25Cr-35Ni-Nb 裂解爐管焊接工藝要點
2022-02-11 06:01:14羅運良
焊管 2022年1期
關鍵詞:焊縫
本研究介紹的裂解爐管用25Cr-35Ni-Nb 材料用于美國美孚德克薩斯州烯烴裂解廠項目, 該項目采用模塊化建造的新興方式對工廠進行前期規劃和設計, 涉及大量熱強鋼、 耐熱鋼的焊接,其中比較核心的模塊涉及離心鑄造25Cr-35Ni-Nb 高溫裂解爐管的焊接。 裂解爐管長期在高溫滲碳及氧化的條件下服役, 具有較高的耐蝕性、抗氧化性等, 服役溫度能達到1 000 ℃以上。25Cr-35Ni-Nb 材料合金成分含量較高, 焊接性比較復雜, 本研究通過前期的焊材選擇、 焊工實操練習以及現場產品的模擬試驗
, 最終優化了裂解爐管用材料的焊接工藝參數, 保證了項目的順利完成, 項目完工時裂解爐管的一次焊接合格率達到99.9%以上。
1 裂解爐管化學成分及焊接性分析
1.1 化學成分
裂解爐管用25Cr-35Ni-Nb 材料屬于離心鑄造的高鎳鉻合金, 由于鋼中加入了鉻、 鎳、鉬等合金元素, 化學成分比較復雜, 其中加入的鉻元素主要作用是提高耐蝕性, 鉻的氧化物比較致密, 不易分解, 能有效起到保護膜的作用; 鎳元素可以提高鋼的耐酸堿腐蝕性, 可以促進耐熱鋼氧化膜的穩定性, 提高鋼的熱力學穩定性, 對提高耐熱鋼的高溫抗氧化性有很大作用; 鉬是鋼種的強化元素, 鉬優先進入固溶體中使其強化, 提高了鋼的熱強性。 本工藝試驗使用的高鎳鉻合金25Cr-35Ni-Nb 裂解爐管的化學成分見表1。

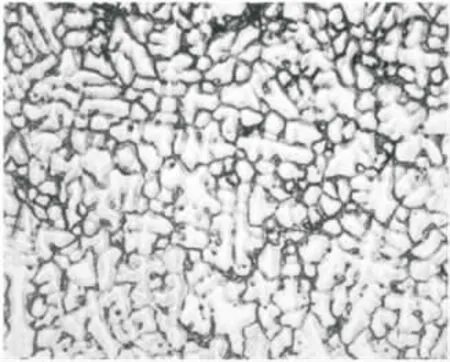
由于該裂解爐管采用離心鑄造法制造, 不僅制造效率高而且鑄管的組織致密。 該材料的微觀組織中, 柱狀晶組織占比為45%~85%,等軸晶組織占比為15%~55%。 其微觀組織如圖1 所示。
具體來講,劉德平教授的“桑葉苦瓜糖果壓片”是通過四步來完成安全、穩定地調節血糖功能的:第一步:激活胰島。“桑葉苦瓜糖果壓片”通過激活胰島、激活胰島素受體,提高胰島素有效利用率,使血糖調節系統發揮正常作用。第二步:調節血糖。胰島素、胰島素受體的激活,恢復了機體正常血糖代謝能力,實現降低血糖的目的。第三步:調整代謝系統。由于胰島素的激活和有效利用,機體的蛋白代謝系統、脂代謝系統也逐步由紊亂狀態調整到正常狀態。第四步:穩定。隨著糖、蛋白質、脂肪三大代謝系統趨于正常,機體內部的各種調節系統逐漸進入良性循環狀態,糖尿病患者的各種癥狀因此逐步減輕和消失。
【12】湯顯祖《牡丹亭記題詞》,見《牡丹亭記題詞》,見徐朔方箋校《湯顯祖全集》,北京古籍出版社1999年版,第1153頁。
1.2 焊接性分析
一般來說, 合金鋼元素含量越多, 熱導率越低, 而線膨脹系數越大, 電阻率也越高。 由于高合金鋼的這些特殊的物理性能, 焊接過程中會引起較大的焊接變形, 產生較大的殘余應力, 焊接過程中需嚴格控制熱輸入, 盡量采用小電流多層多道焊
。
25Cr-35Ni-Nb 材料屬于高合金鋼, 尤其是Cr 和Ni 元素的含量較高, 焊接時在焊縫及近焊縫區有產生熱裂紋的可能性, 最常見的是焊縫凝固裂紋
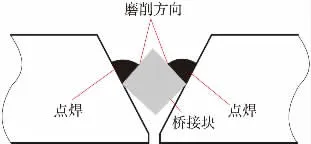
。 焊接熱裂紋的產生原因, 一方面與焊接局部加熱和冷卻條件下, 接頭在冷卻過程中產生較大的拉應力有關; 另一方面與高合金鋼合金成分比較高, 焊接凝固過程中存在雜質偏析有關。 焊接過程中對雜質含量較為敏感, 焊前清理比較嚴格
。 另外由于存在雜質的偏析, 在焊接弧坑位置易產生弧坑裂紋, 如圖2 所示。

2 焊接技術要求
針對裂解爐管的焊接特性, 要求其焊接全部使用氬弧焊工藝, 采用不擺動或少擺動的多道焊方式, 盡量使用較小的焊接熱輸入。 第一層焊接完成后嚴格檢查焊道質量, 不允許有裂紋及其他焊接缺陷; 第二層焊接后需要進行PT 檢測, 檢測合格后才能進行下一道的焊接; 盡量減少裂解爐管的焊接返修, 焊接合格率要求達到98%以上。
2.1 一般原則性要求
(1) 所有接頭采用氬弧焊方法完成。 氬弧焊設備極性為DCEN , 高頻引弧, 電流衰減及氣體延遲保護, 延遲時間為4~6 s。
(2) 弧坑要及時填滿以防止弧坑裂紋產生;多層焊接的電弧終止端要相互錯開
。
(3) 嚴格按獲批準的WPS 要求控制層間溫度, 以避免因接頭過熱產生熱裂紋, 層間溫度須使用接觸式數字測溫儀進行測量
。
先天性肥厚性幽門狹窄是幽門環肌肥厚增生、幽門腔狹窄導致不全梗阻,是新生兒期常見疾病。依據地理、時令和種族,有不同的發病率。歐美國家較高,約為2.5‰~8.8‰,亞洲地區相對較低,我國發病率為3‰,以男性居多,男女之比為4:1~5:1,有些地區甚至高達9:1。多見于第一胎,占總病例數的40%~60%。本病病因目前不清楚,有幾種假說:肌層先天性發育異常、神經發育異常、遺傳因素、內分泌因素、環境因素、肌肉酶、血型等與發病有一定關系。
依據GB 50023—2009《建筑抗震鑒定標準》中B類砌體房屋抗震鑒定的相關條款,對建筑進行第1級鑒定如下:
(4) 嚴格控制焊道寬度, 打底焊道寬度不得超過6 mm, 第二層焊道寬度不得超過8 mm, 填充和蓋面的焊道寬度不得超過10 mm。
一定程度的意譯,靈活變通是必要的,但需要仔細考察變通后的利害關系,反復權衡,倘若超出了限度,便會曲解原文之意;因此,譯者應在堅持經的基礎上,適度行權。遇到不能兩全情況之時,則需權衡輕重,靈活應變。正如《墨子·經上》所言:“兩利相權取其重,兩害相權取其輕。”權,是一種辯證的認識方法,這便需要處理應變事物的能力,即權變思維。
2.2 焊接流程
2.2.1 坡口準備和組對
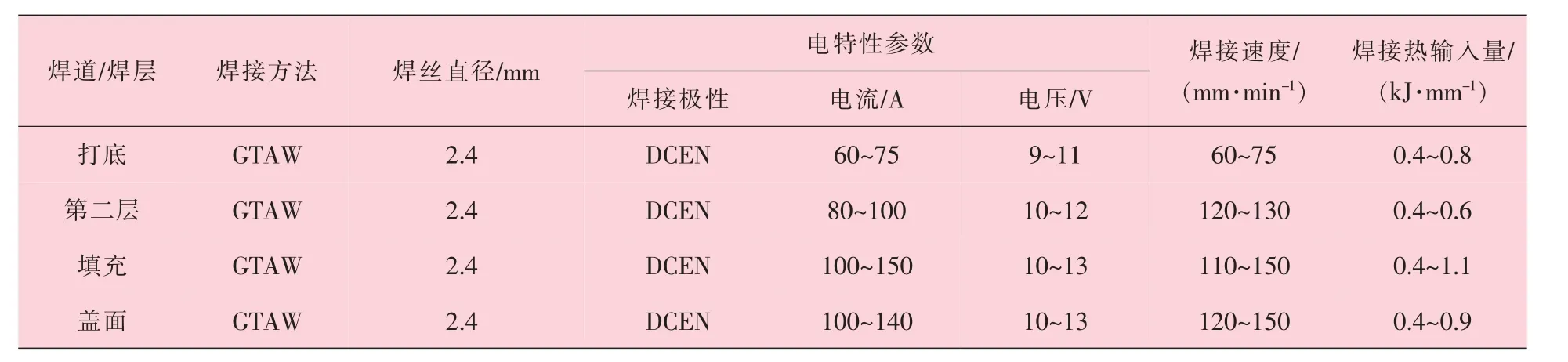
2.2.4 焊接參數
(1) Fe-Ni 基耐蝕合金表面由于氧化皮熔點較高, 加上一些其他元素, 如Pb、 S 和As等, 基本都可以與Ni 形成有害元素, 從而讓焊接物的合金熱裂傾向增加。 因此焊前需要仔細清除坡口及內外表面的各種污染物質, 坡口內外25 mm 范圍內需打磨并用干布去除油、漆和污垢直到露出優質金屬表面。
(2) 組對前必須進行PT 檢驗以保證待焊接區域 (坡口外表面25 mm 范圍) 無微觀裂紋,PT 檢驗時注意管內壁保護, 防止污染。
Irritation of pseudo-preservatives and the methods for reducing irritation 3 30
(3) 組對時, 使用管線夾通過螺絲扣調整根部間隙時, 管線夾必須采用不銹鋼材料以防止污染母材。
(3) 如打底焊道咬邊和過高凸起而不能接受時, 須在焊接熱焊道前進行打磨處理及重新焊接。
打底焊接前, 純度99.997%的氬氣充滿管線內部, 保證背部充氣中的氧氣含量小于0.2%。背部供氣需保持直到焊接完成6.5 mm 厚填充金屬(至少3 層)。
(4)一軸兩極三片的空間格局基本成型。從中心度及結構洞分析來看,三峽地區旅游經過近20年發展,形成以解放碑(朝天門)、白帝城、小三峽、三峽大壩、神農溪、三峽人家、恩施大峽谷、武漢東湖等共12個景區為核心的旅游節點,其中以重慶解放碑、小三峽、三峽大壩、白帝城為最重要核心節點。據此,本文認為三峽旅游在空間形態上基本呈現一軸兩極三片的空間格局,即長江軸線、成渝都市圈發展極、武漢都市圈發展極、奉節-巫山-宜昌發展片區、奉節—恩施—宜昌發展片區、萬州-涪陵中線發展片區。
2.2.3 點焊
點焊采用橋接塊, 焊點不可點在母材表面,而是焊在坡口表面且不是打底位置。 點焊位置如圖3 所示。
此次代表貴州茅臺出戰的醬香系列酒,一出手即在“國評”中大獲全勝,再一次向世人證明——茅臺出品,必屬精品。
(1) 通常填充焊道焊接至焊縫金屬低于接頭表面0.5 mm 為宜, 以利于蓋面焊接。 蓋面焊接過程中, 電弧鋸齒狀均勻擺動, 焊縫表面余高應≤3 mm。
2.2.5 打底焊接
2.2.7 填充和蓋面焊
(2) 為保證焊接質量, 繼續焊接前弧坑須打磨削薄以利于停止點的焊接而不會留下由RT 檢查出的小缺陷。
2.2.2 背部充氣
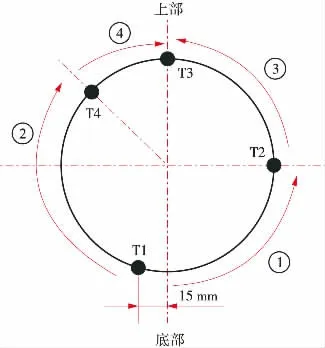
(4) 打底焊焊接順序如圖4 所示。 點焊位置為圖4 中T1、 T2、 T3 和T4。 總是采用立向上焊接, 焊接順序: 焊①→移除T1→焊②→移除T2→焊③→移除T3 和T4 →焊④→完成焊接。
2.2.6 第二層焊道
打底焊完成后熔渣和外部材料必須清理干凈, 氧化渣須通過不銹鋼絲刷移除, 第二層后需進行PT 檢測, 避免因根部缺陷導致的焊接返修。
(5) 焊接時端頭氧化的、 未使用的焊材禁止熔入焊道, 須割除端頭氧化層; 砂輪片須標注僅用于25Cr-35Ni-Nb 材料; 鋼絲刷采用不銹鋼材料
。
(1) 打底焊接過程中, 通過根部間隙觀察打底焊道是否存在氧化、 未焊透及凸起過高, 這些缺陷都需要移除并重新焊接, 這種檢查要重復進行直到根部間隙封閉。
25Cr-35Ni-Nb 裂解爐管的焊接工藝參數要求見表2。
自20世紀50年代仿真技術發展以來,軍事訓練仿真技術的應用已達到相當規模和水平。訓練模擬設備和軍事模擬系統直接或間接地促進了戰斗力的產生。然而,隨著高科技武器裝備在現代軍事作戰應用的比例不斷增加,完全依靠簡單傳統模擬器的訓練方法已無法滿足高科技武器裝備系統關系復雜、規模龐大的訓練需求。而隨著裝備技術研究的進步,嵌入式仿真訓練的方法可以為以上問題提供新的解決思路。
(2) 在任何情況下, 開始焊接前, 現存的起始和結束點須打磨處理以便新焊道平滑過渡。
(3) 每焊完一層焊道, 應徹底打磨, 并經質量檢查合格后方可進行下一層的焊接。 多層焊的層間接頭應錯開, 嚴格控制層間溫度, 層間溫度不得超過100 ℃
。
配制化學鍍鎳溶液:六水合硫酸鎳30.00 g/L(換算成鎳的質量濃度為6.701 g/L),檸檬酸10 g/L,乳酸10 mL/L,次磷酸鈉36 g/L。吸取11份1 mL的化學鍍鎳溶液,分別置于300 mL燒杯中,加水80 mL稀釋,各加10%的二乙基二硫代氨基甲酸鈉溶液0.8 mL,然后用稀鹽酸或氫氧化鈉溶液調節成不同的pH,再向各燒杯中補加水至100 mL。沉淀60 min后用定量濾紙過濾,以原子吸收分光光度法測定各濾液中鎳的質量濃度,結果列于表1。
(4) 完成蓋面后采取緩冷措施。 在最終焊接完成5 min 內, 用保溫棉包裹焊縫并用鐵絲綁住使焊縫緩慢冷卻。
3 焊接檢驗
3.1 焊后檢驗
外觀檢驗要求: 焊縫成型良好, 焊縫與母材圓滑過渡, 無裂紋、 氣孔、 夾渣和飛濺; 焊縫表面不大于1.6 mm, 焊縫寬度均勻, 不允許有咬邊。 其他要求滿足ASME B31.3 和業主規格書的相關要求。
焊工經培訓后嚴格按照要求進行焊接, 實現產品所有接頭焊接完畢后都滿足外觀檢驗的要求。
3.2 無損檢測
接頭在焊接完畢后進行焊縫金屬和熱影響區100%PT 和RT 檢查。 RT 靈敏度要求為2~2t (t 為板厚), 接收標準增加了: ①任何線性缺陷和咬邊是不可接受的; ②任何4 個及以上非線性缺陷之間的距離小于1.6 mm 都是不可接受的; ③單個非線性缺陷直徑大于1.6 mm 是不可接受的。
通過焊工培訓和優化焊接參數, 最終該項目1 280 道焊縫中只出現1 道焊縫不符合無損檢測要求, 該道焊縫出現了超過1.6 mm 未熔合缺陷,后續通過1 次焊接返修, 無損檢測合格。
4 結 論
(1) 結合裂解爐管用25Cr-35Ni-Nb 材料的焊接性分析以及前期的焊接性試驗, 總結了項目中裂解爐管用鋼25Cr-35Ni-Nb 的焊接工藝要點, 如多層多道焊、 小擺動寬度、 小線能量、 根部焊道的PT 檢測等。
(2) 選擇合適的焊接工藝參數用于25Cr-35Ni-Nb 裂解爐管的焊接, 最終實現項目1 280 道焊縫僅出現1 道焊縫返修, 一次焊接合格率達到99.9%以上。
[1] ASME International (ASME).Welding,brazing and fusing qualifications:ASME BPVC IX—2019[S]. Washington,USA:ASME,2019.
[2] US-AWS. Recommended practice for welding of Cr-Mo steel piping and tubing:AWS D10.8[S]. Miami,USA:AWS,1996.
[3] Amarican petroleum institute. Welding guidelines for the chemical,oil,and gas industries:API RP 582—2016[S].Washington,USA:API,2001.
[4] 張善勇,賀慶,王艷杰,等. 鎳鉻合金裂解爐管的現場焊接技術[J]. 甘肅科技,2008,24(8):55-59.
[5] 申大偉. 乙烯裂解爐輻射爐管KHR45A 材料的焊接工藝[J]. 焊接技術,2004. 33(1): 54-56.
[6] 周振豐. 焊接冶金學與金屬焊接性 (修訂本)[M]. 北京:機械工業出版社,1988.
[7] 錢昌黔. 耐熱鋼焊接[M]. 北京:水利水電出版社,1988.
[8] 王文瀚. 焊接技術手冊[M]. 鄭州: 河南科學技術出版社,2000.
[9] 尹士科. 焊接材料手冊[M]. 北京: 工業出版社,2000.
[10] 范長信,張紅軍,周榮燦,等. 超超臨界機組鍋爐用新型耐熱鋼的焊接[J]. 電力設備,2006(4):11-14.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
