1Cr11Ni2W2MoV耳環螺栓氮化后腐蝕和網狀氮化物故障分析
2022-02-04 11:21:12侯磊劉瑤四達機械制造公司
航空維修與工程 2022年12期
關鍵詞:故障
■ 侯磊 劉瑤/四達機械制造公司
1 故障現象
1Cr11Ni2W2MoV鋼是馬氏體型熱強不銹鋼,其室溫抗拉強度、持久強度極限及蠕變極限均較高,并有良好的韌性和抗氧化性能,適于制造在550℃以下及高濕條件下工作的承力件。500℃以下工作的耐磨工件可進行氮化處理。但是,氮化過程中會產生沿晶界分布與表面平行的脈狀氮化物,嚴重時連接成網狀,嚴重的網狀氮化物會造成材料韌性降低、脆性增加、耐沖擊性能減弱、耐蝕耐磨性能下降,易導致工件發生疲勞斷裂[1]。
1Cr11Ni2W2MoV耳環螺栓采用氣體氮化處理,研磨后內球面出現規律的片狀類腐蝕缺陷。金相檢查發現工件內球面部分區域及尖角處的氮化組織中存在較嚴重的網狀氮化物,滲氮層組織為氮化索氏體+局部網狀氮化物,滲氮層組織不合格。
2 工作原理
2.1 耳環螺栓工作原理
1Cr11Ni2W2MoV耳環螺栓(見圖1)裝于某型發動機抽氣節氣門上,與主機操作連桿相連接,內球面與球體軸承配合,經氮化處理增加耐磨性。使用時有開閉兩個動作,動作時球體軸承與耳環螺栓內球面摩擦,工件外涂黃油防銹。

圖1 耳環螺栓圖樣
熱處理內容為:SΦ10表面滲氮,滲氮深度0.18~0.30mm,滲氮表面硬度HV≥850,芯部硬度HB3.75~3.4。
2.2 氣體氮化
氮化處理是在一定溫度下在含氮介質中使氮原子滲入工件表層的化學熱處理工藝。工件氮化后具有優異的表面硬度、耐磨性、耐蝕性、耐疲勞性得到明顯提高,相比滲碳工藝,氮化工件具有良好的耐高溫特性、抗回火軟化能力。氮化處理多用于表面硬度高、耐磨性好、抗蝕性較好及變形要求較小的精密工件[2]。
氮化方式分為氣體氮化、液體氮化、離子氮化。氣體氮化使用氨氣作為氮化介質,在500~550℃的氮化爐內,使氨氣(NH4)分解為活性氮原子與H2,活性氮原子通過吸收、擴散進入工件表面,與鐵元素和合金元素形成復雜的相和氮化物,達到強化工件表面的作用。
1Cr11Ni2W2MoV是常見的氮化不銹鋼,Cr、Mo及V元素在氮化過程中與活性氮原子接觸時極易形成穩定的高硬度氮化物,Mo元素還會降低在氮化過程中產生的回火脆性[3]。
3 故障分析與研究
3.1 耳環螺栓加工過程檢查
耳環螺栓涉及氮化的主要加工工藝流程為:鍛件調質→機加成型→內球面涂蠟保護、其余表面鍍銅→研磨內球面至Ra0.8μm→氮化→除銅。氣體氮化后返回機加車間研磨內球面至Ra0.8μm,研磨余量為0.02mm。
3.2 耳環螺栓理化檢查
1)耳環螺栓宏觀檢查
目視檢查工件氮化內球面為銀灰色,工件表面平滑無凸起、無剝落,類腐蝕區域為斷續的片狀(見圖2)。非氮化面防氮化鍍銅層完好,有輕微氧化色,無腐蝕現象。
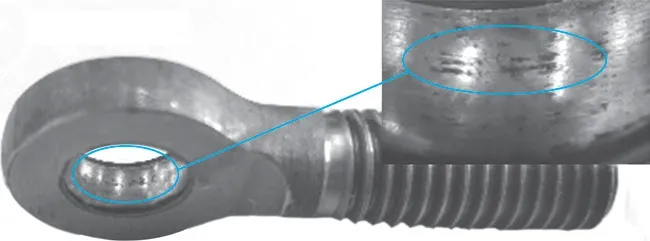
圖2 耳環螺栓內表面類腐蝕缺陷
2)耳環螺栓顯微組織金相檢查
按HB5022—1994《航空鋼制件滲氮、氮碳共滲金相組織檢驗標準》,滲層組織應為氮化索氏體+適當分布的氮化物。滲層中出現細氮化物或半連續網狀氮化物為合格,出現連續網狀氮化物或粗針狀氮化物為不合格。
在金相顯微鏡下檢查耳環螺栓氮化層,大部分組織為氮化索氏體+氮化物,滲層組織2級。少部分區域氮化層組織為氮化索氏體+細網狀氮化物,尖角處網狀氮化物6級,不合格(見圖3)。芯部組織為回火索氏體,氮化層白亮層≤0.025mm(見圖4)[4]。
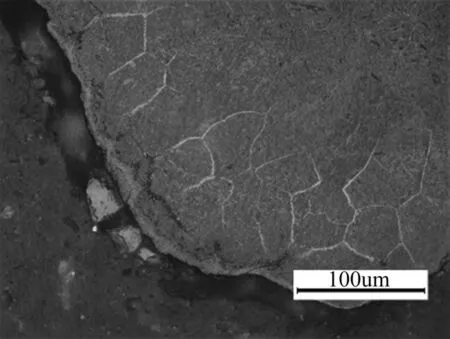
圖3 尖角處網狀氮化物
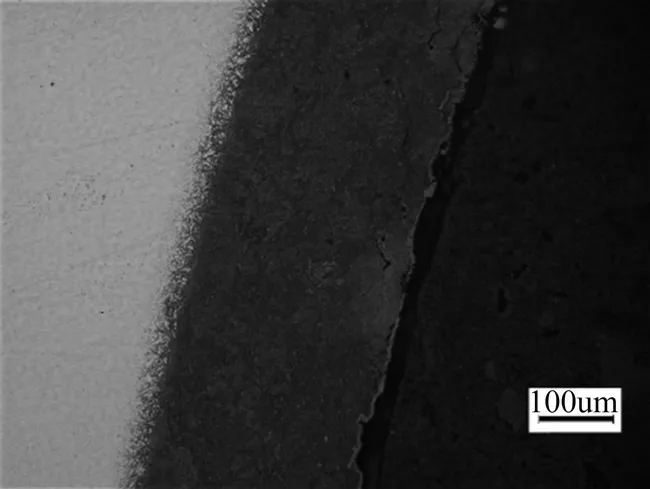
圖4 內球面芯部氮化組織照片
3.3 故障產生原因分析
檢查氮化過程質量記錄及儀表記錄,氮化溫度560℃,保溫44h40min,分解率32%~37%,符合工藝要求。檢查設備儀表輔材均按周期校驗。結合以往同類工件氮化腐蝕故障原因,初步分析認為此次故障原因為氮化催滲劑氯化銨使用不當造成工件腐蝕,包括:氯化銨添加過量,分解過量;氯化銨未與干燥石英砂攪拌均勻,分解不均勻;氮化爐內和管路內的殘余氯化銨未清理干凈,造成氯化銨總量超標;氮化結束后工件出爐不及時,爐內HCl與重新化合反應生成的氯化銨附著在工件表面造成腐蝕等[5]。
經檢查,本爐批次產品使用吹砂活化替代氯化銨催滲劑。對氮化設備進行檢查,氮化爐內壁爐口處與氮化爐管路內均無冷凝氯化銨殘留,排除催滲劑使用不當造成工件腐蝕的可能。使用吹砂替代氯化銨的做法符合HB 79—1995《航空結構鋼及不銹鋼氮化工藝說明書》“不銹鋼氮化前可采用吹砂或化學活化處理”的活化規定。
對加工車間送修的未氮化處理的耳環螺栓進行檢查,發現內球面粗糙度嚴重超差,存在明顯的“震刀”痕跡(見圖5),即內球面不滿足圖紙Ra0.8μm技術要求。經檢查,車削過程中使用的是專用成型刀,刀具與零件內球面接觸面積過大是產生“震刀”的主要原因。“震刀”造成工件表面材料堆疊與刮削工件表面形成凹坑,當凹坑深度超過內球面研磨量時,導致類似片狀腐蝕故障,并非氮化過程造成的產品腐蝕。

圖5 氮化前內球面加工精度不滿足技術要求
機械加工“震刀”造成工件表面加工質量變差,形成類似魚鱗紋紋路。微觀來看,工件表面材料被刮起擠壓堆疊,相當于在工件表面形成大量的尖角和銳邊。尖角和銳邊在氮化過程中比基體更容易接觸活性氮原子,造成此處氮濃度升高,使整個氮化表面產生了連續分布的網狀氮化物。這類脆硬的氮化物將基體晶粒隔開,嚴重破壞了金屬基體的連續性,還在晶界周圍包裹一薄層脆性相,增加了工件的脆性,降低了工件的疲勞性能[6]。
3.4 故障件處理
在電阻爐內對故障件進行擴散處理,將耳環螺栓裝入生鐵屑與木炭粉混合保護的實心包,在500~560℃進行8h擴散[7]。金相檢查網狀氮化物有少量消除。使用真空爐擴散,延長擴散時間至20h,沿耳環直徑方向切開產品進行氮化組織檢查,發現氮化表面尖角處連接成網的網狀氮化物明顯減少,擴散后氮化組織2級,尖角處網狀氮化物消除,氮化組織合格(見圖6)。
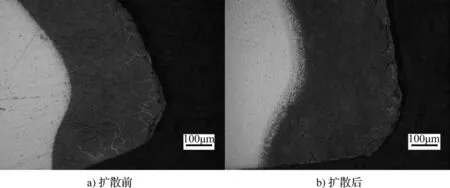
圖6 內球尖角處氮化組織情況
4 結論
內球面為內圓弧槽,加工中應分為粗、精加工。粗加工時應使用成型刀;精加工應選用數控車床進行內圓弧“走刀”,將加工余量控制在0.05~0.10mm,表面粗糙保證在Ra1.6μm,數控車加工內圓弧后再進行研磨,以滿足技術要求[8]。加工內孔時如加工方法與刀具選用不合理會造成“震刀”現象,刮削擠壓的材料在工件表面堆積形成大量的尖角、銳邊和凹坑,使工件表面粗糙度不達標。氮化過程中,尖角和銳邊處比平整的加工表面更容易獲得高的氮濃度,在氮化層中產生連續分布的網狀氮化物。同時,“震刀”刮削工件表面形成凹坑,凹坑深度超過內球面磨削量,導致氮化后研磨工序無法完全去除內表面凹坑,研磨后形成類似腐蝕的故障[9]。
采用數控車刀替代成型刀具加工內球面,可有效減少刀具伸長部分,提高刀具剛性,減少“震刀”故障的產生。選擇合理吃刀量與進刀量提高工件表面光潔度。車削后研磨內球面,使內球面達到圖紙Ra0.8μm技術要求。通過對現有故障件采用擴散處理并配合研磨,消除網狀氮化物,經金相檢查組織合格后裝機使用。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39