雙相鋼與5754鋁合金自沖鉚接有限元仿真研究
2022-02-02 10:18:16伊日貴張永強(qiáng)李學(xué)濤
電焊機(jī) 2022年12期
伊日貴,張永強(qiáng),李學(xué)濤,付 參
首鋼集團(tuán)有限公司技術(shù)研究院,北京 100043
0 前言
近年來,伴隨著汽車行業(yè)的蓬勃發(fā)展,石油能源匱乏、環(huán)境污染等眾多問題也相繼暴露,節(jié)能減排已是刻不容緩,通過車身輕量化來降低耗油量是目前汽車發(fā)展中的主要解決方式[1-2]。當(dāng)整車質(zhì)量每下降10%時(shí),相應(yīng)的燃油效率可提高6% ~8%,其中多材料車身是實(shí)現(xiàn)輕量化的重要途徑。鋁合金作為一種輕量化材料,在汽車制造中得到了廣泛的應(yīng)用,鋼鋁混合車身是未來汽車發(fā)展的主要方向[3-5]。由于脆性金屬間化合物的形成,傳統(tǒng)的焊接方法無法很好實(shí)現(xiàn)鋼與鋁的連接,當(dāng)前SPR自沖鉚接是鋼鋁連接的主要方式,自沖鉚接工藝對(duì)材料的物理性能不敏感,且成形過程中無熱輸入,自沖鉚接頭靜載強(qiáng)度約是點(diǎn)焊接頭的1.5倍,疲勞強(qiáng)度可達(dá)電阻點(diǎn)焊的2倍[6]。
萬淑敏[7]通過有限元模擬自沖鉚工藝過程,并對(duì)搭接接頭進(jìn)行了仿真和試驗(yàn)分析,分析了影響接頭力學(xué)性能的眾多工藝參數(shù),如模具尺寸、鉚釘硬度等。Abe Y[8]研究了不同強(qiáng)度和板厚的高強(qiáng)鋼與鋁合金的自沖鉚接過程中鉚釘變化、失效形式和接頭力學(xué)強(qiáng)度,結(jié)合試驗(yàn)與仿真的手段證明了流動(dòng)應(yīng)力對(duì)高強(qiáng)鋼板接頭性能的影響。Mori K[9]研究了無鉚、電阻點(diǎn)焊和自沖鉚接三種連接方式的接頭強(qiáng)度及失效模式等。
考慮到車身所用材料牌號(hào)復(fù)雜、鉚釘鉚模型號(hào)種類繁多,探索鋼鋁自沖鉚接工藝與接頭力學(xué)性能之間的普遍關(guān)系對(duì)推動(dòng)鋁合金在車身的應(yīng)用具有重要意義。對(duì)于主機(jī)廠而言,減少鉚釘替換,對(duì)不同組合采用同種鉚釘進(jìn)行自沖鉚,能夠提升效率并降低生產(chǎn)成本。本文針對(duì)不同強(qiáng)度雙相鋼和5754鋁合金的組合,采用同種鉚釘鉚模研究該組合適配的強(qiáng)度范圍,對(duì)于生產(chǎn)研究具有一定的指導(dǎo)意義。
1 有限元建模
1.1 幾何模型和網(wǎng)格劃分
自沖鉚接工藝是一個(gè)鉚釘與兩層板或多層板間形成牢固互鎖的冷成形工藝,板材無需預(yù)開孔,簡(jiǎn)稱SPR。根據(jù)SPR工藝過程中板材、鉚釘和模具的位置關(guān)系,有限元的建立分為6個(gè)部分[7-8],自上而下分別為沖頭、鉚釘、壓邊圈、上層板、下層板和鉚模,如圖1所示。考慮到SPR接頭的對(duì)稱性,采用軸對(duì)稱模型建立模型單元,在模型中可以改變鉚釘鉚模的規(guī)格、板材厚度及沖頭的下壓速率。基于有限元法(FEM),采用自適應(yīng)法進(jìn)行網(wǎng)格劃分[9]:鉚釘釘腿和鉚釘與板材交匯處為形變較大區(qū)域,網(wǎng)格密度劃分為6;釘腿上部和鉚模內(nèi)部會(huì)發(fā)生擠壓或者形變的部分網(wǎng)格密度劃分為4;板材邊緣和鉚模邊緣等不會(huì)發(fā)生較大形變位置的網(wǎng)格密度劃分為1,如圖2所示。
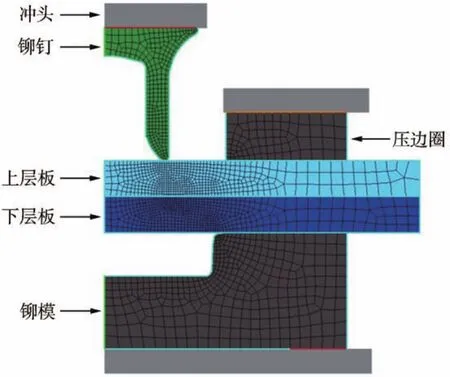
圖1 SPR工藝有限元二維模型Fig.1 Two dimensional finite element model of SPR process
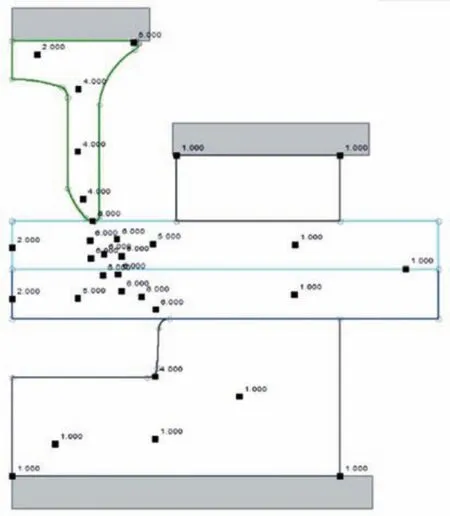
圖2 SPR網(wǎng)格密度劃分Fig.2 SPR grid density division diagram
SPR過程如圖3所示,壓邊圈下移壓緊板料,鉚釘也對(duì)板材進(jìn)行預(yù)壓緊,進(jìn)入初始位置;沖頭下移,鉚釘在壓力作用下刺穿上層板材,同時(shí)下層板料向凹模內(nèi)發(fā)生塑性變形;鉚釘繼續(xù)下移,鉚釘刺入下層板,下層板料繼續(xù)發(fā)生塑性變形逐漸填充入凹模;最終,鉚釘腿部在沖頭和凹模的共同作用下張開,嵌入下層板從而形成了鉚釘與板料間的機(jī)械互鎖結(jié)構(gòu)[10]。
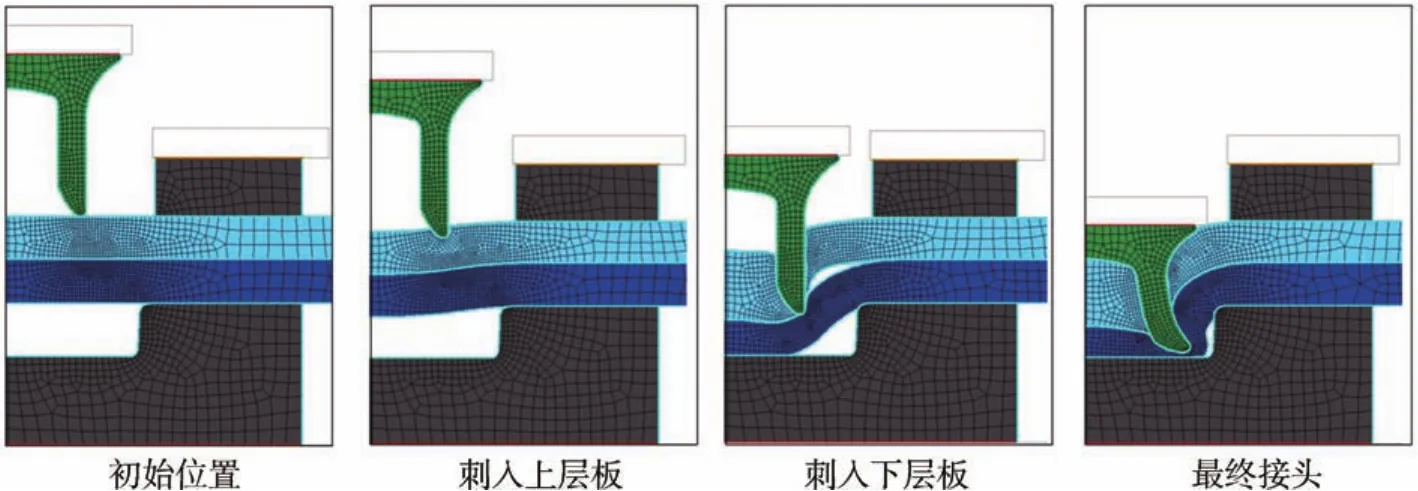
圖3 SPR仿真接頭形成過程Fig.3 Formation process of SPR simulation joint
1.2 板材工藝參數(shù)
本文研究1.45 mm厚度5系鋁合金5754(上層板)與1.5 mm厚度不同強(qiáng)度冷軋雙相鋼(下層板)的SPR工藝過程。各板材的力學(xué)性能如表1所示。
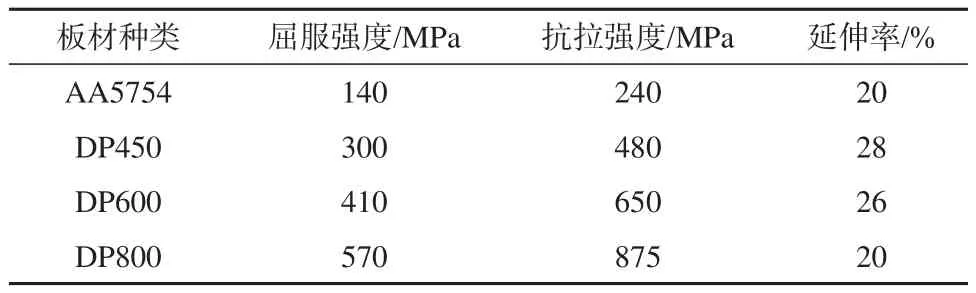
表1 板材的力學(xué)性能參數(shù)Table 1 Mechanical property parameters of plates
1.3 鉚釘工藝參數(shù)
鉚釘?shù)墓に噮?shù)包括鉚釘?shù)膹?qiáng)度和硬度。為了達(dá)到最好的鉚接效果,鉚釘?shù)牟馁|(zhì)、硬度與板材的厚度、材質(zhì)、硬度應(yīng)具有良好的匹配。鉚釘過軟會(huì)發(fā)生釘腿的墩粗而無法進(jìn)行良好的自沖,鉚釘過硬則在鉚接過程中釘腿無法張開或?qū)⑾掳宕檀1疚牟捎肅5.3×5.5H4規(guī)格鉚釘,M260406規(guī)格鉚模,鉚釘?shù)膸缀螀?shù)如圖4所示。
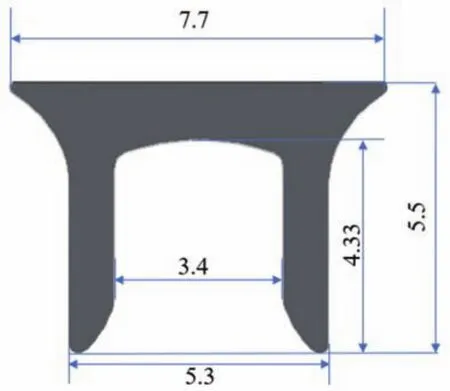
圖4 鉚釘幾何尺寸Fig.4 Rivet geometry
2 SPR模擬結(jié)果分析
2.1 互鎖值和底部最小厚度
評(píng)價(jià)鉚接接頭的主要參數(shù)為鉚接后的互鎖值和底部最小厚度值。互鎖值是指鉚接完成后鉚釘腿部外邊緣到被鉚釘沖斷的上層板的下邊緣點(diǎn)的水平距離,互鎖值越大,說明鉚釘腿部嵌入下層板越深,鉚釘與下層板形成的機(jī)械互鎖程度越高,鉚接接頭的連接強(qiáng)度越高;底部最小厚度是指鉚釘腿部尖端到下層板底部的軸向厚度,該值用來評(píng)價(jià)下層板在鉚接后的強(qiáng)度,若數(shù)值過小則說明下層板強(qiáng)度不足,可能會(huì)產(chǎn)生裂紋。
隨著雙相鋼強(qiáng)度提升(DP450、DP600、DP800),仿真結(jié)果的SPR接頭斷面形貌如圖5所示。經(jīng)測(cè)量,DP450接頭互鎖值和最小厚度分別為0.892 mm和0.171 mm,DP600的接頭互鎖值和最小厚度分別為0.742 mm和0.307 mm,DP800的接頭互鎖值和最小厚度分別為0.892 mm和0.567 mm。根據(jù)一般汽車廠的質(zhì)量標(biāo)準(zhǔn)要求,接頭的互鎖值和最小厚度均應(yīng)大于0.2 mm,DP450鉚接接頭的互鎖值滿足一般要求,但其底部最小厚度偏小(低于0.2 mm),后期可能會(huì)產(chǎn)生裂紋;DP600鉚接接頭的互鎖值和底部最小厚度均滿足一般要求;DP800鉚接接頭的互鎖值和底部最小厚度也均滿足一般要求,但與DP600相比,鉚釘腿部有明顯墩粗現(xiàn)象。
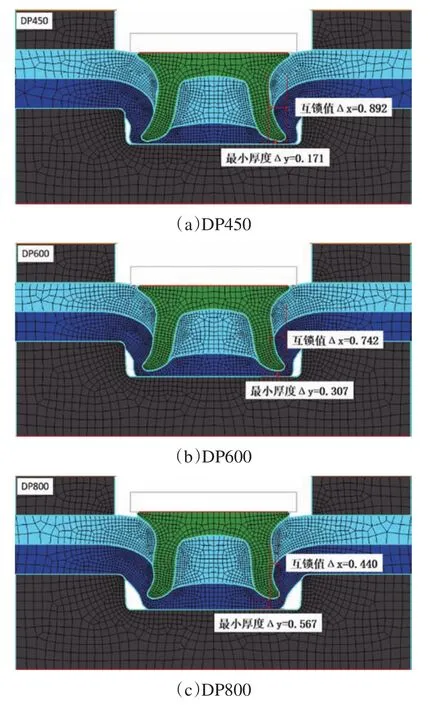
圖5 SPR仿真結(jié)果Fig.5 SPR simulation results
鉚釘在下壓過程中,沖頭施加的載荷-時(shí)間曲線如圖6所示。在鉚釘腿刺入上層鋼板過程中,DP450載荷快速增加至6 kN,DP600載荷快速增加至8 kN,DP800載荷快速增加至9 kN,隨著鋼板強(qiáng)度級(jí)別的增高,加載力變大;隨后在鉚釘腿刺穿上層鋼板、刺入下層鋁板以及鉚釘角擴(kuò)張初期,載荷緩慢上升;直至900 ms左右鉚釘腿開始在徑向擴(kuò)張,載荷急劇增加,最終達(dá)到最大加載力,形成互鎖。隨著鋼板強(qiáng)度級(jí)別的提升,在同一鉚接時(shí)間下,強(qiáng)度級(jí)別高的鋼板所需載荷值更大。
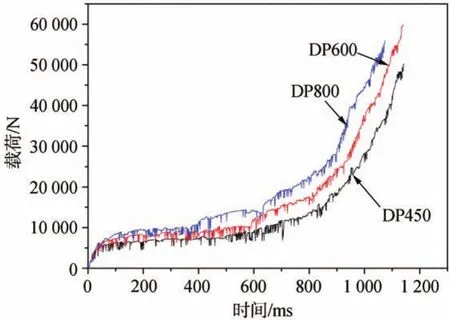
圖6 下壓力增長(zhǎng)曲線Fig.6 Down-pressure growth curve
鉚釘可有效嵌入下層鋼板中,隨著下層鋼板強(qiáng)度級(jí)別的提升,釘腿的張開程度下降,互鎖值變小,底部最小厚度增大,如表2所示。
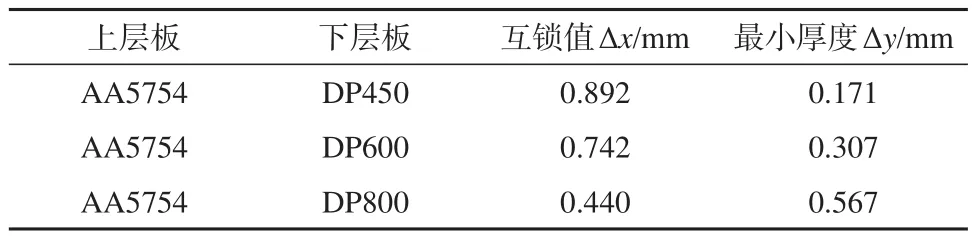
表2 SPR仿真結(jié)果數(shù)據(jù)Table 2 SPR simulation result data
2.2 剪切拉伸試驗(yàn)
AA5754與DP450鉚接接頭仿真過程的剪切拉伸試驗(yàn)過程如圖7所示。50 ms時(shí)鉚釘開始松動(dòng),450 ms時(shí)鉚釘右部釘腿從鋁材中拔出,直至550 ms時(shí)鉚釘完全拔出。力學(xué)仿真結(jié)果如圖7d所示,最大拉伸力為3.968 kN,鉚釘與下板完全分離、釘腳處拉脫失效。
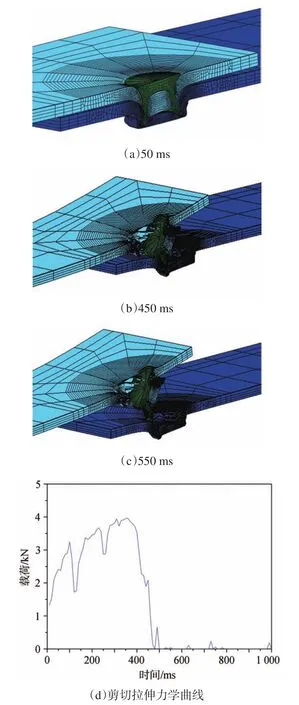
圖7 DP450剪切拉伸仿真及剪切拉伸曲線Fig.7 Shear tensile simulation process diagram and mechanical curve of DP450
AA5754與DP600鉚接接頭仿真過程的剪切拉伸試驗(yàn)過程如圖8所示。50 ms時(shí)鉚釘開始松動(dòng),200 ms時(shí)鉚釘右部釘腿從鋁材中拔出,直至700 ms時(shí)鉚釘完全拔出。力學(xué)仿真結(jié)果如圖8d所示,最大拉伸力為4.768 kN,鉚釘與下板完全分離、釘腳處拉脫失效。
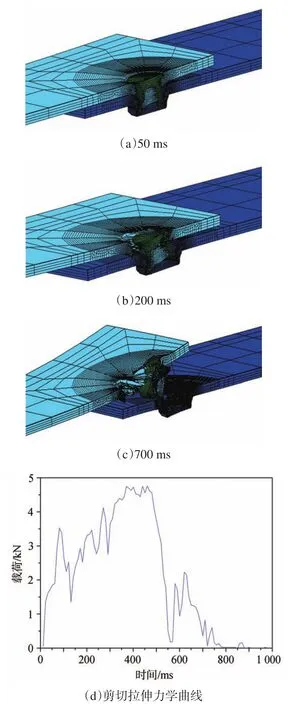
圖8 DP600剪切拉伸仿真及剪切拉伸曲線Fig.8 Shear tensile simulation process diagram and mechanical curve of DP600
AA5754與DP800鉚接接頭仿真過程的剪切拉伸試驗(yàn)過程如圖9所示。50 ms時(shí)鉚釘開始松動(dòng),250 ms時(shí)鉚釘右部釘腿從鋁材中拔出,直至450 ms時(shí)鉚釘完全拔出。力學(xué)仿真結(jié)果如圖9d所示,最大拉伸力為3.222 kN,鉚釘與下板完全分離、釘腳處拉脫失效。
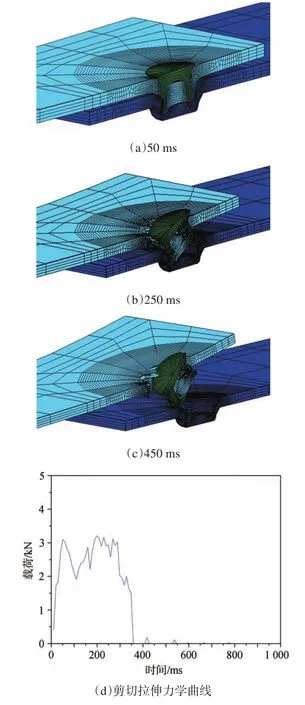
圖9 DP800剪切拉伸仿真及剪切拉伸曲線Fig.9 Shear tensile simulation process diagram and mechanical curve of DP800
分析剪切拉伸力學(xué)仿真模擬結(jié)果與接頭鉚接結(jié)果,DP450的底部最小厚度不滿足要求(0.2 mm),但其互鎖值較高,故拉伸性能良好;DP600的底部最小厚度大于臨界值(0.2 mm)且互鎖值較高,故其拉伸性能最好;而DP800互鎖值較小,且鉚釘有墩粗現(xiàn)象,所以其拉伸性能較差;綜合而言,DP600的拉伸性能最好。
3 SPR試驗(yàn)結(jié)果分析
為驗(yàn)證仿真的準(zhǔn)確性,基于Henrob自沖鉚設(shè)備,采用與仿真試驗(yàn)相同的條件,針對(duì)DP600進(jìn)行實(shí)際自沖鉚接試驗(yàn),鉚接采用C5.3×5.5H4規(guī)格鉚釘和M260406規(guī)格鉚模,采用1.45 mm厚度AA5754鋁合金和1.5 mm厚度DP600鋼板進(jìn)行自沖鉚試驗(yàn),對(duì)鉚接接頭進(jìn)行截面分析和力學(xué)拉伸試驗(yàn)。
鉚接截面如圖10所示,左右互鎖值為0.68 mm和0.69 mm,均值0.685 mm,左右底部最小厚度分別為0.28 mm和0.29 mm,均值0.285 mm;其力學(xué)結(jié)果如圖11所示,最大拉伸力為4.181 kN。對(duì)比仿真結(jié)果發(fā)現(xiàn),DP600的自沖鉚接頭試驗(yàn)結(jié)果與仿真結(jié)果差異較小,處于允許波動(dòng)范圍內(nèi),有效驗(yàn)證了仿真結(jié)果的有效性。

圖10 DP600自沖鉚接試驗(yàn)截面結(jié)果Fig.10 DP600 SPR test section results
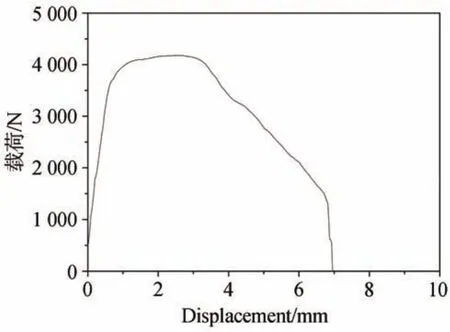
圖11 DP600自沖鉚接力學(xué)拉伸結(jié)果Fig.11 Mechanical tensile results of DP600 SPR
4 結(jié)論
(1)對(duì)5754五系鋁合金與雙相鋼自沖鉚接過程進(jìn)行了數(shù)值模擬,結(jié)果表明,隨著鋼板強(qiáng)度級(jí)別的提升,在同一鉚接時(shí)間下,強(qiáng)度級(jí)別高的鋼板所需載荷值更大;隨著鋼板強(qiáng)度的提升,鉚接互鎖值變小,底部最小厚度增大。
(2)模擬得到鉚接接頭剖面圖及接頭剪切拉伸過程的力學(xué)曲線,經(jīng)比較:最大剪切力與互鎖值和底部最小厚度有關(guān),當(dāng)這兩個(gè)參數(shù)達(dá)到一個(gè)最優(yōu)狀態(tài)時(shí),力學(xué)結(jié)果較好。互鎖值與底部最小厚度均是越大則性能越優(yōu),其臨界值一般取0.2 mm。
(3)對(duì)于本文采用的鉚釘而言,上鋁下鋼的組合,下層板雙相鋼強(qiáng)度在DP600時(shí),鉚接接頭的性能最優(yōu);且該鉚釘同樣可適用于DP800強(qiáng)度的鋼板。
(4)DP600自沖鉚試驗(yàn)結(jié)果顯示,鉚接接頭互鎖值、底部最小厚度和最大拉伸力分別為0.685 mm、0.285mm、4.181kN,與仿真結(jié)果0.742mm、0.307mm、4.768 kN相近,驗(yàn)證了仿真結(jié)果的有效性。
