生產工藝對異步電動機力能指標的影響分析
2022-01-26 13:37:18鞏瑞春
電氣傳動自動化 2021年6期
關鍵詞:影響
鞏瑞春
(包頭師范學院信息科學與技術學院,內蒙古 包頭 014030)
生產工藝是保障異步電動機力能的重要方式,不同的生產工藝能夠不同程度影響異步電動機的力能指標。由于不同生產工藝的異步電動機設計理念也有所不同,導致異步電動機的力能指標也必然不同。在我國,針對生產工藝對異步電動機力能指標的影響分析,普遍還停留在理論層面,創新程度低,在實際應用中無法達到預期的效果,研究還存在很大的局限性[1]。生產工藝影響異步電動機力能指標參數的問題屢見不鮮,主要是導致異步電動機功率因數波動,進而影響異步電動機運行的安全性。大量文獻表明生產工藝是確保異步電動機力能指標質量的先決條件。基于此,本文分析了生產工藝對異步電動機力能指標的影響,重點討論了異步電動機力能指標最佳時應采用的生產工藝,為異步電動機力能設計提供了新思路。
1 生產工藝對異步電動機功率因數的影響
在分析生產工藝對異步電動機力能指標的影響中,必須預先明確生產工藝與異步電動機功率因數之間的相關性。在本次研究中,為保證研究結果的有效性,只采用不同生產工藝作為研究的自變量,不設置任何其他影響因素[2]。在生產工藝對異步電動機功率因數的影響中,最關鍵的影響異步電動機力能指標空載電流、電抗電流以及有功電流的數值。設異步電動機功率因數的計算表達式為 cosφ,可得公式(1)。

公式(1)中:I指的是異步電動機的標準條件下的規定電流;p指的是滿載電流分量;X指的是無功電流分量;O指的是電抗電流分量。通過公式(1)得出異步電動機功率因數,由此可知,當生產工藝變化時,空載電流會增大,導致異步電動機功率因數變低;電抗電流以及有功電流增大時,會導致異步電動機功率因數變低,主要原因在于生產工藝的改變下,繞組電抗必然會顯著增加,進而改變異步電動機功率因數。
不同生產工藝對異步電動機功率因數帶來的影響,能夠直接改變異步電動機空載與滿載下的功率[3]。本文通過計算不同生產工藝下異步電動機空載的激磁電流,進而確定生產工藝對異步電動機空載功率的具體影響。本文采用塑性模型組的摩爾一庫倫模型模擬,假定異步電動機空載運行服從Darcvy定律,用激磁電流描述異步電動機空載功率因數;再用負序磁場的轉差率描述異步電動機空載功率性能。首先,計算異步電動機空載狀態下的激磁電流。設異步電動機空載狀態下的激磁電流表達式為Im,可得公式(2)。
公式(2)中:Fδ指的是激磁磁勢;FFe指的是鐵心激磁磁勢;m指的是極對數;K指的是定子相數;d指的是繞組數,為實數;W1指的是激磁電流串聯下的匝數。通過公式(2)計算結果,可得出異步電動機空載狀態下的激磁電流。由此可見,上述參數均可以影響異步電動機空載狀態下的激磁電流,而以上參數均與生產工藝相關。在異步電動機生產過程中,由于轉子外圓車小,會增長激磁磁勢,進而影響異步電動機空載狀態下的激磁電流增大。在異步電動機加工階段,一旦定子齒部彈開度過大,會增大異步電動機空載狀態下的激磁電流。在異步電動機生產時,定子鐵心位置誤差大,會增加異步電動機空載狀態下的激磁電流[4]。在異步電動機生產時,必須精準定位定子鐵心壓入機殼,避免定子鐵心壓入機殼位置偏差大,導致異步電動機功率降低。另外,沖片大小齒過多,降低異步電動機空載狀態下的激磁電流,降低異步電動機功率。以上為異步電動機空載狀態下,生產工藝對異步電動機功率因數的影響指標。
在此基礎上,分析異步電動機滿載狀態下生產工藝對異步電動機功率因數的影響。本文以負序磁場的轉差率表示異步電動機滿載狀態下的異步電動機功率核心影響指標。設其計算表達式為s,可得目標函數如公式(3)所示。
公式(3)中:γ指的是異步電動機滿載狀態下轉子的轉速;H指的是異步電動機滿載狀態下的正序電流;g指的是異步電動機滿載狀態下的負序電流;c指的是異步電動機滿載狀態下的正序旋轉磁場權重;Q指的是異步電動機滿載狀態下的負序旋轉磁場權重;R指的是異步電動機滿載狀態下的電阻值;n指的是轉子電流的頻率。通過公式(3),得出異步電動機滿載狀態下的負序磁場的轉差率,明確生產工藝作為影響異步電動機功率因數的主要自變量。根據上文計算,可以發現在其他參數一定的情況下,根據c的具體數值與Q數值之間的變化關系,即可分析出異步電動機滿載狀態下生產工藝對異步電動機功率因數的具體影響程度[5]。采用Q的數值不超過0.5時的生產工藝用于生產異步電動機,保證異步電動機的功率能夠滿足力能所需標準。
2 生產工藝對異步電動機轉矩峰值波動的影響
在明確生產工藝對異步電動機功率因數具體影響的基礎上,分析不同生產工藝造成的異步電動機轉矩峰值波動[6]。本文通過計算不同生產工藝下異步電動機的轉矩峰值,分析生產工藝對異步電動機轉矩峰值的影響。設不同生產工藝下異步電動機轉矩峰值波動系數的表達式為M,可得公式(4)。
公式(4)中:σ指的是不同生產工藝下的異步電動機振蕩幅度;v指的是不同生產工藝下的異步電動機振蕩頻率變化系數;t指的是生產材料厚度,計算單位為mm。結合公式(4)計算結果,得出不同生產工藝下異步電動機轉矩峰值波動系數,并統計不同生產工藝下的異步電動機轉矩峰值及定變量,生產工藝造成異步電動機轉矩峰值波動的具體參數,如表1所示。
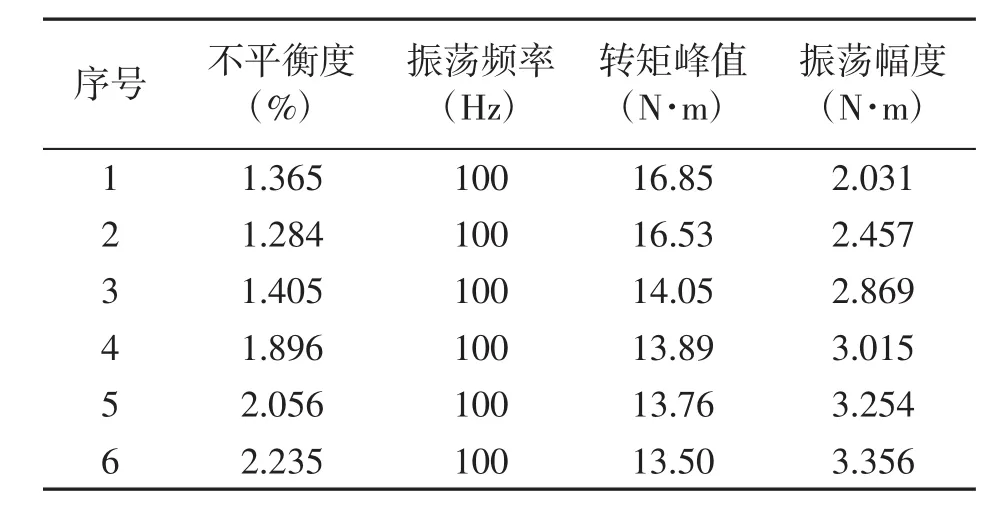
表1 生產工藝造成異步電動機轉矩峰值波動參數
通過表1可得出結論為:生產工藝造成異步電動機轉矩峰值波動系數不同于生產工藝造成異步電動機轉矩峰值折減系數,不同生產工藝下異步電動機轉矩峰值波動系數可用于描述異步電動機不平衡度、振蕩頻率以及振蕩幅度。結合具體的異步電動機力能指標,致力于將M的取值最小化[7]。不同生產工藝下異步電動機轉矩峰值波動系數數值越大證明該生產工藝下對于異步電動機轉矩峰值波動影響也就越大,發生異步電動機故障的幾率也就越高。因此,一方面,在異步電動機生產的過程中,由于不同生產工藝導致異步電動機轉矩峰值的改變,降低異步電動機穩態運行系數;另一方面,在異步電動機生產的過程中,由于不同生產工藝導致脈動轉矩波形變化幅度大,改變了異步電動機的力能。因此,在異步電動機生產過程中,可使用有限單元遞增法,計算每一段假定時間內的異步電動機轉矩峰值,記錄當下產生的異步電動機轉矩峰值以及相同時間段下的振蕩幅度。探索不同生產工藝下造成的異步電動機轉矩峰值波動,盡可能的將異步電動機轉矩峰值波動控制在允許范圍內,進而提高異步電動機力學性能。
3 生產工藝對異步電動機效率的影響
除上述問題,生產工藝還會對異步電動機效率產生影響。對于指定功率的異步電動機而言,其運行效率會受到多種相關因素對其的影響[8],其中包括生產過程中的輸入/輸出功率、電動機總耗能等。本文以上述力能指標為研究依據,可計算異步電動機在正常情況下的工作功率,計算公式如式(5)所示。

公式(5)中:η指的是異步電動機工作效率;p2指的是在實際生產過程中電動機的輸出功率;p1指的是輸入功率;P指的是異步電動機在單位時間內工作的總耗能。根據上述計算公式可知,此種類型電動機的輸出功率與輸入功率之間呈現一定的反比例股演習。也就是說當使用異步電動機進行生產活動時,若提升輸入功率,便會造成電動機的整體運行功率下降[9]。在對異步電動機力能指標分析過程中發現,鐵心是構成電動機設備的核心構件,它與轉子共同構成磁路。在感應電動機指標過程中,可基于電子力學角度,對鐵心生產中磁通的損耗進行分析。由于發電機磁場中磁分子的取向是不斷發生變化的,因此可認為生產中渦流損耗是降低異步電動機效率的主要原因。異步電動機生產中渦流損耗量的計算公式如式(6)所示。

公式(6)中:P渦流指的是生產中渦流損耗量;B指的是異步發電機的磁通密度;f指的是交流磁通變化的頻率;ρ指的是電動機的電阻系數。根據上述計算公式,為了降低對異步電動機的損耗,可從定子鐵片層面分析,要求在執行相關生產行為時,使用大電阻率的硅鋼片,或采用將異步電動機的絕緣處進行反復碾壓的方式,實現對其的絕緣處理[10]。綜上所述,異步電動機效率低在生產工藝上的主要原因可總結如下:其一,生產中定子毛刺過多,對電動機的正常工作造成干擾,使其極易出現片間短路、增加渦輪轉數等問題;其二,劃分的定子槽間距不均等,內部與外部圓心無法實現有效重合,由于鐵心不齊導致的轉子相擦模,造成異步電動機在運行中的內部磨損;其三,鐵心核心構件質量不足,導致安裝過程中片間絕緣遭到損害,此種問題在一定程度上增加了鐵耗;其四,通常情況下,使用硅鋼片固定鐵心,極易導致異步電動機核心電路出現短路問題,甚至會增強繞能力。基于生產工藝領域范圍內對其開展研究,可發現多種造成異步電動機效率低的因素。因此,在后期的相關生產工作中,可從上述問題著手對生產工藝進行持續改進。
4 結論
通過生產工藝對異步電動機力能指標的影響分析,能夠取得一定的研究成果,由此可知,不同生產工藝必然會對異步電動機力能指標造成不同程度的影響。本文以功率、轉矩峰值以及效率為力能指標,得出生產工藝對其的具體影響。因此,本文提出的生產工藝對異步電動機力能指標的影響分析是具有現實意義的,能夠指導異步電動機力能優化。在后期的發展中,應加大對異步電動機生產工藝的優化設計。截止目前,國內外針對異步電動機生產工藝的研究仍有待完善,在日后的研究中還需要進一步對異步電動機生產工藝的優化設計進行深入研究,為提高異步電動機的力能提供參考。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00