微噴砂前處理對AlCrN涂層刀具表面完整性的影響*
2022-01-19 06:12:40吳振宇鄭光明蓋少磊李方梁楊先海
制造技術與機床 2022年1期
吳振宇 鄭光明 蓋少磊 李方梁 楊先海 程 祥
(①山東理工大學機械工程學院,山東 淄博 255000;②濱州渤海活塞有限公司,山東 濱州 256602;③山東耀華特耐科技有限公司,山東 濱州 256619)
涂層刀具因其高硬度、高耐磨性、使用壽命長等優點,已逐漸取代傳統硬質合金刀具,在切削加工中得到了廣泛應用[1]。新型難加工材料的不斷出現,對涂層刀具的切削性能提出更高要求。涂層刀具表面完整性主要包括涂層刀具的幾何特征(表面形貌、表面粗糙度、涂層厚度)、機械性能(硬度、表面應力、結合強度)、物相結構和化學參數等,改善表面完整性對提高涂層刀具切削性能,延長刀具使用壽命,降低加工成本具有重要意義。表面處理技術是目前較為常用的手段,其按處理對象不同可分為前處理和后處理。前處理的對象為涂層刀具基體,處理方法主要有熱處理、研磨拋光和微噴砂等;后處理的對象為整體涂層刀具,處理方法主要有微噴砂、熱處理、激光束和離子束等[2]。
在眾多表面處理技術中,微噴砂因成本低、刀具表面性能改善明顯等優點,普遍應用于涂層刀具的前、后處理[3]。Bouzaki K D[4]等發現,微噴砂能夠增大硬質合金表面的粗糙度,降低硬質合金表面的拉應力,從而提高涂層與基體的結合強度。Mohammadi Z[5]等認為,通過微噴砂前處理可以使刀具表面清潔、刃口鈍化及改善鈷流失等,并可提高膜基結合力。Abusuilik S[6]等在WC-Co上沉積TiAlN涂層之前對基體刀具進行微噴砂處理,發現處理后涂層刀具能獲得優異的膜基結合力。Gangopadhyay S[7]等在沉積AlTiN涂層之前對硬質合金基體進行微噴砂處理,發現前處理會提高AlTiN涂層的含氮量,還發現前處理會導致基材WC相含量的減少和表面微粗化,從而提高涂層的附著力。胡芳[8]等對YG6硬質合金進行微噴砂前處理后沉積金剛石薄膜,發現微噴砂前處理能顯著提高膜基結合力。
本文通過改變微噴砂壓強和噴砂時間,對涂層刀具的硬質合金基體進行微噴砂前處理,進一步研究了微噴砂前處理對涂層刀具表面完整性的影響。
1 試驗方法
1.1 微噴砂試驗材料及設備
試驗采用四川自貢硬質合金公司生產的YG8硬質合金刀片,刀片名義成分:WC含量約為92%,Co含量約為8%。刀片尺寸為16 mm×16 mm×5.5 mm。
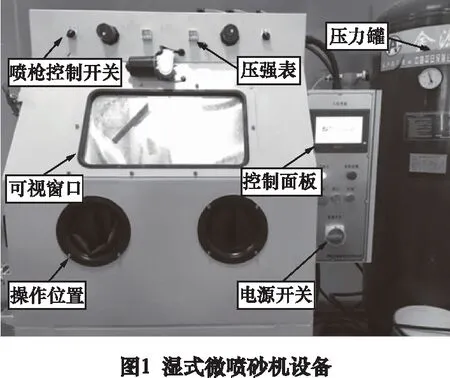
微噴砂設備采用常州瞬潔機械科技有限公司生產的9080-2W-ZSK型自動液體噴砂機,噴砂設備如圖1所示。濕式噴砂機主要由噴砂室、控制面板、噴槍組件、工件夾具和壓力調節系統等組成。噴砂方式為自動噴砂,噴砂距離為100 mm,噴砂角度為90°,工作壓力范圍為0.1~0.5 MPa。使用具有不規則棱角的500目白剛玉砂粒作為微噴砂磨料。
試驗方法:采用單因素法進行試驗,選取噴砂壓強和噴砂時間兩種試驗因素。噴砂壓強P=0.2、0.3、0.4 MPa;噴砂時間T=20、30、40 s。噴砂結束后,使用乙醇超聲波清洗,去除硬質合金刀具表面殘余的砂粒,烘干后放入密封袋。
1.2 涂層制備
將微噴砂處理后的硬質合金刀片進行涂層處理。涂層處理設備為AS600DMTXB型離子鍍膜機。先制備CrN過渡層以降低AlCrN涂層與基體的應力差,制備基本參數:純Cr靶電流70 A,工作氣壓1.0 Pa,沉積時間20 min,涂層厚度控制在0.5~1 μm。之后制備AlCrN涂層,制備基本參數:使用 Al70Cr30靶,靶電流70 A,負偏壓-90 V,氮氣流量400 sccm,真空度2.0 Pa,整體涂層厚度達到4 μm。
1.3 性能參數檢測
釆用Quanta250型掃描電子顯微鏡(SEM)觀察刀具表面形貌,用其自帶的能量色譜儀(EDS)分析涂層成分;HVS-1000A型數顯自動磚塔顯微硬度計測量涂層顯微硬度;WYKO NT9300型光學輪廓儀測量表面粗糙度Ra;X-stress 3000型X射線應力分析儀檢測涂層表面殘余應力。其中X射線應力分析儀測試殘余應力時,管電壓及管電流分別為20 kV和2 mA,采用直徑2 mm的準直管,靶材選用鈦靶,2θ衍射角為156°,曝光時間為15 s。AlCrN的楊氏模量為255 GPa,泊松比為0.215[9]。上述參數測量時每個樣品選取5個點位,測量后取平均值。
2 結果與分析
2.1 涂層的表面形貌與EDS分析
圖2所示為未前處理涂層刀具和前處理后涂層刀具的表面微觀形貌。可以發現,未前處理AlCrN涂層刀具表面較為致密,涂層表面不平坦,分布有大量尺寸不均勻的液滴狀顆粒和圓形孔洞。顆粒、空洞等缺陷將成為裂紋擴展源或腐蝕介質進入通道,降低涂層的使用壽命[10]。經過微噴砂前處理的AlCrN涂層刀具表面顆粒、孔洞數量都明顯減少,涂層更加致密,表面更加平坦。這表明微噴砂前處理可以改善硬質合金基體表面質量,從而改善涂層沉積環境,使涂層沉積后表面缺陷減少。

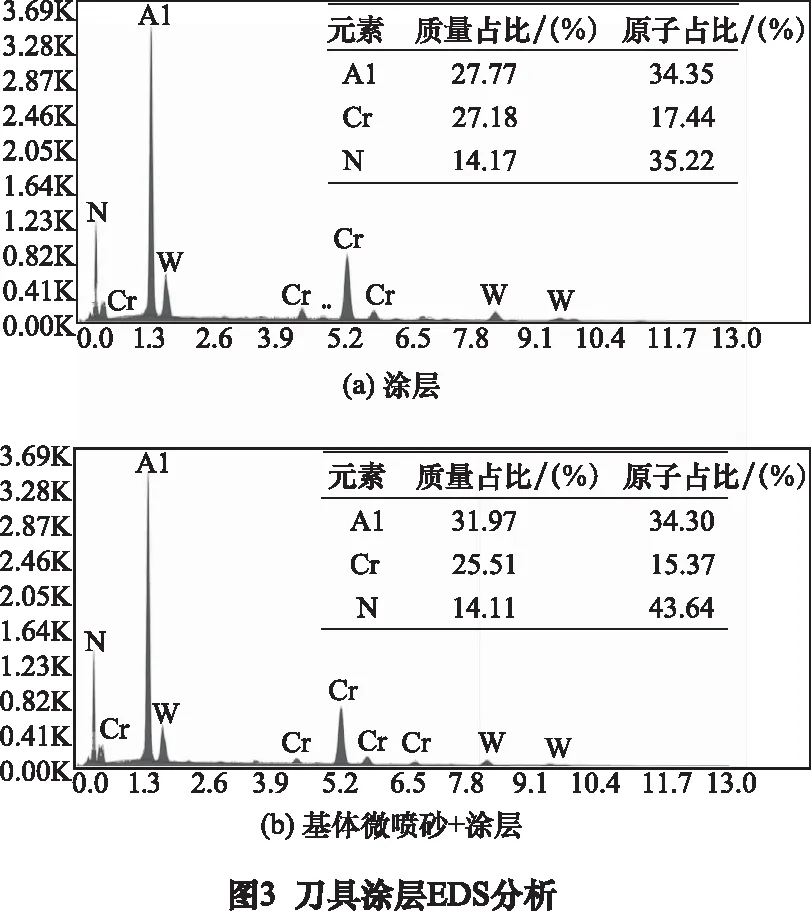
圖3所示為未前處理涂層刀具和前處理后涂層刀具的涂層EDS分析。有研究[11-12]表明,當AlCrN涂層中Al元素與Cr元素原子比接近70∶30時,涂層抗氧化性最佳。經過微噴砂前處理后,刀具涂層N元素含量上升,原因可能是基體微噴砂導致活化成核點位的優先氮化[7];Cr元素含量下降,原因是涂層表面缺陷改善,主要成分為Cr元素的表面液滴狀顆粒減少[13]。涂層表面Al元素與Cr元素原子比為69∶31,涂層抗氧化性能高、沉積效果好。
2.2 涂層刀具表面粗糙度Ra
圖4所示為AlCrN涂層刀具表面粗糙度Ra與噴砂壓強的關系圖。可以看出,隨著噴砂壓強的增大,涂層刀具表面粗糙度Ra也增大。原因是Al2O3噴料具有尖銳的棱角,在較大的噴砂壓強下對硬質合金基體表面有較強的沖擊作用,使基體表面產生更多凹坑,劣化涂層沉積環境,造成涂層表面粗糙度Ra的增加。隨著噴砂壓強的增大,噴料對基體的沖擊力度也增大,涂層表面粗糙度Ra也隨之增大。
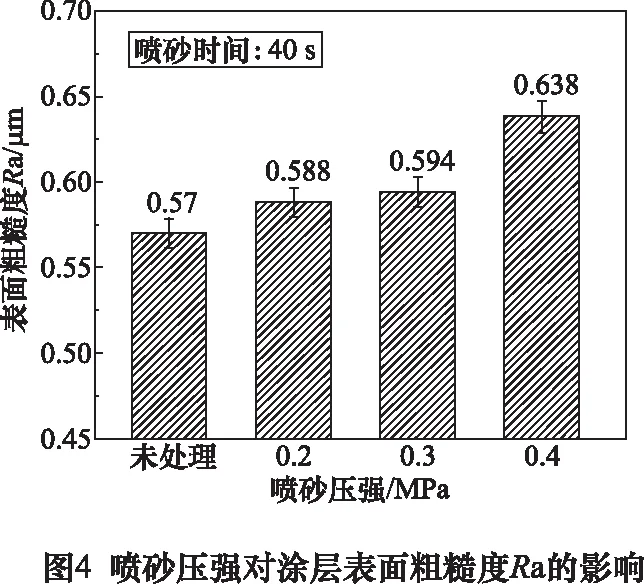
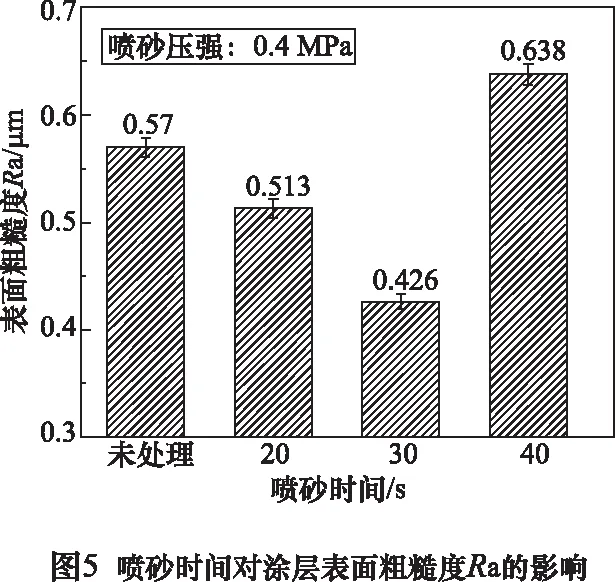
圖5所示為AlCrN涂層刀具表面粗糙度Ra與噴砂時間的關系圖。可以看出,隨著噴砂時間的增加,涂層刀具表面粗糙度Ra呈現先減小后增加的趨勢,在T=30 s時,表面粗糙度Ra達到最小值0.426 μm,較未前處理刀具降低約25%。其原因是微噴砂前處理能夠去除硬質合金基體表面的雜質,使基體表面變得光潔平整,從而使沉積涂層后刀具的表面粗糙度Ra降低。當噴砂時間超過30 s時,Al2O3噴料在去除硬質合金基體表面雜質后,繼續撞擊基體表面產生較大凹坑,使涂層沉積環境變差,導致涂層沉積后表面不平坦,涂層表面粗糙度Ra增大。
2.3 涂層刀具顯微硬度
圖6所示為涂層刀具顯微硬度隨噴砂時間、噴砂壓強變化的趨勢圖。從圖中可以看出,增大噴砂時間,顯微硬度先增大,然后略微提升;增大噴砂壓強,硬度持續增大,當噴砂壓強為0.4 MPa時硬度達到最大值2 081 HV,較未前處理刀具硬度提高約22%,這表明噴砂壓強對涂層刀具顯微硬度的影響更大。原因主要是微噴砂前處理使硬質合金表面發生塑性變形,產生大量孿晶和位錯,使硬質合金表面發生加工硬化,增大噴砂壓強使加工硬化程度提高,從而使硬質合金表面硬度提升,進而使涂層刀具整體顯微硬度提升。

2.4 涂層刀具表面殘余應力
較高的表面殘余壓應力能夠抑制刀具表面的微裂紋的產生,以減緩刀具在切削過程中涂層脫落的情況,從而提高刀具的切削性能,延長刀具的使用壽命[14]。圖7所示為涂層刀具表面殘余應力與噴砂時間、噴砂壓強的關系圖,負號表示殘余壓應力。從圖中可以看出,增大噴砂時間與噴砂壓強,涂層刀具表面殘余應力均增大,其中增大噴砂壓強對殘余應力影響更顯著。這是因為硬質合金表面存在燒結冷卻過程中產生的殘余拉應力,而微噴砂前處理使硬質合金表面發生加工硬化,產生的殘余壓應力可以部分抵消存在的殘余拉應力,提高硬質合金表面機械性能,改善涂層與基體的結合質量。噴砂壓強越大,改善效果越明顯,涂層刀具表面殘余應力越大。

3 結語
(1)硬質合金YG8基體經微噴砂處理后沉積AlCrN涂層,涂層表面液滴狀顆粒和凹坑等缺陷與未前處理涂層刀具相比都顯著減少,表面更加致密平坦,涂層質量得到改善。涂層中Al元素與Cr元素原子比接近標準要求,涂層抗氧化性好。
(2)微噴砂前處理可以提高涂層硬度。噴砂時間與噴砂壓強都對涂層硬度有影響,其中噴砂壓強對涂層硬度的影響更明顯。
(3)微噴砂前處理可以有效降低涂層刀具表面粗糙度Ra,但過大的噴砂時間和噴砂壓強都會增大表面粗糙度Ra。當P=0.3 MPa,T=30 s時,涂層刀具表面粗糙度Ra最小。
(4)增大噴砂時間和噴砂壓強都能使涂層表面殘余壓應力提高,其中增大壓強效果更明顯。
(5)當P=0.3 MPa,T=30 s時,AlCrN涂層刀具能獲得綜合水平較高的表面完整性。