U肋板單元免定位焊雙面埋弧全熔透焊接工藝試驗(yàn)
2022-02-02 10:18:18范軍旗劉萬里
電焊機(jī) 2022年12期
關(guān)鍵詞:焊縫
范軍旗,劉萬里,王 杰
中鐵山橋集團(tuán)有限公司,河北 秦皇島 066205
0 前言
正交異性橋面板由鋼結(jié)構(gòu)面板以及與其焊接的橫梁、縱肋構(gòu)成,縱肋主要為U型肋結(jié)構(gòu),能夠提供較大的抗扭剛度和抗彎剛度,改善整個(gè)橋面板的受力狀態(tài)。U肋正交異性橋面板結(jié)構(gòu)是鋼箱梁橋最常見的結(jié)構(gòu)形式,具有質(zhì)量輕、承載能力強(qiáng)、經(jīng)濟(jì)性好等特點(diǎn),目前已經(jīng)廣泛應(yīng)用于大、中、小型橋梁建設(shè)[1-3]。常規(guī)的U肋正交異性板單元焊接生產(chǎn)主要分為組裝定位和焊接兩個(gè)工序。定位焊的存在增加了焊縫質(zhì)量的波動(dòng)性,尤其在起弧、熄弧位置容易產(chǎn)生氣孔和弧坑裂紋缺陷,成為潛在的裂紋源。橋梁運(yùn)營(yíng)過程中,在車輛集中載荷的作用下容易出現(xiàn)疲勞裂紋,并迅速擴(kuò)展,影響鋼橋的使用壽命和運(yùn)行安全。為提高鋼橋正交異性橋面板的抗疲勞性能,王春生[2]、張芹[4]、蔣波[5]等研究認(rèn)為增加橋面板厚度可以提高疲勞強(qiáng)度,馬宇平[6]通過模型試驗(yàn)和有限元分析認(rèn)為增加U肋與面板間角焊縫的熔透率可以改善橋面板的疲勞性能;徐向軍[7]、張華[8]、周宇琦[9]等應(yīng)用U肋內(nèi)側(cè)角焊縫專用焊接設(shè)備實(shí)現(xiàn)了U肋角焊縫雙面焊接,提高了焊縫的疲勞強(qiáng)度,但沒有改變組裝和焊接分開的生產(chǎn)模式,沒有消除定位焊對(duì)焊接質(zhì)量的不利影響,并且由于增加了一道U肋內(nèi)側(cè)焊接工序,降低了生產(chǎn)效率。
本文通過U肋板單元免定位焊全熔透焊接試驗(yàn),用內(nèi)側(cè)角焊縫取代定位焊,取消定位焊工序,消除定位焊縫的不利影響,結(jié)合U肋板單元外側(cè)船位埋弧焊工藝,實(shí)現(xiàn)了U肋角焊縫全熔透焊接,提高了焊接質(zhì)量和生產(chǎn)效率。
1 組焊一體化關(guān)鍵設(shè)備
研制了一臺(tái)U肋板單元組焊一體化專用機(jī)床(見圖1),集U肋面板打磨、U肋組裝、內(nèi)側(cè)角焊縫焊接、外側(cè)角焊縫焊接等功能為一體,可實(shí)現(xiàn)在行走狀態(tài)下將U肋與面板定位、壓緊,同時(shí)進(jìn)行內(nèi)側(cè)角焊縫的焊接。
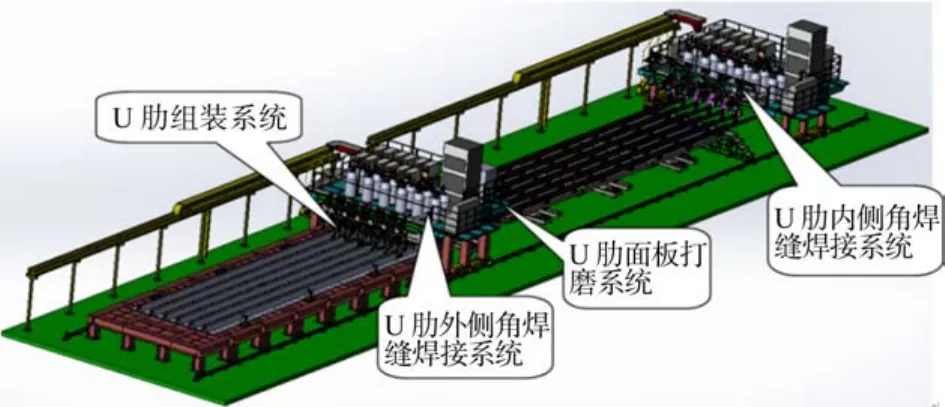
圖1 U肋組焊一體化專機(jī)示意Fig.1 Schematic diagram of U-rib assembling and welding integrated special machine
(1)面板打磨系統(tǒng)。12組打磨機(jī)構(gòu)同時(shí)對(duì)面板進(jìn)行打磨,提高工作效率。煙塵凈化裝置自動(dòng)吸收打磨產(chǎn)生的粉塵,避免環(huán)境污染。用改進(jìn)的千葉輪取代鋼絲輪進(jìn)行打磨,克服鋼絲輪打磨壓力大、易燒損電機(jī)、打磨效果差、鋼絲易彎曲折斷等問題,實(shí)現(xiàn)高效、高質(zhì)量的打磨,徹底清除焊接部位的有害物,使打磨面露出明亮的金屬光澤。
(2)U肋組裝系統(tǒng)。設(shè)計(jì)了可調(diào)整間距與尺寸的U肋連續(xù)定位、壓緊裝置,實(shí)現(xiàn)行走狀態(tài)下對(duì)U肋進(jìn)行組裝。其內(nèi)撐裝置與內(nèi)焊系統(tǒng)結(jié)合,可根據(jù)U肋尺寸手動(dòng)調(diào)整其位置和寬度。工作時(shí)內(nèi)撐裝置的滾輪與U肋內(nèi)表面接觸,起到連續(xù)內(nèi)撐作用。外壓裝置的側(cè)輪可控制U肋張口和間距,上方壓緊輪對(duì)U肋上表面施加壓力,使U肋與面板密貼,其結(jié)構(gòu)對(duì)U肋肢高偏差有一定的糾偏能力,避免因組裝間隙過大影響焊接質(zhì)量。
(3)U肋內(nèi)側(cè)角焊縫焊接系統(tǒng)。該系統(tǒng)由行走龍門、伸縮臂裝置、支撐平臺(tái)、焊接機(jī)頭、送絲裝置、氣保焊電源、冷卻水箱、煙塵凈化系統(tǒng)、工件定位裝置、焊接平臺(tái)等組成,可實(shí)現(xiàn)6根U肋內(nèi)部?jī)蓚?cè)同時(shí)焊接。包括氣體保護(hù)焊和埋弧焊2套焊接裝置,可根據(jù)情況采用不同方法焊接;配置了4組螺旋升降裝置,可根據(jù)工件面板厚度變化,調(diào)整伸縮臂裝置的高度,使其與工件高度一致;伸縮臂與行走機(jī)床之間的連接裝置可根據(jù)U肋數(shù)量變化進(jìn)行快速安裝或拆卸,保證伸縮臂的數(shù)量與板單元U肋的數(shù)量一致。
(4)U肋外側(cè)角焊縫焊接系統(tǒng)。為了實(shí)現(xiàn)U肋角焊縫全熔透焊接,同時(shí)提高焊縫外觀質(zhì)量,外側(cè)角焊縫采用U肋板單元船位埋弧自動(dòng)焊專機(jī)焊接。專機(jī)配置6套焊臂裝置、船位反變形胎架、焊劑回收裝置和焊縫跟蹤裝置等,可以實(shí)現(xiàn)12把氣保焊槍同時(shí)對(duì)6條U肋進(jìn)行船位埋弧焊,自動(dòng)跟蹤焊縫,自動(dòng)回收焊劑。外側(cè)焊接機(jī)頭前端安裝有傳感式焊縫跟蹤裝置,傳感器探頭沿工件滑動(dòng)實(shí)現(xiàn)跟蹤,不受焊接電弧的干擾,具有初始自動(dòng)尋找焊縫、焊縫末端定位探測(cè)、換向跟蹤、強(qiáng)制跟蹤等多種功能。
2 U肋角焊縫焊接試驗(yàn)
2.1 U肋內(nèi)側(cè)角焊縫
制作試件分別采用富氬氣體保護(hù)焊和埋弧焊進(jìn)行U肋內(nèi)側(cè)角焊縫焊接試驗(yàn)。試件材質(zhì)為Q345qD,面板長(zhǎng)度1 000 mm,寬度400 mm,厚度18 mm;面板上組裝1根U肋,U肋長(zhǎng)1 000 mm,上口寬180 mm,下口寬300 mm,高度300 mm,板厚8 mm。試件裝配間隙控制在0.5 mm以內(nèi)。氣體保護(hù)焊試件坡口角度51°,鈍邊尺寸2 mm,焊接電流280 ~300 A,電壓32 ~34 V,焊速380 mm/min,焊槍與面板角度為40°,焊絲干伸長(zhǎng)15 ~20 mm;埋弧焊試件不開坡口,焊接電流380 ~420A,電壓30 ~34V,焊速400mm/min,焊槍與面板角度為40度,焊絲干伸長(zhǎng)15 ~20 mm。
富氬氣體保護(hù)焊容易實(shí)現(xiàn)保護(hù)氣體的長(zhǎng)距離輸送,具有焊縫成形好,焊接飛濺小、焊縫力學(xué)性能優(yōu)良的特點(diǎn),但其對(duì)焊縫區(qū)域的鐵銹、底漆等較為敏感,打磨不徹底時(shí)容易出現(xiàn)焊接電弧不穩(wěn)定、焊縫成形變差、氣孔缺陷等問題。由于是明弧焊接,焊接機(jī)頭部位溫度高,保護(hù)氣體及壓縮空氣管道防護(hù)不好會(huì)漏氣,造成保護(hù)中斷或失效。富氬氣體保護(hù)焊對(duì)設(shè)備穩(wěn)定性要求較高,焊前需要較長(zhǎng)時(shí)間檢查準(zhǔn)備。另外,富氬氣體保護(hù)焊焊接U肋內(nèi)側(cè)角焊縫時(shí),焊縫熔深較淺,一般不會(huì)超過2 mm,進(jìn)行U肋角焊縫全熔透焊接時(shí)質(zhì)量控制的難度較大。
埋弧焊采用焊劑保護(hù),受外界環(huán)境干擾較小,焊接過程穩(wěn)定,焊縫力學(xué)性能優(yōu)良。焊接時(shí)周圍區(qū)域溫度低,對(duì)設(shè)備的損害小。其熔深大、熔寬大的特點(diǎn)有利于實(shí)現(xiàn)U肋角焊縫的全熔透焊接。但在U肋內(nèi)側(cè)的狹小空間內(nèi),焊劑輸送困難、焊后熔渣難以清理,是埋弧焊必須解決的問題。為了達(dá)到U肋角焊縫全熔透的目的,選擇焊接材料為CJQ-3焊絲(直徑1.6 mm)+SJ501U焊劑。焊絲直徑小,能量密度大,可以增加熔深,焊劑脫渣性能好,焊后自然脫落,無需在U肋內(nèi)側(cè)清渣。
埋弧焊試驗(yàn)過程中遇到的主要問題:(1)焊劑鋪灑高度不夠、鋪灑過程中時(shí)斷時(shí)續(xù),造成弧光泄露,出現(xiàn)氣孔缺陷。經(jīng)過排查,原因是焊劑料斗設(shè)計(jì)不合理,存在出料口的高度不夠、出料量過小、料斗尺寸與U肋尺寸不匹配、焊接過程中料斗變形等問題,對(duì)焊劑料斗進(jìn)行改進(jìn)后問題得到了解決。(2)多把焊槍同時(shí)焊接,出現(xiàn)個(gè)別焊縫成形不良、焊縫余高過大、焊縫不飽滿,焊腳尺寸過小,焊趾過渡不勻順等,通過采取更改焊接電源設(shè)置、調(diào)整地線連接方式、調(diào)整焊接規(guī)范參數(shù)、排查送絲系統(tǒng)等措施后,問題得到了解決。
試驗(yàn)總結(jié)出U肋內(nèi)側(cè)角焊縫埋弧焊的特點(diǎn):(1)焊接電流與焊縫熔深關(guān)系較大,焊接電流在380 ~420 A時(shí)較為穩(wěn)定,熔透深度可達(dá)3 mm以上,最大電流不宜超過450 A,否則容易焊漏。(2)焊接電壓對(duì)焊縫外觀成形影響大,電壓31 ~33 V較為合適,但不能僅根據(jù)電源顯示數(shù)值判斷實(shí)際電壓,二次線過長(zhǎng)、地線接觸不良均會(huì)造成壓降過大,需要根據(jù)焊縫成形進(jìn)行調(diào)整。(3)焊槍與面板之間的角度較小時(shí)可以增加熔透深度,單角度過小時(shí)容易造成焊縫底板側(cè)未熔合、U肋側(cè)與面板側(cè)焊角尺寸偏差大的問題,焊槍與面板之間角度應(yīng)以40°左右為宜。(4)焊槍正對(duì)焊縫根部有利于增加焊縫熔透深度,焊絲尖端離開U肋一定距離有利于改善焊縫成形,應(yīng)根據(jù)電流、電壓和具體施焊情況進(jìn)行調(diào)整。(5)U肋與面板之間的間隙對(duì)焊接穩(wěn)定性影響較大,U肋與面板密貼,在電流較大的情況下也不會(huì)焊漏,間隙較大易焊漏,還容易出現(xiàn)根部氣孔缺陷。
2.2 U肋外側(cè)角焊縫
U肋外側(cè)角焊縫采用U肋板單元外側(cè)船位埋弧焊專機(jī)焊接,焊接材料為H10Mn2焊絲(直徑3.2mm)+SJ101q焊劑,焊接電流630 ~660 A,電壓30 ~34 V,焊速420 mm/min,焊槍與面板之間角度為40°,焊絲干伸長(zhǎng)20 ~25 mm。試驗(yàn)過程中發(fā)現(xiàn)焊槍角度和對(duì)陣的位置對(duì)焊縫質(zhì)量影響很大,焊絲偏向U肋時(shí)由于U肋板薄,容易造成焊漏,焊絲偏向面板時(shí),焊縫有效熔深小,容易出現(xiàn)未熔透缺陷,因此焊前必須仔細(xì)調(diào)整焊槍角度為40°±3°,焊槍位置須正對(duì)組裝間隙,并檢查焊縫跟蹤裝置,確保跟蹤功能正常,防止焊接過程中跑偏。
通過試驗(yàn)制定了U肋角焊縫雙面埋弧全熔透焊接規(guī)范參數(shù)如表1所示,焊接尺寸為6 m×3.6 m的模擬板單元,并進(jìn)行焊縫外觀質(zhì)量檢查和超聲波相控陣探傷,焊縫表面光潔,焊趾處過渡平順,無咬邊缺陷,焊縫內(nèi)部無未熔透、夾渣等缺陷。抽取兩條焊縫進(jìn)行力學(xué)性能試驗(yàn),采用微機(jī)控制電子拉伸試驗(yàn)機(jī),按照標(biāo)準(zhǔn)GB/T 2652—2008進(jìn)行焊縫金屬拉伸試驗(yàn),接頭硬度試驗(yàn)采用數(shù)顯維氏硬度計(jì),按照標(biāo)準(zhǔn)GB/T 226—2015、GB 4340.1—2009進(jìn)行,測(cè)定方式為標(biāo)線測(cè)定,載荷10 kg。試驗(yàn)結(jié)果見表2,焊縫的屈服強(qiáng)度和抗拉強(qiáng)度均高于母材標(biāo)準(zhǔn)值,接頭硬度不超過350 HV10,滿足標(biāo)準(zhǔn)要求,斷面照片(見圖2)顯示焊縫熔合良好。

表1 焊接規(guī)范參數(shù)Table 1 Welding specification parameters

表2 力學(xué)性能試驗(yàn)結(jié)果Table 2 Mechanical property test results

圖2 接頭斷面照片F(xiàn)ig.2 Photo of joint section
3 免定位焊組裝焊接試驗(yàn)
模擬生產(chǎn)狀態(tài)進(jìn)行免定位焊組裝焊接試驗(yàn),試驗(yàn)件長(zhǎng)度10 m,包含6條U肋。組焊前測(cè)量U肋的尺寸,組焊后測(cè)量U肋張口尺寸和中心距,對(duì)焊縫進(jìn)行外觀檢查和相控陣超聲波探傷,工藝步驟如下:
(1)面板上料、定位與壓緊。面板的平面度和位置偏差對(duì)組裝后的構(gòu)件尺寸影響很大,鋼板下料前進(jìn)行趕平處理提高面板平面度,組裝前用卡具將面板卡固在平臺(tái)上,平臺(tái)側(cè)面設(shè)置擋塊,使面板與組裝臺(tái)車軌道平行。
(2)面板打磨。采用打磨系統(tǒng)對(duì)面板上焊接位置進(jìn)行自動(dòng)打磨,12條焊縫同時(shí)打磨,速度可達(dá)到1.5 m/min,打磨部位邊緣平齊、表面光滑有金屬光澤,效果良好。
(3)吊裝U肋。在面板上畫組裝線,將U肋逐根吊裝到面板上,調(diào)整U肋位置,縱向使U肋上的橫基線與面板橫基線精確對(duì)齊,橫向使U肋與面板上的組裝線大致對(duì)齊。
(4)U肋組裝系統(tǒng)調(diào)整。調(diào)整組裝系統(tǒng)外壓裝置的位置和間距,使U肋張口尺寸和中心距滿足圖紙要求。
(5)內(nèi)焊系統(tǒng)就位。粗略調(diào)整內(nèi)焊系統(tǒng)機(jī)頭跟蹤裝置、內(nèi)撐裝置及焊劑料斗的位置和尺寸,使內(nèi)焊機(jī)頭能進(jìn)入U(xiǎn)肋,添加焊劑后將內(nèi)焊機(jī)頭移動(dòng)到板單元焊接起弧端。
(6)內(nèi)焊機(jī)頭調(diào)整。精確調(diào)整內(nèi)撐裝置的尺寸和位置,調(diào)整焊接跟蹤裝置到合適的位置,調(diào)整焊槍的角度、干伸長(zhǎng)和焊絲對(duì)準(zhǔn)的位置。
(7)組裝與焊接。調(diào)整內(nèi)焊系統(tǒng)和組裝系統(tǒng)的相對(duì)位置,將內(nèi)焊和組裝的行走機(jī)構(gòu)設(shè)置為等速聯(lián)動(dòng),開始連續(xù)組裝焊接(見圖3)。

圖3 組焊一體化實(shí)施Fig.3 Integrated implementation of assembling and welding
組裝焊接一體化試驗(yàn)主要檢驗(yàn)組裝與焊接的配合實(shí)施。為了精確控制U肋的張口和間距,組裝系統(tǒng)設(shè)有外壓裝置和內(nèi)撐裝置,內(nèi)撐裝置和焊接機(jī)頭集成在一起,組焊前必須確定焊接機(jī)頭和外壓裝置的相對(duì)位置,行走過程中,內(nèi)外側(cè)機(jī)構(gòu)行走速度必須保持一致。U肋張口尺寸偏小時(shí),內(nèi)撐裝置須將U肋撐開,張口偏大時(shí)將U肋收緊,同時(shí)將U肋壓緊在面板上,焊接機(jī)構(gòu)緊隨其后,保持合適的距離,將U肋和面板焊接在一起。
常規(guī)先定位再焊接的U肋板單元焊接工藝,由于定位焊和非定位焊處的初始狀態(tài)不同,焊后定位焊處焊縫明顯高于非定位焊處,影響焊縫外觀,對(duì)焊縫進(jìn)行無損檢測(cè),容易在定位焊處發(fā)現(xiàn)未熔透和氣孔缺陷。組焊一體化焊接沒有定位焊縫,消除了以上問題,焊縫全長(zhǎng)外觀均勻一致,質(zhì)量更加穩(wěn)定,內(nèi)部缺陷降低70%以上。
實(shí)施過程中的難點(diǎn):一是內(nèi)撐裝置與外壓裝置之間的配合,內(nèi)撐裝置必須有足夠的剛度能將U肋撐開,內(nèi)撐輪不能損壞,其尺寸和位置必須隨著外壓裝置的尺寸和位置的變化做出調(diào)整;二是壓緊機(jī)構(gòu)將U肋與面板壓緊時(shí),兩者之間的摩擦力增大,增加了外壓裝置糾正U肋位置偏差所需力矩,需要調(diào)整機(jī)構(gòu)的壓緊力,既能將U肋與面板壓緊,又不影響外壓裝置糾偏;三是焊接與內(nèi)撐裝置的配合,焊接機(jī)構(gòu)、焊劑料斗及內(nèi)撐裝置都在U肋內(nèi)側(cè),為了實(shí)現(xiàn)各自的功能,必須確保它們與U肋之間的相對(duì)位置,要求調(diào)整到位,互相之間不會(huì)干擾。
試驗(yàn)過程中發(fā)現(xiàn)焊后個(gè)別U肋中心距和組裝間隙超差(>1 mm),原因是U肋壓制的形狀尺寸偏差過大,超出設(shè)備的糾偏能力,說明控制U肋制作的尺寸偏差是實(shí)現(xiàn)組焊一體化的必要條件,因此對(duì)U肋的尺寸偏差進(jìn)行重點(diǎn)控制,張口寬度偏差-1.0 ~2.0 mm,旁彎≤L/2 000(L為U肋長(zhǎng)度)且不超過5.0 mm,兩肢高差≤2 mm。控制U肋尺寸偏差后再次試驗(yàn),U肋中心距和組裝間隙超差問題得到解決。
4 結(jié)論
研究驗(yàn)證了U肋板單元組焊一體化專用機(jī)床的各項(xiàng)功能,確定了U肋角焊縫雙面埋弧全熔透焊接規(guī)范參數(shù),制定了免定位焊組裝焊接工藝步驟,并得出以下結(jié)論:
(1)采用U肋板單元組焊一體化專用機(jī)床,使用雙面埋弧焊工藝,可以實(shí)現(xiàn)免定位焊情況下U肋角焊縫全熔透焊接,焊縫外觀和力學(xué)性能均滿足相關(guān)標(biāo)準(zhǔn)要求。
(2)控制U肋的尺寸偏差是實(shí)現(xiàn)組焊一體化的必要條件,U肋的上口寬度偏差-1.0 ~2.0 mm,旁彎≤L/2 000(L為U肋長(zhǎng)度)且不超過5.0 mm,兩肢高差≤2 mm時(shí),能夠滿足組焊一體化的使用要求。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
