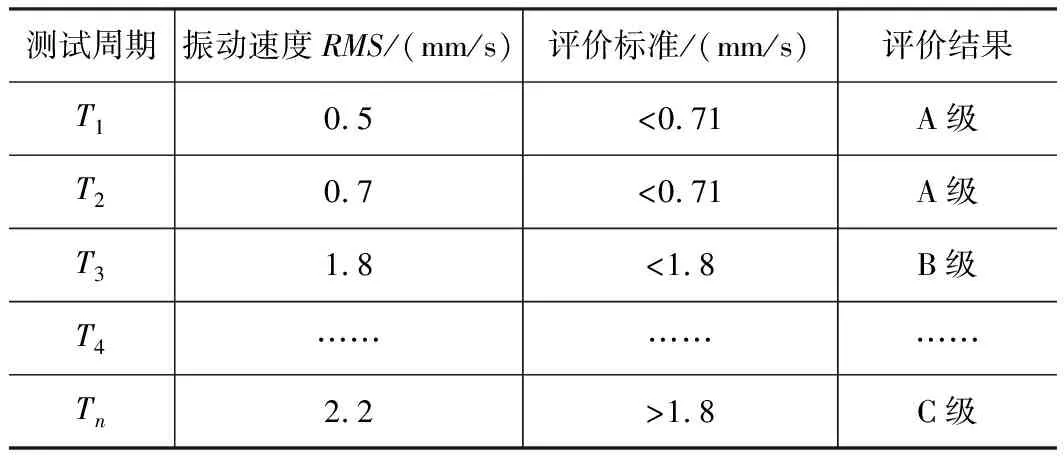
表8 某型號(hào)電主軸軸承振動(dòng)測(cè)試數(shù)據(jù)
該電主軸功率13 kW,根據(jù)本文表5給出的的電主軸軸承振動(dòng)評(píng)價(jià)標(biāo)準(zhǔn),A級(jí)別時(shí)振動(dòng)速度RMS應(yīng)小于0.71 mm/s,B級(jí)別時(shí)振動(dòng)速度RMS應(yīng)小于1.80 mm/s,大于1.80 mm/s則屬于C級(jí)別。該型號(hào)設(shè)備廠家給出了電主軸軸承處的振動(dòng)速度RMS值最大允差為3 mm/s。
根據(jù)表8中振動(dòng)測(cè)試數(shù)據(jù)可以看出,雖然該電主軸軸承振動(dòng)測(cè)試結(jié)果沒有超出廠家給定的最大允差3 mm/s(常規(guī)維修閾值上限),但在長期服役過程中,相同刀具、相同工況條件下,振動(dòng)測(cè)試數(shù)據(jù)的評(píng)價(jià)結(jié)果從初始的A級(jí)逐漸退化至C級(jí),表征該電主軸軸承性能有較大幅度下降,雖然還沒有退化至發(fā)生嚴(yán)重故障、影響加工質(zhì)量的程度,但已經(jīng)處于正常工作壽命周期的末期。
本文對(duì)上述振動(dòng)測(cè)試數(shù)據(jù)進(jìn)行傅里葉變化,結(jié)合頻域特征進(jìn)一步分析電主軸性能變化趨勢(shì),頻域分析結(jié)果如圖8所示。
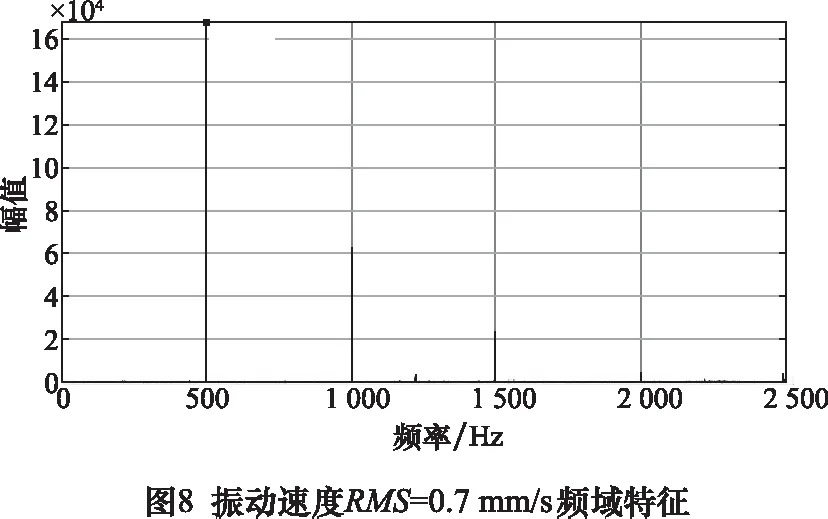
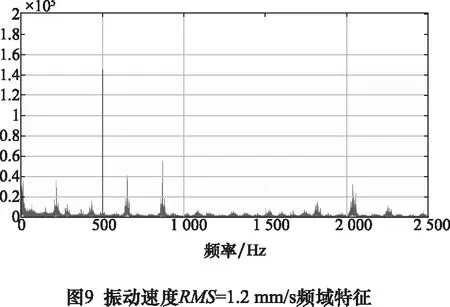
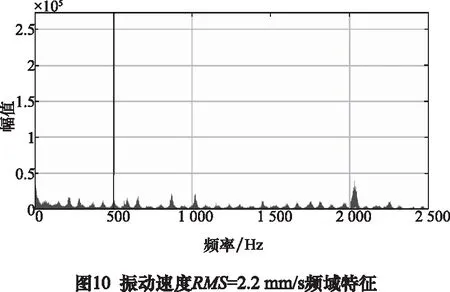
多次實(shí)驗(yàn)頻域特征整理如表9所示。
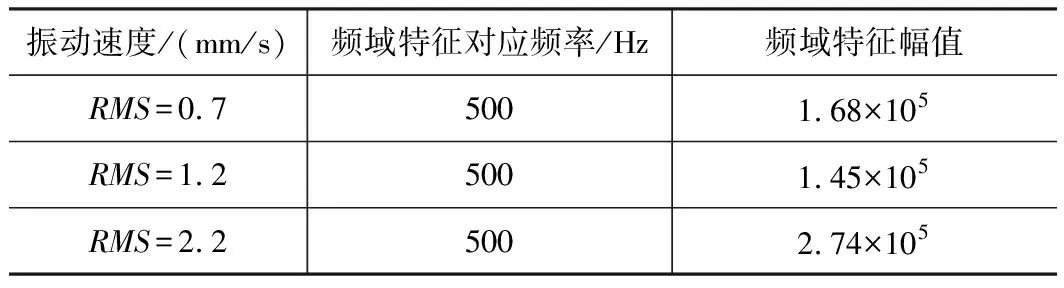
表9 某型號(hào)電主軸軸承振動(dòng)頻域特征
從表9中頻域特征可以看出,頻域特征最大值始終是轉(zhuǎn)速基頻500 Hz占主導(dǎo)地位,但隨著服役時(shí)間的增長,頻域特征從最初的只有轉(zhuǎn)速基頻及其自然整數(shù)倍頻,逐漸發(fā)展為出現(xiàn)非轉(zhuǎn)速基頻及其自然整數(shù)倍頻的其他頻率特征。由于該電主軸廠商并不提供主軸軸承相關(guān)數(shù)據(jù),無法根據(jù)本文前述式(1)~(3)計(jì)算是否由軸承引起,但與電主軸初始狀態(tài)比較,頻域特征的變化比較顯著,表征電主軸內(nèi)部可能存在松動(dòng)、磨損、斷裂類的早期故障征兆。
基于上述實(shí)驗(yàn)現(xiàn)象和分析,提前對(duì)該電主軸整體進(jìn)行了備份,待該型號(hào)機(jī)床工作間隙時(shí)對(duì)電主軸進(jìn)行了快速整體更換,更換下來的電主軸返廠維修。更換后新電主軸軸承振動(dòng)速度RMS測(cè)試結(jié)果為0.6 mm/s,頻域特征與被更換電主軸早期頻域特征相同,僅有轉(zhuǎn)速基頻及其自然整數(shù)倍頻,且轉(zhuǎn)速基頻特征值最大。
實(shí)驗(yàn)結(jié)果表明:基于本文設(shè)計(jì)的預(yù)防性維修方法,在該電主軸軸承性能進(jìn)一步退化前及時(shí)發(fā)現(xiàn)了隱患,擇機(jī)實(shí)施了更換處理,預(yù)防由于電主軸軸承故障導(dǎo)致的加工質(zhì)量問題。
4 結(jié)語
本文針對(duì)電主軸預(yù)防性維修問題,通過電主軸結(jié)構(gòu)分析和常見故障分析得到故障多發(fā)部位和故障原因;基于故障多發(fā)部位和原因設(shè)計(jì)了電主軸預(yù)防性維修體系,設(shè)計(jì)了性能測(cè)試方案和評(píng)價(jià)標(biāo)準(zhǔn),得到了電主軸預(yù)防性維修方法;將該方法應(yīng)用于長期服役的精密數(shù)控機(jī)床電主軸,驗(yàn)證了所提方法的有效性。驗(yàn)證實(shí)驗(yàn)結(jié)果表明:所提方法有效識(shí)別出了電主軸早期性能退化,為后續(xù)的提前介入預(yù)防性維修和性能退化趨勢(shì)監(jiān)測(cè)提供了有效依據(jù)。本文研究成果為高速高精電主軸預(yù)防性維修提供一種可借鑒的技術(shù)手段。
需要指出的是,本文設(shè)計(jì)的電主軸預(yù)防性維修方法主要依賴人工、離線開展,后續(xù)還需進(jìn)一步開展將預(yù)防性維修方法所需數(shù)據(jù)實(shí)時(shí)在線自動(dòng)采集存儲(chǔ)分析預(yù)警的研究,以更好適應(yīng)自動(dòng)化生產(chǎn)模式的需求。
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
天天愛科學(xué)(2020年6期)2020-09-10 07:22:44
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
電子測(cè)試(2018年1期)2018-04-18 11:53:30
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
臨床醫(yī)藥文獻(xiàn)雜志(電子版)(2017年11期)2017-05-17 04:48:45
電子制作(2016年19期)2016-08-24 07:50:00
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:06