淺談成型機(jī)的方向性規(guī)劃及實(shí)現(xiàn)
2022-01-20 08:40:42李志軍
橡塑技術(shù)與裝備 2022年1期
關(guān)鍵詞:設(shè)備設(shè)計(jì)
李志軍
(薩馳智能裝備股份有限公司,江蘇 昆山 215300)
我國(guó)的子午線輪胎成型設(shè)備經(jīng)過(guò)20多年的高速發(fā)展,目前已經(jīng)走到了世界前列,在整個(gè)世界行業(yè)內(nèi)占有舉足輕重的地位。如何引領(lǐng)行業(yè)的發(fā)展方向,已經(jīng)成為當(dāng)前橡機(jī)行業(yè)的重要任務(wù)。
1 成型機(jī)發(fā)展規(guī)劃的八大維度
作為一個(gè)高端、完備的成型機(jī),我們從八大維度對(duì)其進(jìn)行理論規(guī)劃:①設(shè)備安全性;②綠色設(shè)計(jì);③設(shè)備效率;④輪胎質(zhì)量;⑤智能化、自動(dòng)化;⑥設(shè)備管控;⑦復(fù)合型、多用途;⑧全局性。由于各個(gè)維度并非相互獨(dú)立,所以在實(shí)施例中不可避免地會(huì)出現(xiàn)交叉。是成型機(jī)規(guī)劃對(duì)應(yīng)的驗(yàn)證機(jī)型如圖1所示。
1.1 設(shè)備安全性
設(shè)備安全性是設(shè)計(jì)的第一要素。成型機(jī)屬于比較復(fù)雜的設(shè)備,團(tuán)隊(duì)的協(xié)同作業(yè)是關(guān)鍵,所以如何整體布局安全區(qū)域,使機(jī)械設(shè)計(jì)、電氣、工藝、操作、維護(hù)等達(dá)成一致,采取統(tǒng)一的安全措施是設(shè)備研發(fā)成功的首要任務(wù)。之所以要首先提出這個(gè)問(wèn)題,是因?yàn)楦鱾€(gè)專業(yè)角度不同、認(rèn)知相差較大,實(shí)際上很難達(dá)成統(tǒng)一。因此需要有個(gè)預(yù)先的規(guī)劃,統(tǒng)一的方向,如圖2所示。
當(dāng)然僅僅依靠團(tuán)隊(duì)的安全規(guī)劃和設(shè)計(jì)是不夠的,引入專業(yè)的第三方評(píng)審,比如CE,也是成型機(jī)設(shè)計(jì)過(guò)程所必須的。實(shí)踐經(jīng)驗(yàn)提醒我們,安全評(píng)估在設(shè)計(jì)完成之后反推進(jìn)行的方式不可取。
1.2 綠色設(shè)計(jì)
綠色設(shè)計(jì)符合當(dāng)今社會(huì)發(fā)展的大潮流,成型機(jī)目前已引入全生命周期的綠色評(píng)價(jià)體系,并制定了《綠色設(shè)計(jì)產(chǎn)品評(píng)價(jià)技術(shù)規(guī)范 子午線輪胎一次法成型機(jī)》的相關(guān)標(biāo)準(zhǔn),目的在于引領(lǐng)整個(gè)橡膠機(jī)械行業(yè)的發(fā)展方向。依據(jù)生命周期評(píng)價(jià)方法,考慮輪胎成型機(jī)的整個(gè)生命周期,從原材料零部件、生產(chǎn)、運(yùn)輸、使用、廢棄后回收處理等階段,深入分析各個(gè)階段的資源消耗、生態(tài)環(huán)境、人體健康因素,選取不同階段可評(píng)價(jià)的指標(biāo)構(gòu)成評(píng)價(jià)指標(biāo)體系。通過(guò)體系的評(píng)價(jià)指導(dǎo)成型機(jī)的設(shè)計(jì),通過(guò)成型機(jī)的實(shí)現(xiàn)驗(yàn)證體系的價(jià)值,這也是本次成型機(jī)引入綠色設(shè)計(jì)概念的本意。評(píng)價(jià)的指標(biāo)包含:資源屬性、能源屬性、環(huán)境屬性、產(chǎn)品屬性等,尤其是產(chǎn)品屬性,評(píng)價(jià)體系給予了成型機(jī)設(shè)計(jì)方向性的理論指導(dǎo)。根據(jù)體系產(chǎn)品屬性要求:無(wú)效生產(chǎn)時(shí)間占比、關(guān)鍵零部件使用次數(shù)、簡(jiǎn)化常規(guī)維護(hù)流程和降低專業(yè)化程度等一系列要求都被引入成型機(jī),并在驗(yàn)證機(jī)型中一一體現(xiàn)。例如:無(wú)效生產(chǎn)時(shí)間的占比直接推動(dòng)了單循環(huán)和稼動(dòng)率的進(jìn)程,下面有單獨(dú)的章節(jié)會(huì)講到。
旋轉(zhuǎn)密封結(jié)構(gòu)的綠色設(shè)計(jì),在一個(gè)位置磨損后,不必維修或者更換主軸,密封軸向移動(dòng)后即可恢復(fù)使用,壽命延長(zhǎng)一倍,如圖3所示。
1.2.1 滾壓站
(1)雙氣缸方式,縮短了抓取釋放時(shí)間,消除了鎖緊故障。
(2)傳統(tǒng)方式:?jiǎn)窝h(huán)開(kāi)/鎖四次;當(dāng)前方式:更換規(guī)格時(shí)開(kāi)/鎖一次;如圖4。
1.2.2 工裝管理
采用二維碼掃碼方式進(jìn)行工裝類的查找工作,SCADA軟件上直接顯示工裝信息、使用方法等,維護(hù)人員方便更換,減少失誤。也可以與手機(jī)等工具關(guān)聯(lián),如圖5。
1.2.3 設(shè)備維護(hù)管理
主機(jī)部分自動(dòng)潤(rùn)滑,其余部分定期提醒,確保設(shè)備始終保持良好狀態(tài)運(yùn)行,如圖6。
1.3 設(shè)備效率
設(shè)備效率是輪胎廠關(guān)注的主要指標(biāo)之一,沒(méi)有產(chǎn)量和規(guī)模,輪胎廠無(wú)法保證利潤(rùn)。而決定輪胎生產(chǎn)效率的有兩大因素:?jiǎn)窝h(huán)與稼動(dòng)率。
1.3.1 單循環(huán)
單條輪胎的循環(huán)時(shí)間是多數(shù)人普遍關(guān)注的,這個(gè)時(shí)間更為直觀的改變了輪胎的班產(chǎn)和日產(chǎn)。設(shè)備廠商服務(wù)于輪胎廠,所以工藝時(shí)間比如貼合、接頭、充氣、反包、滾壓等時(shí)間的長(zhǎng)短是關(guān)乎質(zhì)量的,原則上不可以調(diào)整。但是每條輪胎在實(shí)際生產(chǎn)過(guò)程中,有大量的動(dòng)作、過(guò)程與成型無(wú)關(guān),這些都需要消除或者縮短,在驗(yàn)證機(jī)型中主要采用了如下設(shè)計(jì)方案:
(1)消除主機(jī)運(yùn)行過(guò)程中的延時(shí)設(shè)定,采用檢測(cè)方式觸發(fā)下一個(gè)動(dòng)作。
(2)主機(jī)采用直線電機(jī)配合光柵尺,速度快、定位精準(zhǔn)(速度1 500 mm/s,重復(fù)定位精度<0.01 mm)。
(3)PA接頭裝置提前到位,雙氣缸控制。
(4)滾壓站夾持瓦塊采用鎖緊氣缸+小氣缸方式:在換規(guī)格的時(shí)候用大氣缸調(diào)整然后鎖緊,正常生產(chǎn)的時(shí)候用小氣缸(Φ50×50)完成擴(kuò)張收縮。
(5)機(jī)械手前部卸胎方式,與自動(dòng)上圈裝置分開(kāi),互不干預(yù)。
(6)簾布接頭預(yù)分布:在供料架上提前將接頭進(jìn)行均布或避開(kāi),在貼合過(guò)程中消除了旋轉(zhuǎn)停止重定位的時(shí)間。
(7)成型鼓采用編碼器回零:避免了定位不準(zhǔn)的問(wèn)題,消除了開(kāi)關(guān)回零的往復(fù)時(shí)間。經(jīng)過(guò)實(shí)施以上措施,將單循環(huán)時(shí)間從43 s減少到38 s,如圖7。
1.3.2 稼動(dòng)率
如上所述,在整個(gè)生產(chǎn)過(guò)程中,多數(shù)人會(huì)關(guān)注輪胎的單循環(huán)時(shí)間,而往往忽視設(shè)備無(wú)效的工作時(shí)間,或者簡(jiǎn)單的把該問(wèn)題歸咎于管理責(zé)任。其實(shí)不然,有很多的無(wú)效時(shí)間是在設(shè)計(jì)初期就可以規(guī)避的,比如本文重點(diǎn)推行的雙工位供料。在實(shí)際驗(yàn)證中,已經(jīng)實(shí)現(xiàn)了胎側(cè)、胎面、帶束層、冠帶條的雙工位供料甚至雙工位自動(dòng)切換,在換料過(guò)程中保證了主機(jī)的不間歇工作。經(jīng)統(tǒng)計(jì),僅此一項(xiàng)設(shè)備稼動(dòng)率較原設(shè)備提升15%以上,如圖8、9所示。
其他還有很多的措施可以提高稼動(dòng)率,比如:置于成型機(jī)內(nèi)部完備的工具箱,用于調(diào)試和維護(hù);放置于最近位置處理料頭所用的電熱刀;置于部套之中的校準(zhǔn)調(diào)試工裝;一人可以輕松換鼓的氣動(dòng)平衡吊等等。這些看似不起眼的動(dòng)作,如果不改進(jìn),實(shí)際上在大量損耗著我們的實(shí)際產(chǎn)能,如圖10。
1.4 輪胎質(zhì)量
質(zhì)量和效率是設(shè)備廠和輪胎廠普遍關(guān)心的兩大指標(biāo),而在成型質(zhì)量部分分別舉例導(dǎo)開(kāi)和主機(jī),是因?yàn)楸疚南朐谶@里明確一下,就是成型的質(zhì)量是從后往前逐步保證的,并非由主機(jī)單獨(dú)完成。首先高質(zhì)量、高穩(wěn)定的導(dǎo)開(kāi)才是成型質(zhì)量、效率達(dá)標(biāo)的第一步,有了這個(gè)基礎(chǔ),才能逐步向輸送、糾偏、定長(zhǎng)、裁斷、纏繞、成型進(jìn)行推進(jìn)。
1.4.1 導(dǎo)開(kāi)部分
在輪胎廠,半成品的臺(tái)車(chē)流轉(zhuǎn)被當(dāng)作運(yùn)輸工具,往往被忽視。其實(shí),臺(tái)車(chē)和導(dǎo)開(kāi)是連接上道工序和成型工序之間的重要環(huán)節(jié),而半成品都是到成型機(jī)處進(jìn)行歸集,在此處出現(xiàn)的問(wèn)題,比如物料拉伸、變形等,往往會(huì)判斷模糊,分不清是在成型處造成的還是半成品工序已經(jīng)存在的。現(xiàn)存的所有的成型機(jī)都是采用一個(gè)電機(jī)驅(qū)動(dòng)墊布卷,而工字輪采用剎車(chē)盤(pán)方式(手動(dòng)剎車(chē)、氣動(dòng)剎車(chē)及磁力剎車(chē)),這些剎車(chē)方式無(wú)一例外的使得墊布在拉動(dòng)工字輪的過(guò)程中造成物料的收縮,而這種收縮在物料與墊布剝離之后,應(yīng)力開(kāi)始釋放,物料本身的厚薄、寬窄尺寸就造成了很大的不確定性。這種不確定性嚴(yán)重影響到后續(xù)的定長(zhǎng)、糾偏、自動(dòng)貼合等,造成生產(chǎn)現(xiàn)場(chǎng)的設(shè)備“不穩(wěn)定”現(xiàn)象。驗(yàn)證機(jī)型所有的導(dǎo)開(kāi)采用“零張力”導(dǎo)開(kāi)方式,物料的導(dǎo)開(kāi)采用兩個(gè)電機(jī),一個(gè)電機(jī)驅(qū)動(dòng)物料卷,另一個(gè)電機(jī)采用力矩控制方式,電機(jī)的力矩足夠小僅僅將墊布卷起,所以是“零張力”。而在這種“零張力”導(dǎo)開(kāi)之下,半成品物料最大程度的保持了原來(lái)的尺寸,為輪胎質(zhì)量和自動(dòng)化打好了堅(jiān)實(shí)的基礎(chǔ)。而這種雙電機(jī)的設(shè)計(jì)也使得勻速導(dǎo)開(kāi)變得簡(jiǎn)單容易實(shí)現(xiàn),因?yàn)楣ぷ州啽旧碛呻姍C(jī)驅(qū)動(dòng),電機(jī)可以直接跟輸送定長(zhǎng)的電機(jī)做速度匹配。這種勻速導(dǎo)開(kāi)會(huì)使物料儲(chǔ)布保持一定的高度沒(méi)有變化,物料不產(chǎn)生忽上忽下的抖動(dòng),也一定程度上減少了物料的拉伸。當(dāng)然雙電機(jī)導(dǎo)開(kāi)的附加功能是實(shí)現(xiàn)了倒卷功能。雙電機(jī)導(dǎo)開(kāi)如圖11。
1.4.2 臺(tái)車(chē)糾偏功能
傳統(tǒng)糾偏方式都是在物料儲(chǔ)布之后,進(jìn)行物料糾偏,這樣在輸送過(guò)程中,輸送帶上的料和臺(tái)車(chē)?yán)锏牧掀鋵?shí)一直存在左右的偏移,看起來(lái)物料到輸送帶之后兩側(cè)是糾正過(guò)的,但實(shí)際上頭部已發(fā)生了傾斜,物料裁斷之后會(huì)行呈現(xiàn)平行四邊形而不是長(zhǎng)方形,到貼合時(shí)就容易出現(xiàn)接頭大小不一,這種現(xiàn)象在簾布上表現(xiàn)尤為明顯。驗(yàn)證機(jī)型在臺(tái)車(chē)上到導(dǎo)開(kāi)之后,先進(jìn)行預(yù)糾偏,將物料擺到供料架的中間,儲(chǔ)布部分就消除了傾斜,再進(jìn)行精確糾偏、定長(zhǎng)裁斷,就形成了輸送帶上的正方形,順利實(shí)現(xiàn)貼合的自動(dòng)接頭,如圖12。
直線電機(jī)的應(yīng)用:主機(jī)采用直線電機(jī)+光柵尺定位,精度高穩(wěn)定性好(速度1 500 mm/s,重復(fù)定位精度<0.01 mm);傳統(tǒng)方式采用同步帶、齒輪齒條,雖然同樣采用伺服電機(jī)方式,但是經(jīng)過(guò)減速機(jī)齒輪齒條及同步帶一系列的中間傳動(dòng)之后,不可避免地產(chǎn)生地傳動(dòng)誤差,而且誤差是累積的。直線電機(jī)配合光柵尺的方式,完全消除了中間傳動(dòng)環(huán)節(jié),是真正意義上的閉環(huán)控制,如圖13。
1.4.3 主軸一體的成型鼓機(jī)箱
把密封從機(jī)箱端部移至內(nèi)部,減少主軸的懸垂長(zhǎng)度;旋轉(zhuǎn)支撐部分采用機(jī)床常用的錐度軸承;機(jī)箱主軸與成型鼓主軸一體設(shè)計(jì),打破成型鼓作為工裝的慣性思維;成型鼓半鼓各寸級(jí)重量盡量保證一致。經(jīng)過(guò)這幾項(xiàng)措施,不僅主軸的精度得到了提高、穩(wěn)定性得到了保證,而且減少了大量因更換工裝調(diào)整精度而帶來(lái)的時(shí)間損耗,如圖14。
1.5 智能化、自動(dòng)化
目前工業(yè)4.0推進(jìn)的大背景下,智能化的通用設(shè)備發(fā)展也是突飛猛進(jìn)。在非標(biāo)設(shè)備精研的同時(shí),也應(yīng)該大量引入通用智能設(shè)備助力我們的發(fā)展。在智能化、自動(dòng)化部分,我們重點(diǎn)引入了六軸機(jī)器人與3D的工業(yè)視覺(jué)檢測(cè)。
1.5.1 自動(dòng)上圈系統(tǒng)
(1)采用隔離塑料托盤(pán)的方式,最大程度保證了鋼圈自身形狀的保持,尤其是三角膠的傾斜角度。
(2)采用機(jī)械手進(jìn)行鋼圈、托盤(pán)、小車(chē)的抓取,包括自動(dòng)上圈,降低勞動(dòng)強(qiáng)度的同時(shí),大大減少了人工干預(yù)的不確定性。
(3)鋼圈位置實(shí)時(shí)檢測(cè),保證了抓取的準(zhǔn)確性,避免了碼垛方式高規(guī)范要求。
(4)通過(guò)胎胚周轉(zhuǎn)小車(chē)實(shí)現(xiàn)與工廠物流線AGV小車(chē)等的銜接工作,如圖15。
1.5.2 自動(dòng)卸胎系統(tǒng)
(1)前部機(jī)械手單獨(dú)卸胎,避免后卸胎時(shí)序沖突。
(2)可進(jìn)行精密的輪胎重量檢測(cè)。
(3)可根據(jù)實(shí)際情況進(jìn)行成型機(jī)與工廠物流線的胎胚周轉(zhuǎn)銜接,實(shí)現(xiàn)自動(dòng)操作,如圖16。
1.5.3 接頭檢測(cè)系統(tǒng)
(1)能夠?qū)崟r(shí)掃描膠料貼合效果,排除不合格輪胎接頭造成的輪胎質(zhì)量事故。
(2)因能夠?qū)崟r(shí)監(jiān)控,實(shí)現(xiàn)了自動(dòng)貼合膠料的目的,減少了用工量。如圖17。
1.6 復(fù)合型、多用途
本機(jī)型在一次法領(lǐng)域不斷深化的過(guò)程中,還涵蓋了“正反包工藝”的成型方式,這也是本機(jī)型區(qū)別于其他機(jī)型的最重要的特點(diǎn)。一次法成型機(jī)通常只適應(yīng)一次法成型工藝13″~24″,包含常見(jiàn)的側(cè)包冠和冠包側(cè)。本機(jī)型采用模塊化的設(shè)計(jì)理念,通過(guò)更換成型鼓、添加胎側(cè)供料系統(tǒng)、正包壓輥、下壓輥等部套,成功實(shí)現(xiàn)了“一次法工藝”和“正反包工藝”之間的自由切換,適應(yīng)15″~24″。在實(shí)際生產(chǎn)中,PCR都是輪胎企業(yè)主要的產(chǎn)品,一些MT、AT輪胎作為重要的補(bǔ)充,這些SUV的高端胎需求并非一直穩(wěn)定,那么單獨(dú)定制制作SUV輪胎的設(shè)備是很有可能閑置的。本機(jī)型的生產(chǎn)工藝切換方式正是為了解決這一矛盾而設(shè)計(jì)的,同時(shí)成本增加也很低,升級(jí)簡(jiǎn)單,如圖18~21。
1.7 設(shè)備管控平臺(tái)
當(dāng)下是高速發(fā)展的信息時(shí)代,大數(shù)據(jù)、互聯(lián)網(wǎng)已開(kāi)始廣泛應(yīng)用,而設(shè)備管控尤其是設(shè)備底層數(shù)據(jù)的獲取就顯得尤為重要。薩馳與西門(mén)子聯(lián)合研發(fā)SCADA設(shè)備管理平臺(tái),對(duì)設(shè)備進(jìn)行實(shí)時(shí)監(jiān)控、管理。其中包含了:①生產(chǎn)線SCADA監(jiān)控;②過(guò)程數(shù)據(jù)采集及接口;③生產(chǎn)信息跟蹤、查詢;④設(shè)備管理;⑤質(zhì)量監(jiān)控;⑥人員管理;⑦生產(chǎn)實(shí)績(jī)、報(bào)表;⑧能源;⑨數(shù)據(jù)備份;⑩配方管理等,如圖22、23及表1。
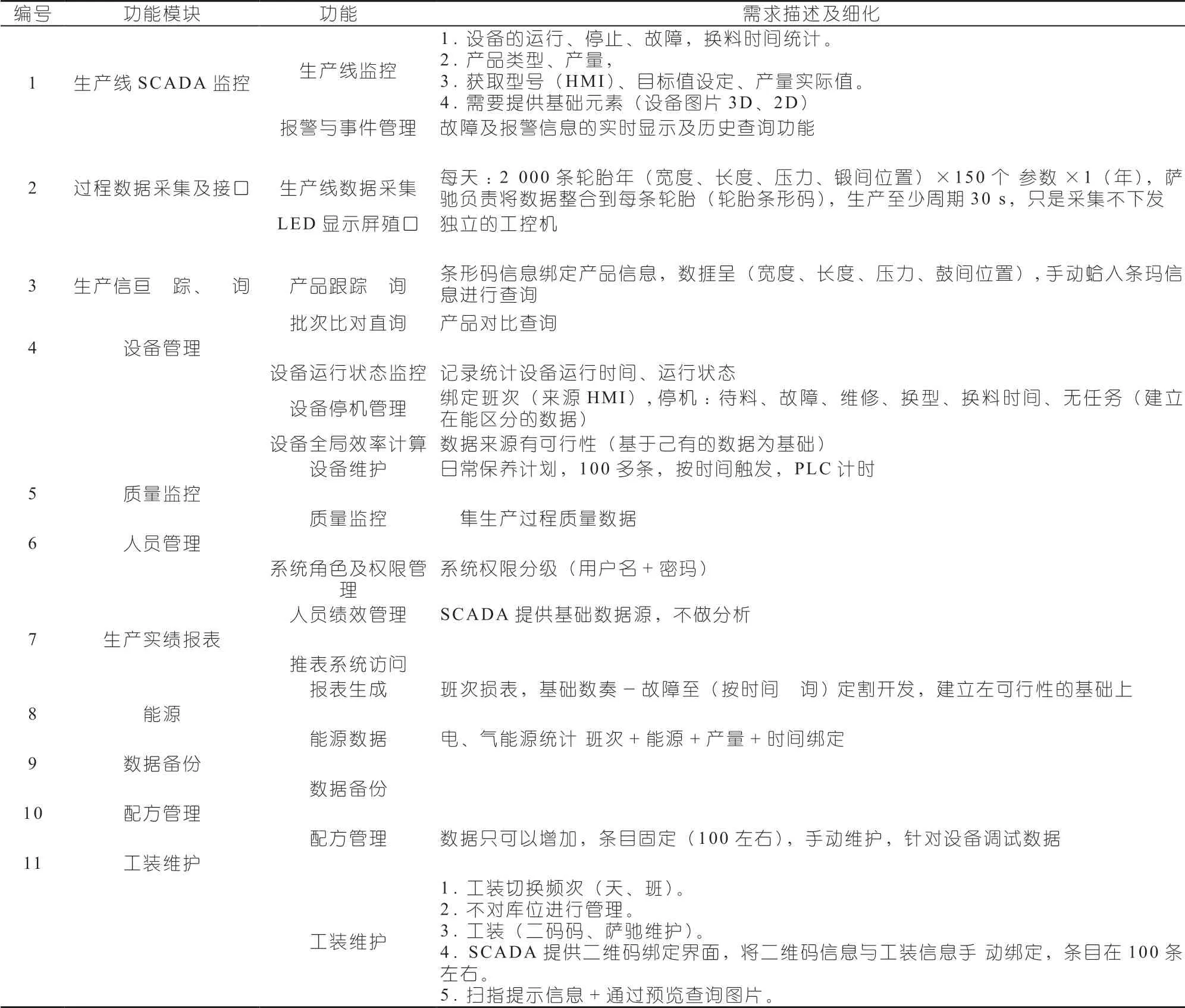
表1 生產(chǎn)管家系統(tǒng)內(nèi)容
1.8 全局性
盡管以上幾個(gè)維度都是從成型機(jī)的整體進(jìn)行規(guī)劃,但并非脫離成型機(jī)而從全局來(lái)審視這一工序。由于歷史發(fā)展原因,從整體來(lái)看,當(dāng)前的各個(gè)上下游工序,包括物流系統(tǒng),其實(shí)是割裂的。
舉例說(shuō)明:從裁斷到成型,材料都是用臺(tái)車(chē)傳送的,目前物流技術(shù)成熟后,用AGV代替了人工的搬運(yùn),但它的功能也僅僅是搬運(yùn)。具體流程如下:人工將空臺(tái)車(chē)從指定位置裝載至裁斷的卷曲工位進(jìn)行卷曲→人工卸載臺(tái)車(chē)到指定位置→AGV從指定位置將臺(tái)車(chē)運(yùn)送至成型車(chē)間指定位置→人工將臺(tái)車(chē)從指定位置裝載至成型機(jī)→人工將空臺(tái)車(chē)從成型機(jī)卸載至指定位置→AGV從指定位置將空臺(tái)車(chē)運(yùn)送至裁斷車(chē)間指定位置→下一循環(huán)。從上述流程可以看出AGV在中間只是起到了運(yùn)輸作用,并未將兩個(gè)工序貫通。操作工和AGV之間在交替工作,費(fèi)時(shí)費(fèi)力。
從整體運(yùn)行上考慮,我們把成型和裁斷看做物流系統(tǒng)的兩個(gè)工作單元,將AGV、導(dǎo)開(kāi)(成型)/卷曲(裁斷)、臺(tái)車(chē)三者合而為一。這樣AGV就不僅僅是運(yùn)輸工具,而是具備了導(dǎo)開(kāi)/卷曲功能的自動(dòng)臺(tái)車(chē)。具備復(fù)合功能的AGV到達(dá)成型/裁斷的工位時(shí)就不再需要繁瑣的人工裝載、卸載,同時(shí)設(shè)備數(shù)量種類大幅減少、占地面積減少。當(dāng)然其他的半成品工序也是同樣的考慮。如圖23所示。
2 結(jié)語(yǔ)
綜上所述,我們?cè)诳偨Y(jié)成型機(jī)二十年發(fā)展的基礎(chǔ)上,對(duì)設(shè)備進(jìn)行重新審視和規(guī)劃,從八個(gè)維度對(duì)成型機(jī)技術(shù)進(jìn)行了探討,并制作了驗(yàn)證機(jī)型SR-10對(duì)理論體系做了實(shí)際驗(yàn)證。事實(shí)證明所研發(fā)的機(jī)型不僅在一次法領(lǐng)域走到了世界前列,而且涵蓋了正反包工藝的輕卡輪胎,其適應(yīng)性、綠色、數(shù)字化等已經(jīng)在引領(lǐng)成型機(jī)行業(yè)的發(fā)展。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00