CATIA型材自動切割指令轉換研究
2022-01-27 07:31:22王少華郭文忠
船舶與海洋工程 2021年6期
關鍵詞:指令
李 進, 王少華, 章 強, 郭文忠, 劉 亞
(中船黃埔文沖船舶有限公司, 廣東 廣州 510000)
0 引 言
中船黃埔文沖船舶有限公司龍穴廠區配備有型材自動下料切割生產線,該生產線能實現型材的自動進料、轉運和切割,具有生產效率高和人工成本低等特點。流水線的型材自動切割機通過自帶的DIG自動切割指令轉換軟件讀取SPD軟件設計的型材LST格式文件,生成自動切割指令,能完成型材端部形式切割、流水孔和透氣孔切割、端部坡口切割等一系列工作,自動化程度高,產品質量好[1-2]。近年來,越來越多的產品開始采用CATIA軟件設計,CATIA軟件無法生成型材自動切割指令的問題日益突出。沒有指令,型材自動切割機就無法生產,最后只能采用手工下料的方式,這不僅會降低型材切割流水線的產值,而且會增加生產成本。為解決該問題,本文對采用CATIA設計的型材文件進行研究,并開發出能讀取的型材自動切割指令。
1 CATIA型材自動切割指令的轉換方法
目前SPD軟件能生成型材LST文件,型材自動切割機自帶的DIG自動切割指令轉換軟件通過讀取LST文件生成切割指令[3]。CATIA軟件只能生成XLS文件,該文件與LST文件相比,除了格式不同,表達的內容基本一致,若XLS文件能轉換成LST文件,就能實現型材的自動切割。在型材自動切割指令轉換流程(見圖1)中,若XLS文件能生成LST文件,就可與原有的SPD業務流程完美銜接,不需要額外設計一套業務流程,這樣能簡化公司的業務流程,有利于管理的提升。

圖1 型材自動切割指令轉換流程
2 LST文件格式分析
LST文件主要由表頭項目和內容項目組成,其中表頭項目包括型材名、左右舷數量、長度和端切形式等信息。以第一排“=”為分界線,該分界線以下為每根型材的對應信息,型材與型材之間的內容以“=”分開。其中各項字符的意義如下:
1) “Part Name”欄給出型材零件名。
2) “Length”欄給出型材零件的軌跡線長度,以毫米為單位,該長度既不包括余量,又不包括端部沖角,因此不等同于下料長度。SB表示右舷,PS表示左舷,L表示正落件數,R表示反落件數,4個件數合起來就是該零件的總下料數量。所有數據默認型材平鋪,角鋼或球扁鋼折邊向下。零件有兩端,稱為端頭1和端頭2。當端頭1在左方時為正落方式,當端頭1在右方時為反落方式,無論哪種方式,在量取尺寸時都從端頭1開始量取。
3) “WGT”欄給出型材零件以千克為單位的單件重量。以*1*和*2*分2行給出零件端部切割的數據。
4) “type”欄給出端部切割類型,即船體端部切割標準碼的前2位。
5) “ENDCUT DATA” 給出對應于該端部切割類型的參數[4]。
6) “MARK”給出型材零件某一端在船體上的方位,AFT表示向艉,FOR表示向艏,SB表示向右舷,BOT表示向下,TOP表示向上。
8) 若有端部坡口,則在“BEVW”欄給出各端腹板的坡口,在“BEVF”欄給出面板的坡口。若有余量,則在“EXC”欄給出各端的余量。
9) 在“TYPE/DIM”欄給出型材規格,以“類型/規格”的形式給出。在“Quality” 欄給出型材的材料牌號,例如A表示A級鋼。
10) 若型材零件上有開孔,則以“HOLE”為標題給出開孔的類型、孔中心高度和距端頭1的距離。例如“HE60*30 V=30 U=999”。
11) 若型材零件上有邊界孔,則以“NOTCH”為標題給出開孔的類型和距端頭1的距離。例如“R50 U=999”。
12) 若型材零件上有切口,則以“CUTOUT”為標題給出切口尺寸碼和距端頭1的距離。例如“250*90*25*35 U=999”。切口尺寸碼的形式為貫通材h*b*上r1*下r2,前面可帶有負號"-",表示反向的貫通切口(理論線靠型材零件端頭2)。
13) 若型材零件需逆直線彎曲加工,則以“BENDING TABLEi”為標題提供逆直線彎曲加工數據[5]。例如,當i=1時:

BENDING TABLE 1
i為逆直線序號;D為逆直線上各點距端頭1的距離;H為對應的離基準邊的高度。1個型材零件上最多可布置4根逆直線。
14) 若逆直線根數過多,則以“BENDING TEMPLATE TABLE”為標題改為提供鐵樣制作型值。
15) 若型材零件是需彎曲加工的面板零件,則以“FORMING DATA”為標題提供面板彎曲加工數據。面板被劃分為STRAIGHT(直線段)、ARC(圓弧段)和CURVED(曲線段)等,給出每段的中和軸長度、彎曲半徑和拱高。當段數過多或出現曲線段時,還提供制作彎曲樣板的型值點數據L(長度)和D(拱高)。
3 型材端切代碼編寫
3.1 型材端切形式收集
型材端切形式(見圖2)是型材加工中最重要的部分之一,端切形式限制條件多,形式種類多,對切割指令進行轉換也是最困難的部分。為提高代碼的轉換效率,對所有的端切形式進行收集歸類,以便于代碼的編寫簡化。

a) 壓球頭節點
3.2 端切形式轉換規則
1) 端部類型判斷:包含R、L、D為類型71,其中D值包含D1、D2和D3值,根據B值按照1∶4的比例得出D1、D2和D3值;包含R、L、C為類型129(且不包含B);有D為類型24;有S、J和Y為類型23(適用扁鐵);有L為類型22(適用扁鐵);無上述字母為類型21(適用扁鐵);129類型轉22類型,把C值指定為0。
2)A、B、C、R1、D1、D2、D3、V1、V2、V3值計算。
計算C值、D2值和V2值,其中C25表示C值=25,D2=(球頭高度-C值)×1.732;若C后無值,則C值為0;*表示C=球扁鋼厚度+10(固定),D2=(球頭高度-C值)×1.732;V2=30。S30節點,計算B值、D3值和V3值,其中B=15(固定);D3=(球扁鋼高度-15)×tan角度。
3) R25和WC、G過焊孔節點,計算R1的值,其中,WC(R1=-10),G(h<120,R1=WC=-10),120≤h<150(R1=30),150≤h<250(R1=35),250≤h(R1=50)。
4) R10L20B15過焊孔節點,計算A值、B值、R1值,A=R+L,B=B,R1=R。若B不存在B值,默認為R。
5) R10J120和R25Y120h100等高T型角接節點,計算R1值、B值、D3值、V3值。R25J120:R1=R,B=J,D3=(球扁鋼高度-J)×1.732,V3=30。R25Y120h100:R1=R,B=h,D3=Y,V3=arctan(高度-B/D3)/pi×180。注:R可替換為WC或G。
6) 開孔計算。Y值在“++++ H O L E ++++”備注寫Y=35,開孔寫300Y,D35,V=35/2+15=33,U=300。T值和E值在“++++ H O L E ++++”備注寫T或E=60×30,開孔寫300T或E。HO或HE=60×30,V=30/2+15=30,U=300。Z值在“+++ N O T C H +++”,開孔寫185Z30,R=30/2=15,U=185。若Y、T和E在備注中沒寫值,則采用默認值處理。
7) 方向確認(根據起始肋位計算)。“左”和“舷”轉換為OUTB;“下”轉換為BOT;“上”轉換為TOP;“中”轉換為CL;“右”轉換為SB;“艏”轉換為FOR;“艉”轉換為AFT。
8) 坡口轉換規則。“反20度”轉換為COVN*;“正20度”轉換為COVS*;“反30度”轉換為VN30;“正30度”轉換為VS30;“反45度”轉換為VN45;“正45度”轉換為VS45。
9) 長度轉換。長度為總長減去左右余量,若有削斜,則需加上削斜值D1。
4 XLS文件格式分析
XLS文件(見表1)是現場施工的依據,其以表格的形式列出型材加工的各項信息,包括零件名、加工碼、坡口和端切等。LST文件與XLS文件表達的內容一致,只是格式不同,利用Excel辦公軟件的“宏”模塊編寫VBA程序,抽取XLS文件的信息,按LST文檔的格式輸出LST文件。成功轉換LST文件之后,將程序集成到集成系統中,利用集成系統的型材套料功能進行套料,自動型材切割機根據LST文件和套料文件生成最終的切割指令,其操作步驟如下:
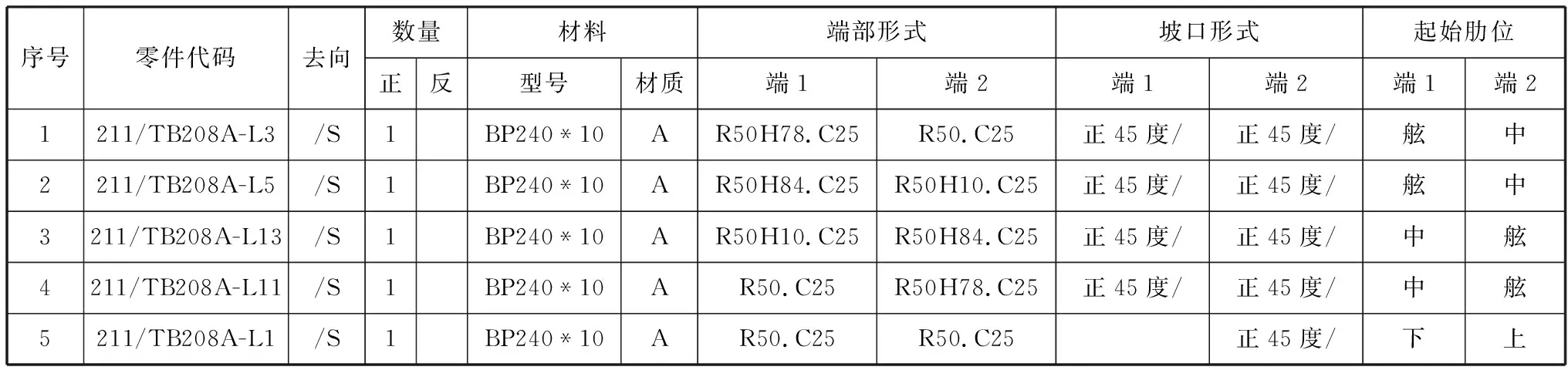
表1 XLS文件格式示例
1) 導入集成系統型材數據,通過數據導入模塊將CATIA型材XLS文件導入集成系統中[6];
2) 生成LST文件,將XLS文件的轉換程序集成到集成系統中之后,通過一鍵點取轉換即可將XLS文件轉換為LST文件;
3) 集成系統型材套料,加載需進行套料的單元,點擊開始計算,套料之后根據界面的套料情況優化材料規格,爭取每個規格的利用率都達到98%以上;
4) 生成套料結果,完成型材套料之后,點擊“導出套料結果”,輸出TXT格式的套料文件;
5) 生成型材自動切割指令,利用型材自動切割機配套的程序讀取LST文件和套料文件,點擊“生成NC切割程序”,生成切割指令。
5 型材切割指令切割測試
型材自動切割指令轉換程序完成之后,在CATIA上建立15根型材模型,作為切割樣,每根型材長0.5 m,端切形式囊括所有的端切組合、開孔組合和坡口組合。將這15根型材切割樣轉換成型材切割指令,并采用型材自動切割機進行切割測試,切割結果示例見圖3。

圖3 切割結果示例
6 結 語
通過切割測試可看出,各切割樣成型良好,各端部的R值、斜邊L值、壓球頭值和流水孔等參數基本符合代碼的要求,且指令差錯率為零,證明了程序具有良好的可靠性。實現CATIA型材自動下料之后,使CATIA設計的型材切割工作業務融入SPD的業務流程中,簡化了流程,不僅提高了生產效率,降低了人工成本,而且很好地保證了產品質量。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27
