基于電弧增材制造的雙相不銹鋼熔敷層中δ-鐵素體表征
2022-02-11 05:57:38孫咸
焊管 2022年1期
0 前 言
在高合金、 昂貴材料的加工中, 電弧增材制造(wire arc additive manufacturing, WAAM) 變得越來越重要。 通過逐層熔敷制造的近凈成形構件具有顯著的優(yōu)勢, 能夠以較高的材料利用率生產(chǎn)復雜的幾何形狀元件
。 但是與坡口焊接接頭相比, 電弧增材制造工藝具有高的熱輸入和相對低的散熱條件, 可能導致構件中的殘余應力和變形、 顯微組織的變化和裂紋的形成, 以及力學性能下降等
。 雙相不銹鋼以其高的抗腐蝕性能和優(yōu)良的力學性能得到了廣泛的應用。 該鋼的WAAM 已成為很有前途的近凈成形構件制造途徑
。 雙相不銹鋼的組織形態(tài) (即δ-鐵素體相形態(tài)) 對WAAM 構件的使用性能有重要影響, 并不是在所有情況下均可獲得滿意的WAAM 雙相不銹鋼構件。 在一些情況下, 如WAAM 雙相不銹鋼直壁體試件中, δ-鐵素體含量偏低, 其力學性能變差, 可能影響使用性能
。 國內外關于增材制造技術的研究文獻在逐年增多, 研究內容大都集中在工藝方法和成形構件組織性能方面,涉及WAAM 雙相不銹鋼構件的研究文獻數(shù)量有限, 專題性探討WAAM 雙相不銹鋼熔敷層中δ-鐵素體特征和控制機理的文獻罕見。 為此, 本研究以WAAM 雙相不銹鋼熔敷層中δ-鐵素體為切入點, 以涉及WAAM 雙相不銹鋼的試驗研究結果為分析對象, 探討試件中的δ-鐵素體形態(tài)、形成條件、 影響因素, 以及δ-鐵素體的控制機理。 對推動WAAM 雙相不銹鋼構件填充焊絲的創(chuàng)新開發(fā)、 配套工藝的進一步完善, 以及WAAM 構件質量的提升, 具有一定參考價值和實用意義。
1 雙相不銹鋼熔敷層中的δ-鐵素體形態(tài)及形成條件
1.1 雙相不銹鋼熔敷層中的δ-鐵素體形態(tài)
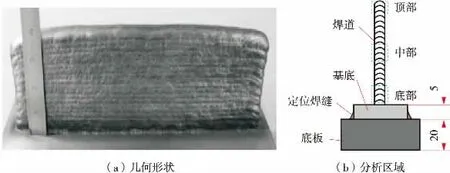
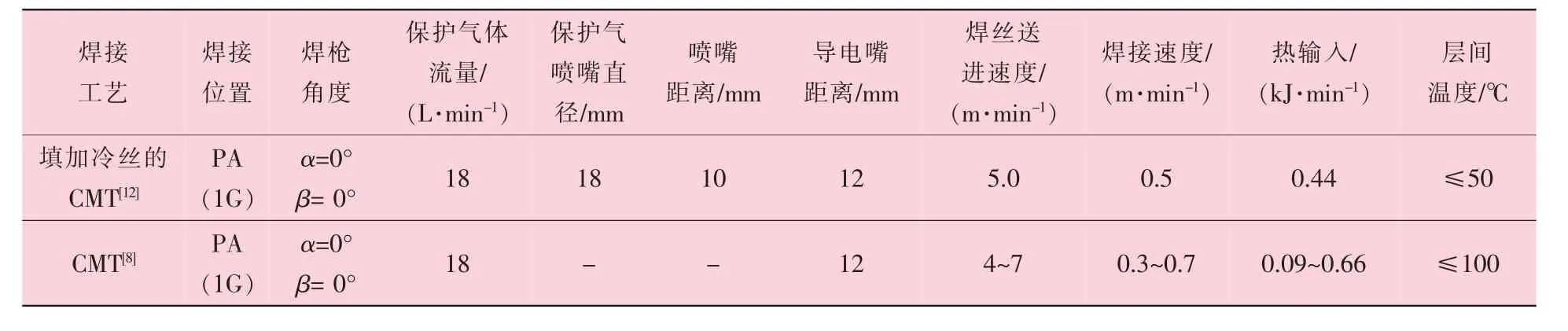
采用熔化極氣體保護焊 (GMAW) 和冷金屬過渡(cold metal transfer, CMT) 技術組合工藝和逐層熔敷技術制備的長200 mm、 20 層增材直壁體試件如圖1
所示。 直壁體試件制備所用填充材料和工藝參數(shù)分別見表1 和表2。

直壁體試件的金相顯微組織如圖2
所示。其中, 左側是垂直于焊接方向直壁體截面的二值圖像, 右側是直壁體中部兩個小區(qū)細節(jié)放大圖像。 可以看出, 右側金相組織中基體為鐵素體, 析出相為奧氏體。 右上圖是左側圖A 區(qū)的放大圖, 圖中呈現(xiàn)寬度不同的、 看似平行的長條狀 (下半部), 以及長短不一、 方向各異的短條塊狀 (上半部) 淺色奧氏體, 其數(shù)量約為47%。 右下圖是左側B 區(qū)放大圖, 圖中呈現(xiàn)的淺色奧氏體條塊狀尺寸明顯變小, 其數(shù)量較高約為67%。 B 區(qū)奧氏體數(shù)量明顯增多是由于后續(xù)焊道(A 區(qū)) 的重熱作用致使層間HAZ (B 區(qū)) 發(fā)生二次奧氏體 (γ
) 所致。 γ
的形成機理將在稍后討論。
在圖8中,取仿真結果中活塞泄漏間隙為0.2mm,時間t=2s時曲線上的活塞運動速度值0.003 739 7m/s,并將此速度及泄漏間隙值0.2mm代人之前所求的考慮泄漏量的速度表達式(4)中,計算出泄漏量的值為0.012 319L/min,與圖7中外加負載為3 520N仿真得出的0.012 300 2L/min基本一致,證明理論推導所得出公式的合理性。

1.2 雙相不銹鋼熔敷層中的δ-鐵素體形成過程
可以參考圖3
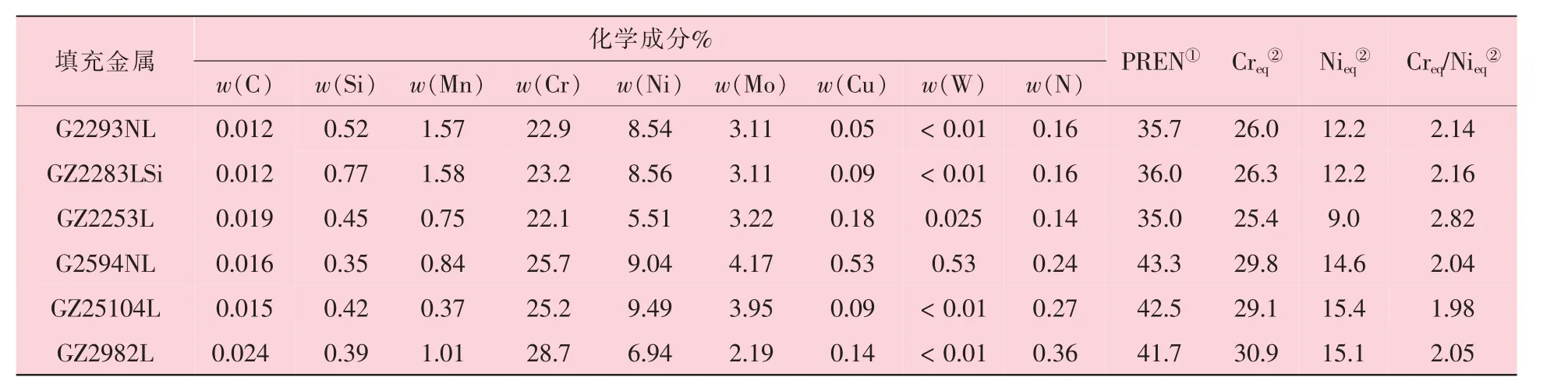
來分析雙相不銹鋼熔敷層組織演變過程。 6 種不同化學成分的填充金屬的鉻當量和鎳當量的比值大約為1.98~2.82 (見表1)。這些合金的平衡相變順序如圖3 中6 條虛縱線所示。 在平衡狀態(tài)下, 以初生δ-鐵素體結晶, 隨著合金冷卻到溶解度曲線之下, 發(fā)生δ-鐵素體向奧氏體的轉變, 室溫下形成δ+γ 雙相組織。在實際增材成形(熔敷) 過程中, 熔池金屬的冷卻速度將影響鐵素體向奧氏體轉變, 室溫殘留的δ-鐵素體有變化。
綜上, 熔敷工藝方法對WAAM 壁體顯微組織(δ-鐵素體含量) 的影響, 實質上是通過熔體成分的變化進行的。 CMT 工藝方法靠的是單絲化學成分對組織(δ-鐵素體的含量) 產(chǎn)生影響, 而填加冷絲的CMT 工藝方法是通過前后絲組合形成的化學成分產(chǎn)生影響。 后者的熔敷效率可能更高一些, 因為后絲的填充可使熔敷層厚度變得厚一些。
1.拓寬了融資渠道,實現(xiàn)了金融和土地的優(yōu)化配置發(fā)展農業(yè)以及農業(yè)產(chǎn)業(yè)結構調整需要大量的資金投入,但是資本卻往往流入工業(yè)領域和城市而非農業(yè),單純依靠國家財政投入是無法解決這個問題的,但信托在農業(yè)融資方面具有其他土地流轉方式所無法比擬的優(yōu)勢。將信托與農村土地承包制度相結合,在資本融通方面信托公司通過財產(chǎn)權信托等結構模式進行土地流轉,最大程度實現(xiàn)土地“化零為整”的規(guī)模化經(jīng)營,推動農村土地集約化、規(guī)模化、現(xiàn)代化經(jīng)營,隨后通過并購重組、股權投資、夾層融資以及資產(chǎn)證券化等多元化的形式,引入資金支持,完成農業(yè)產(chǎn)業(yè)鏈的轉型升級。

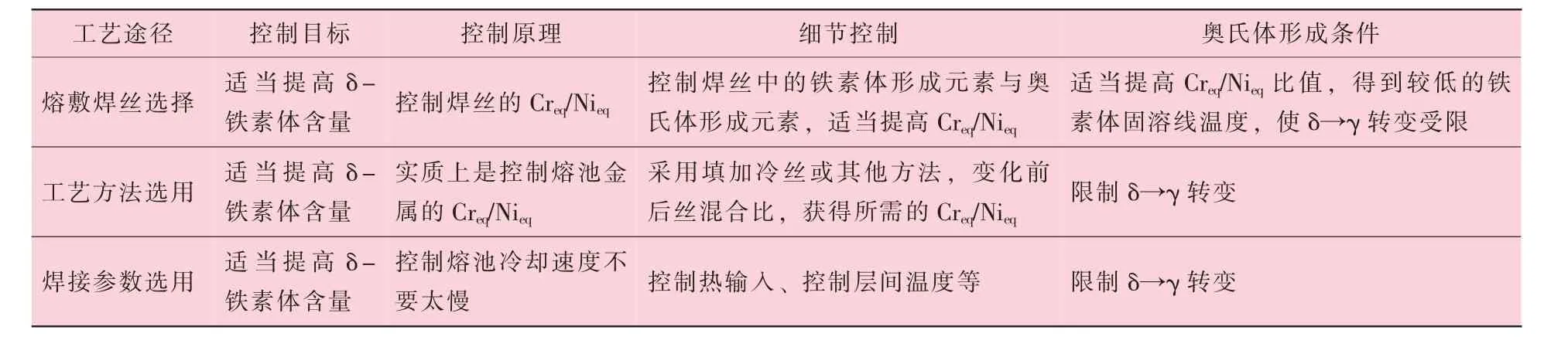
(1) 熔敷焊絲的選擇。 為了獲得所需的δ-鐵素體含量, 首先需要控制熔敷焊絲的Cr
/Ni
比, 可以通過調整焊絲中奧氏體和鐵素體形成元素種類及其含量, 使Cr
/Ni
比適中, 而不是太小, 進而獲得較低的鐵素體固溶線溫度, 限制δ→γ 轉變, 確保試樣中的δ-鐵素體與奧氏體合理的相比例。
在電弧增材制造工藝中采用可移動的電弧熱源, 填充焊絲細, 電極中的電流密度高, 焊接速度較快、 熔池體積小, 周圍的散熱條件比坡口焊縫中的差, t
時間比后者 (坡口焊縫) 較長,及熔池凝固速度比后者慢, 且凝固過程無拘束。這些條件均有利于鐵素體向奧氏體轉變。 這就是在同樣填充焊絲成分時, 增材制造熔敷層中δ-鐵素體比坡口焊縫中少的原因。
2 雙相不銹鋼熔敷層中δ-鐵素體組織的影響因素
2.1 填充材料化學成分的影響
WAAM 壁體的顯微組織的相組成與CMT 壁體大致相同(如圖8
所示), 影響組織形態(tài)變化的主導因素主要是前絲和后絲成分的混合比。 該工藝熔池或焊縫成分的調整靠的是前后絲成分的組合(圖7
)。 為了獲得所需的δ-鐵素體的含量,只需要對已有的雙相不銹鋼(DSS) 焊絲進行組合測試即可, 研發(fā)周期和成本均可以降低。
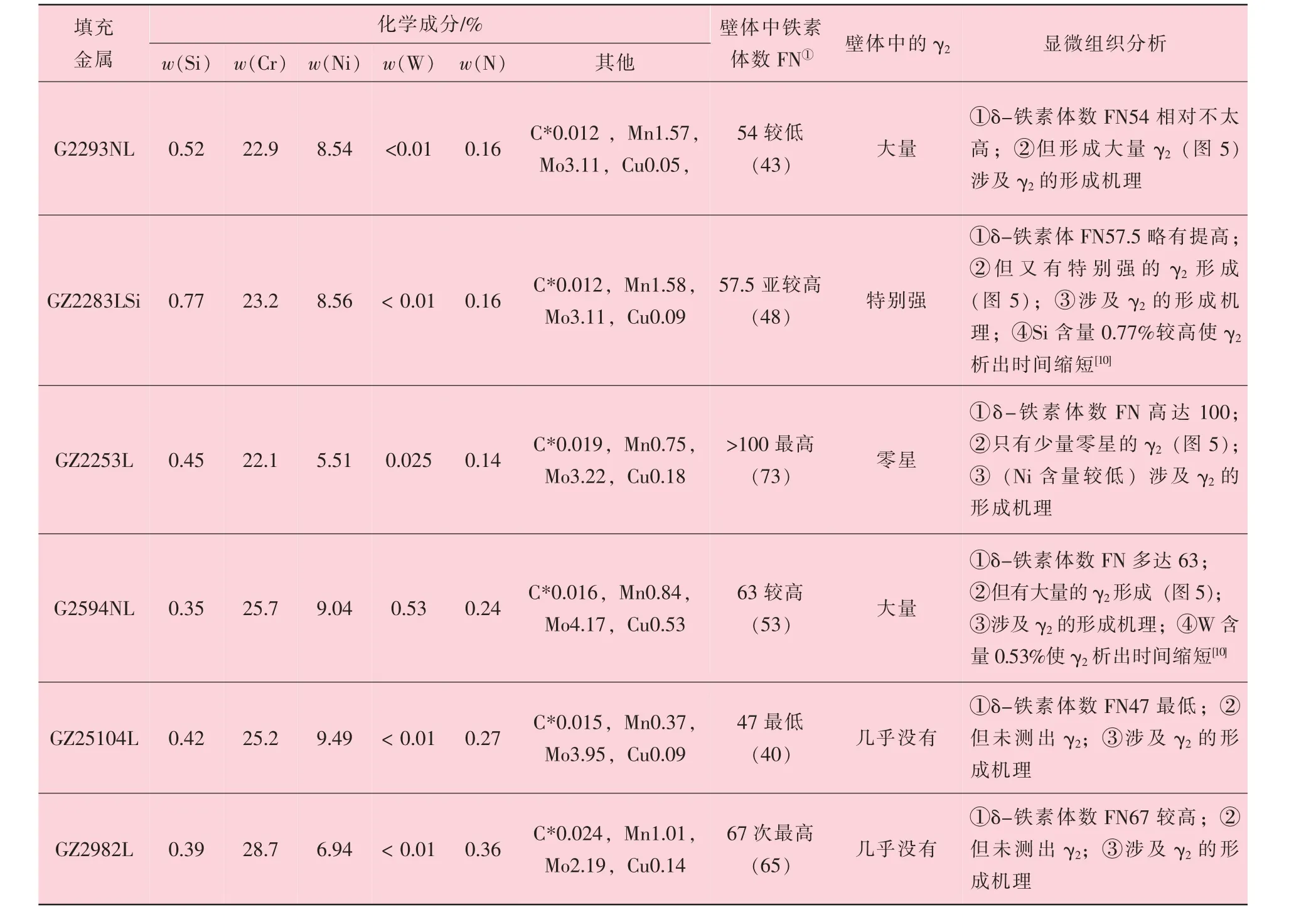
眾所周知, 試件內鐵素體含量(或鐵素體轉變?yōu)閵W氏體的程度) 取決于填充材料的化學成分(鉻鎳當量比值) 和試件的冷卻速度。 當焊接參數(shù)相同時, 試件冷卻速度基本接近。 此時試件內鐵素體含量主要取決于填充材料的化學成分。6 種不同成分試件按照鉻鎳當量比值從小到大為: GZ25104L<G2594NL<GZ2982L<G2293 NL<GZ2283LSi<GZ2253L, 如圖3 所示。 可以看出, 在1.89~2.82 鉻鎳當量比值范圍內, 隨鉻鎳當量比增加, 鐵素體固溶線溫度下降, 鐵素體向奧氏體轉變溫度下降, δ→γ 轉變不完全, 鐵素體含量增大。 從表3 和圖3、 圖4 可以看出, δ-鐵素體含量最低 (47FN, 實測40FN)試件GZ25104L 的鉻鎳當量比值為1.89, δ-鐵素體含量最高 (大于100FN, 實測73FN)試件GZ2253L的鉻鎳當量比值為2.82。 其余試件的δ-鐵素體含量為中間值, 它們與試件鉻鎳當量比值的對應關系的排序略有波動。 這與δ-鐵素體測試方法自身的局限性、 測試誤差, 以及一些未知因素有關。 但隨試件中鉻鎳當量比增加, 鐵素體含量增大的總趨勢沒有改變。 GZ2253L 試件中實測的δ-鐵素體含量高達73FN, 比GZ25104L 中的40FN 含量高出33FN, 這就是前者鐵素體固溶線溫度比后者低的結果所導致。

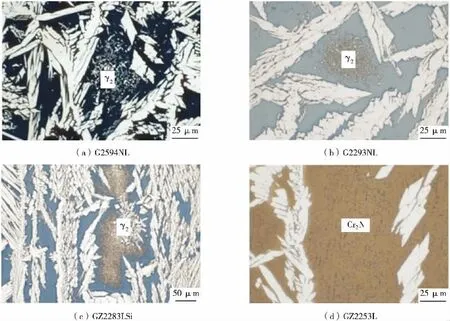
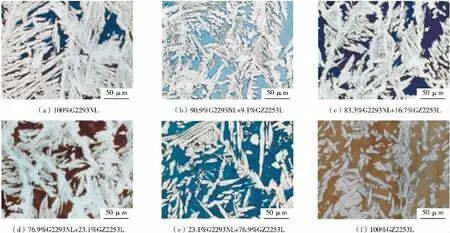
6 種不同填充材料試樣中不同程度出現(xiàn)了γ
組織 (表3、 圖5 (a)、 圖5 (b)、 圖5 (c)
),其形態(tài)、 數(shù)量及分布各異。 這與雙相不銹鋼中γ
的形成機理有關。 通常在多層焊縫中, 后續(xù)焊道對前層的重熱作用, 致使層間HAZ 發(fā)生δ-鐵素體向奧氏體轉變。 有兩種不同形式的γ
,一種是簡單地從原有奧氏體長出來的, 另一種是在鐵素體內形核并和先前已經(jīng)析出的鉻的氮化物有關。 有研究提出了在δ/γ 界面上γ
生長的協(xié)同析出機理
。 Cr
N 首先在相界面上成核而形成局部的鐵素體形成元素Cr 和Mo 的貧乏區(qū), 導致γ
在界面上成核并生長。 晶內的Cr
N 析出相也是γ
優(yōu)先成核的位置 (圖5 (d))。 概括起來γ
有三種形成機制: ①原有奧氏體轉變?yōu)棣?/p>
;②在δ/γ 晶界Cr
N 使γ
成核; ③在δ 晶內Cr
N使γ
成核。
2.2 熔敷工藝方法的影響
兩種熔敷工藝方法對WAAM 壁體中δ-鐵素體影響的比較見表4, 可以看出, 冷金屬過渡(CMT) 工藝中, 作為電極的焊絲自身熔化形成熔池凝固, 并逐層熔敷制成WAAM 壁體。 壁體的顯微組織主要是由δ-鐵素體和奧氏體組成(圖5)。
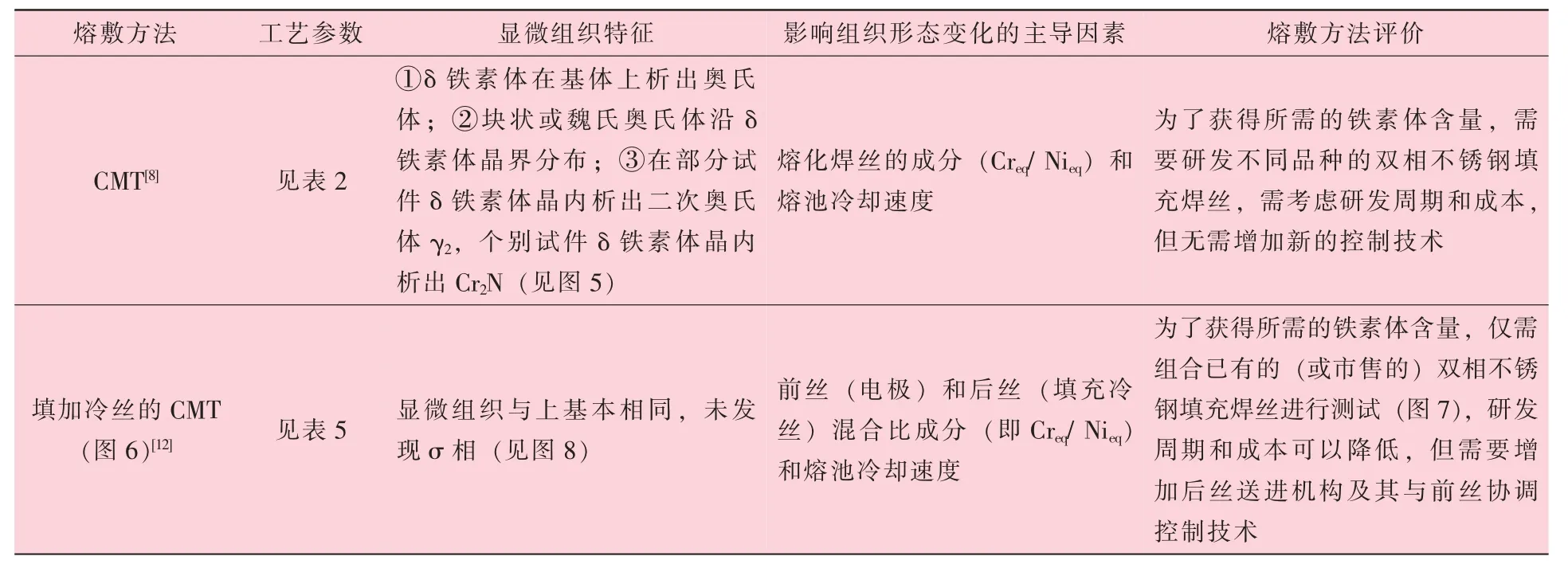
影響組織形態(tài)變化的主導因素是熔化焊絲的成分 (Cr
/Ni
) 和熔池冷卻速度。 由于WAAM壁體熔池的冷卻速度比坡口焊縫中的慢
, δ-鐵素體的含量相對較低。 為了獲得所需的δ-鐵素體的含量, 需要使用不同成分的雙相不銹鋼(DSS)焊絲, 涉及研發(fā)周期和成本問題。 與常規(guī)的CMT工藝相比, 填加冷絲的CMT 工藝中, 除了產(chǎn)生電弧的熔化焊絲(前絲) 之外, 在其后方特別設置了一個送絲裝置, 向前方的熔池送進冷絲 (后絲), 如圖6
所示。 熔池或焊縫的成分是前絲和后絲成分的混合體, 如圖7
所示。

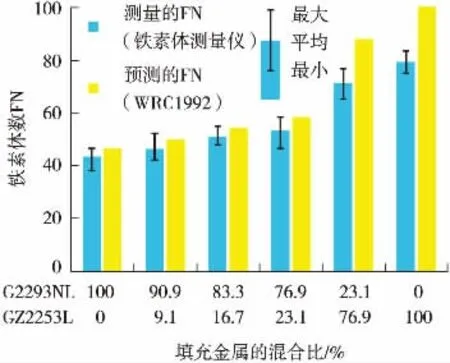
不同填充材料在相同焊接參數(shù)條件下制備的雙相不銹鋼直壁體試件中的鐵素體含量測試結果如圖4
所示。 可以看出, 鐵素體數(shù)從小到大為:GZ25104L<G2293NL<GZ2283LSi<G2594NL<GZ2982L<GZ2253L。
通過BWM方法,根據(jù)專家組的意見確定影響600MW空冷機組冷端提效改造效果的評價指標體系中最優(yōu)和最劣指標,邀請專家組分別比較其他指標相對于最優(yōu)最劣指標的重要性程度,指標權重計算結果如表1所示。汽輪機背壓降權重最大,為0.218876,汽輪機排氣阻力損失權重最小,為0.025642。在所有指標中,排名前3的指標分別為汽輪機背壓降、汽輪機背壓波動和冷凝器傳熱端差,對機組運行的經(jīng)濟性和安全性有顯著和直接影響。權重最小的3個指標分別為汽輪機排氣阻力損失、機組增發(fā)電量和系統(tǒng)煤耗降,是冷端提效改造的間接性影響指標。
2.3 熱輸入的影響
在3 種WAAM 直壁試件熱輸入與δ-鐵素體含量關系中, 試件頂部δ-鐵素體含量比中部(5、 6 層) 的高。 這是由于頂層焊道不再經(jīng)受后續(xù)焊道的再加熱, 鐵素體向奧氏體的轉化被弱化或遏制, 而所顯示的δ-鐵素體含量主要是填充焊絲自身成分所決定的。

直壁體中不同部位鐵素體含量與熱輸入間的關系, 如圖9
和表7 所示。 母材和HAZ 的鐵素體含量比直壁體試件中的高得多(2 倍以上)。 母材中的鐵素體含量是其化學成分(鉻鎳當量比) 及冷卻速度(供貨狀態(tài)) 所決定的, HAZ 的鐵素體含量除了受母材成分影響之外, 冷卻速度也有一定影響。 冷卻速度快時鐵素體向奧氏體轉變的數(shù)量較少, δ-鐵素體含量較多。 HAZ 鐵素體含量變化趨勢有點反常, 在較高熱輸入0.87 kJ/mm 時, δ-鐵素體含量反而增高, 為56VF (volume fraction), 其原因文獻[7]未予說明。 筆者淺析, 可能有兩方面原因: 一是與HAZ 的應力狀態(tài)有關。 隨熱輸入的增大, 接頭HAZ 的縱向應力增大, 鐵素體向奧氏體的轉化被抑制。 二是HAZ 尺寸很窄, 組織不均勻, 測試誤差較大。 查清其真實原因, 尚需深入研究。


采用CMT 工藝 (使用Φ1.2 mm 的LNM Zeron 100X ER2594 實心焊絲, 及12 mm 厚的2507 雙相不銹鋼底板), 以3 種不同熱輸入(W2、 W3、 W1), 制備了3 種WAAM 直壁試件(焊接參數(shù)見表6
)。
在試件頂部, 隨熱輸入增大δ-鐵素體含量呈現(xiàn)逐漸減小趨勢。 這是由于隨熱輸入增大t
也增大, 試件冷卻速度減慢, 有利于鐵素體向奧氏體轉變, 致使δ-鐵素體含量減小。 但減小幅度不是太大。 在試件中部 (5 層或5 和6 層之間), 隨熱輸入增大, 有的 (5 和6 層之間) 部位δ-鐵素體含量呈現(xiàn)略微減小趨勢, 有的 (第5 層) 部位δ-鐵素體含量甚至不降反升。 δ-鐵素體含量呈現(xiàn)略微減小趨勢, 表明熱輸入的影響并不大, 主要受填充焊絲成分(鉻鎳當量比) 的控制。 盡管δ-鐵素體含量不降反升, 然而δ-鐵素體含量升高數(shù)量不大, 僅比最低熱輸入的20VF 高出4VF, 其原因可能與測量誤差或其他不可預測因素有關。
如果建筑墻體的高度小于60cm,那么該建筑空間的合理性就會在無形之中受到影響。此外,若建筑設施的墻體高度上調至200cm以上,那么該建筑空間就會呈現(xiàn)出一種較為強烈的圍合感,另外其還帶有很強的空間劃分效用,L型墻體垂直面的圍合感比較弱,但是平行的墻體吹面的方向感以及導向性會比較強。可以合理的利用相應類型的墻體垂直面設計形式,提升該建筑空間的方位感,遵循建筑空間的設計原理,并依據(jù)原理設計各類的建筑空間形式,盡可能的滿足人們對于功能性建筑空間的各類需求。
3 δ-鐵素體對WAAM 壁體力學性能的影響
(2) 焊接工藝方法選用。 不同電弧工藝方法對壁體中δ-鐵素體含量的影響, 實際上是通過熔池金屬中的Cr
/Ni
比的影響實現(xiàn)的。 例如采用文中提及的填加冷絲的CMT 方法, 只需改變前后絲混合比, 獲得所需的Cr
/Ni
比值, 即可有效限制δ→γ 轉變, 確保所需的δ-鐵素體與奧氏體相比例。
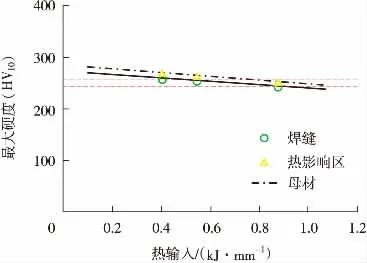

試樣的顯微硬度隨δ-鐵素體含量減小而呈現(xiàn)降低趨勢(圖11
)。 當δ-鐵素體含量為20%或18%時, 壁體的硬度達到母材硬度的上限即260HV, HAZ 的最高值為271HV。 當δ-鐵素體含量小于18%, 壁體硬度降至母材硬度下限240HV左右。 這是由于隨δ-鐵素體含量的減小, 壁體中的奧氏體含量增大(奧氏體組織硬度較低) 所致。
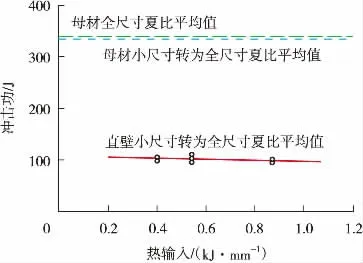
試樣的δ-鐵素體含量對-20 ℃沖擊韌性的影響如圖12
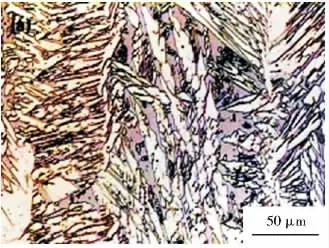
所示。 圖中虛線所示母材的韌性數(shù)值高達340 J, 而壁體的韌性數(shù)值為100 J, 僅為母材的三分之一。 另一個特點是壁體韌性變化幾乎與δ-鐵素體含量(即與所采用的熱輸入) 無關。 這首先是由于壁體中的δ-鐵素體含量過低,相比例中的奧氏體含量過高, 雙相組織的強度較弱, 無法形成對外加沖擊的巨大抗力, 涉及材料韌性開裂機理。 其次, 在制作過程中, 壁體冷卻速度較慢, 晶粒粗化性能變脆(圖13
)。
譯者考慮到中外讀者的語言習慣差異,刪去了“展現(xiàn)出鳳龍飛游的美感”這一并無實質意義的內容。另外,譯者將“與先祖的關聯(lián)”和“神話”“巫風”進行了信息重組,梳理了邏輯關系:楚人與先祖的關聯(lián)的具體表現(xiàn)就是“神話的流傳、巫風的激蕩”。
總之, 試樣的δ-鐵素體含量過低使其顯微組織中的鐵素體和奧氏體相比例失調, 以及晶粒粗化是壁體力學性能變差的主要原因。 文獻[13] 對含氮雙相不銹鋼焊縫的試驗結果認為,焊縫δ-鐵素體含量為30%時, 可獲得滿意的韌性和良好的抗腐蝕性能。 對于WAAM 雙相不銹鋼壁體中鐵素體和奧氏體最佳相比例, 應當通過工藝評定來確定。
一個高效的性能優(yōu)良的中文分詞系統(tǒng)應該具備幾個基本要素:分詞精度、分詞速度、系統(tǒng)可維護性、通用性、適應性,目前比較成熟的幾款分詞系統(tǒng)有:
4 熔敷層中δ-鐵素體組織控制機理
針對WAAM 壁體中δ-鐵素體含量過低致使力學性能變差的影響后果, 可以從以下幾個方面對熔敷層中的δ-鐵素體含量進行控制, 控制原理見表9。
以δ-鐵素體為初始析出相, 凝固終了時得到的組織完全是鐵素體的凝固模式, 稱為F 模式。 在高溫固態(tài)下δ-鐵素體是穩(wěn)定的。 當溫度低于δ-鐵素體固溶線, 奧氏體首先沿鐵素體晶粒邊界成核、 生長, 最終完全覆蓋了δ-鐵素體晶界。 繼續(xù)生成的奧氏體以多種板條形態(tài)(含魏氏側板條形態(tài)) 從晶界奧氏體長出, 或在δ-鐵素體晶內形成, 如圖2 所示。
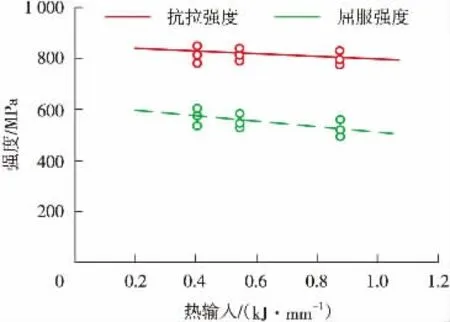
不同δ-鐵素體含量壁體力學性能測試結果見表8
和圖10~圖12
。 可以看出, 試樣的屈服強度和抗拉強度都隨著δ-鐵素體含量的減小(即熱輸入的增加) 而降低, 而且屈服強度曲線的下降斜率大于抗拉強度的斜率(圖10
)。 當壁體的δ-鐵素體含量降為16.5%時, 抗拉強度為800 MPa, 比母材的抗拉強度低30 MPa。 這是由于隨δ-鐵素體含量的減小, 壁體中的奧氏體含量增大(奧氏體組織強度較低) 所致。
為了檢測本文設定的基于河道行洪能力復核的防洪工程施工技術模型的評估效果,與傳統(tǒng)防洪工程施工技術模型進行了對比。
(3) 焊接參數(shù)的選用。 諸多焊接參數(shù)對δ-鐵素體含量的影響, 集中體現(xiàn)在熱輸入?yún)?shù)的影響。 而控制熱輸入以及層間溫度參數(shù), 實質上是控制熔池的冷卻速度不需要太慢, 以便遏制δ→γ 轉變, 獲得所需的δ-鐵素體與奧氏體相比例。
皖河流域中下游圩區(qū)3天最大暴雨大都發(fā)生在6月中旬至7月中旬。此時是棉花的蕾期、鈴期,雙早、中稻的分蘗后期與雙晚的返青期,作物耐淹水深小,排澇要求高,同時又逢長江的主汛期,內湖水位低于長江水位3~6 m,如圖4所示。自排機率幾乎沒有,唯一途徑是逆勢排水。
不難看出, 無論焊絲的選擇還是工藝的選用, 一個目的, 控制熔池成分 (Cr
/Ni
), 限制δ→γ 轉變, 確保δ-鐵素體與奧氏體相比例。 而焊接參數(shù)的選用, 主要通過熔池冷卻速度的控制, 對遏制δ→γ 轉變起輔助作用。
5 結 論
(1) 雙相不銹鋼WAAM 壁體顯微組織是在δ-鐵素體基體晶界和晶內分布著不同形態(tài)的奧氏體; 該組織是熔池冷卻過程中低于鐵素體固相線發(fā)生δ→γ 轉變的結果。
(2) 雙相不銹鋼填充焊絲化學成分(Cr
/Ni
對WAAM 壁體顯微組織的影響非常關鍵。 隨著成分 (Cr
/Ni
) 增大, δ-鐵素體含量增多。 熔敷工藝的影響亦是通過熔池成分 (Cr
/Ni
) 的變化來改變相比例的。 熱輸入的影響不明顯。
(3) 試樣的δ-鐵素體含量過低, 以及晶粒粗化對壁體力學性能產(chǎn)生不利的影響, 壁體中鐵素體和奧氏體最佳相比例, 應當通過工藝評定來確定。
(4) 通過焊絲和工藝方法控制熔池成分(Cr
/Ni
), 限制δ→γ 轉變, 確保δ-鐵素體與奧氏體相比例, 同時通過工藝參數(shù)的合理選用對熔池冷卻速度進行控制, 以便輔助性遏制δ→γ轉變。
[1] ALLEN J. An investigation into the comparative costs of additive manufacture vs. machine from solid for aero engine parts. Cost Effective Manufacture via Net-Shape Processing[A]. 2006:17-1-17-10.
[2] GEBHARDT A.Generative fertigungsverfahren,Generative manufacturing processes[M]. München: Carl Hanser Ver lag,2013.
[3] LACHMAYER R,LIPPERT RB,F(xiàn)AHLBUSCH T. 3D -Druck beleuchtet,3D printing illuminated[EB/OL]. [2021-10-17]. https: //doi.org// 10.1007/978-3-662-49056-3,2016.
[4] DING J,COLEGROVE P,MEHNEN J.Thermo-mechanical analysis of wire and arc additive layer manufacturing process on large multi-layerparts[J].Computational Materials Science,2011(50):3315-3322.
[5] COLEGROVE P A,COULES H E,F(xiàn)AIRMAN J,et al.Microstructure and residual stress improvement in wire and arc additively manufactured partsthrough high-pressure rolling[J]. Journal of Materials Processing Technology,2013,213(10):1782-1791.
[6] VAHID A H,MATS H,KJELL H,et al. Wire-arc additive manufacturing of a duplex stainless steel:thermal cycle analysis and microstructure characterization[J]. Welding in the World,2019(63):975-987.
[7] ERIKSSON M,LERV G M, SRENSEN C,et al. Additive manufacture of superduplex stainless steel using WAAM[J].MATEC Web of Conferences,2018(188):03014.
[8] WITTIG B,ZINKE M,JüTTNER S. Influence of arc energy and filler metal composition on the microstructure in wire arc additive manufacturing of duplex stainless steels[J]. Welding in the World,2021(65):47-56.
[9] AENOR. Petroleum, petrochemical and natural gas in dustries-test methods for quality control of microstructure of ferritic/austenitic (duplex)stainless steels:ISO 17781-2017[S].Beuth,Berlin:ISO(the International Organization for Stan-dardization),2017.
[10] LIPPOLD J C,KOTECKI D J. Welding metallurgy and weldabilityof stainless steels[M]. Publishing,Hoboken,NJ,USA:John Wiley & Sons,Inc.,2005.
[11] RAMIREZ A J,BRANDI S,LIPPOLD J C.The relationship between chromium nitride and secondary austenite precipitation in duplex stainless steel[J]. Metallurgical and Materials Transactions A,2003(34): 1575-1597.
[12] STüTZER J,TOTZAUER T,WITTIG,B,et al.GMAW cold wire technology for adjusting the ferrite-austenite ratio of wire and arc additive manufactured duplex stainless steel components[J].Metals,2019,564(9):1-13.
[13] FOLKHARD E.不銹鋼焊接冶金[M]. 栗卓新,朱學軍譯. 北京:化學工業(yè)出版社,2004.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術與機床(2015年10期)2015-04-09 07:06:00
