大批量柔性制造模式下光伏行業高級計劃排程策略研究
2022-02-11 11:46:30張澤宇趙燦燦車晉偉
制造業自動化 2022年1期
張澤宇,何 山,趙燦燦,李 凡,車晉偉
(1.首都經濟貿易大學 管理工程學院,北京 100070;2.北京機械工業自動化研究所有限公司,北京 100120)
0 引言
隨著我國經濟與科技的高速發展,能源短缺與環境污染等問題愈發嚴重。光伏行業是近幾年來全球發展最快的新能源行業,它對環境保護,能源的節約有著非常重要的意義。
光伏行業太陽能電池片產品生產是一種典型的大批量柔性制造生產方式,企業需要大量數據和算法的支撐,并結合自身的實際情況對市場預測、銷售訂單、庫存存貨、車間在制、生產資源等各個因素進行綜合考量。近年來,國內外諸多學者針對光伏行業等大批量柔性制造生產方式下的計劃排程做了諸多相關的研究。王新等人提出了一種支持柔性生產計劃的生產任務元分解分配模型,以提高大批量制造模式下生產任務的可控性和生產計劃的執行柔性[1]。劉巍巍等人提出一種推拉結合的生產計劃與調度模型,以拉式補貨的方式制訂基于有限產能的車間作業計劃,并結合工序流轉卡等方式進行推式生產,以保證生產過程的良好連續性和均衡性[2]。王延平以含有限緩沖區的上下游生產線部件成品關聯結構為對象,基于改進單純形法和兩階段關聯加權均值預測算法,對多條生產線協調生產的規劃問題進行了研究[3]。
本文深度調研了光伏行業太陽能電池片生產工藝和生產組織方式,在研究分析各生產類型計劃排產特點的基礎上,提出了一種大批量柔性制造模式下的APS高級計劃排產策略,并基于Web技術和JAVA開發語言對系統功能進行了開發實現。
1 光伏生產工藝及生產組織方式
太陽能電池不同型號產品在原材料、生產工藝參數等方面存在較大不同,但總體生產工藝加工流轉過程差別不大,產品生產工藝需要經過制絨、擴散、SE、刻蝕、退火、背鈍化、背鍍膜、鍍膜、絲印分選等9個工藝階段加工,車間一般采用分段式生產線布局,各工藝階段分別對應多條生產線,原材料硅片按工藝順序依次通過不同加工設備,進行生產線流水作業。光伏太陽能電池生產工藝及生產組織方式如圖1所示。

圖1 光伏太陽能電池生產工藝及生產組織方式
光伏行業太陽能電池片產品規格型號品種多,產品生產批量大,工藝路線高度一致,但不同型號產品生產工藝參數差別較大,是一種典型的大批量柔性制造生產方式。產品生產過程中根據工藝階段劃分生產單元,生產單元內部包含多個生產線,各生產單元之間整體按流水線生產的形式組織生產,前后工藝階段對應的生產單元內單條生產線之間產能節拍不匹配,但前后段生產單元之間總產能匹配。
2 生產計劃排產策略概述
按照企業進行組織生產的特點和企業的需求響應策略,可以把制造類企業分為面向庫存生產MTS、面向訂單生產MTO、面向訂單裝組裝ATO和面向定單設計ETO四種生產類型,不同生產類型對應不同的生產計劃排產策略。MTS型企業根據市場需求預測及企業自身的庫存存量制定生產計劃,一般對應產品類型單一的大批量流水作業。MTO型企業根據市場訂單中指定的某規格產品進行生產排程,并把庫存降至最低,一般對應多品種變批量生產。ATO型企業根據顧客訂單進行個性化組裝,需要一定的選配件庫存以實現對市場需求的快速響應,一般對應大規模定制生產。ETO型企業根據客戶產品訂單的特定需求,從產品設計工藝開始一直到成品產出進行完全定制化生產,一般對應單件項目型生產。
當前光伏行業太陽能電池片產品市場下行壓力巨大,多數光伏太陽能電池片生產制造企業正逐步由傳統的面向庫存式生產(MTS,Make to Stock)向面向訂單式生產(MTO,Make to Order)轉變,相應的計劃排產策略也逐步由以產定銷向以銷定產進行轉變。在轉型過渡期間,企業生產計劃排產時會優先響應市場需求,按銷售訂單需求進行排產,當銷售訂單的需求量預計不能確保工廠滿負荷生產時,會進行產銷協調,按庫存補充生產需求。
光伏行業太陽能電池片生產是一種典型的大批量柔性制造生產方式,在生產計劃排產時,需要按照各生產單元總日產能,由最終產品的日產出計劃,拉動產生前序各工藝階段所對應生產單元的日產出計劃,各生產單元日產出計劃之間協調匹配,保證日生產計劃能夠在各段生產單元之間有序流轉。大批量柔性制造生產計劃排產需要解決在各生產單元內部,科學合理地安排訂單產品應該至于生產單元內哪條生產線或工作中心作業,找到各工序加工生產分配的最優解,保證發揮各最大產能,并保持各生產單元生產協調性。
3 大批量柔性制造計劃排產策略研究
光伏行業大批量柔性制造生產組織方式下的生產計劃排產,首先需要確定任務投產優先級,然后為任務產品指定生產線,根據產品任務數量時間要求,考慮車間生產線能力、廢品率、BOM定額等關鍵信息,編制各產品、半成品對應的各段生產線的日計劃,生產線作業計劃按日、按班次、按各段產線編制,計劃結果中可以明確各生產線的任務產品/半成品、計劃數量等信息。根據生產執行情況,能夠進行生產線作業計劃滾動編制。光伏行業大批量柔性制造生產組織方式下,生產計劃排產過程具體算法流程如圖2所示。

圖2 大批量柔性制造計劃排產算法流程
1)確認任務投產優先級
生產線計劃排產僅考慮已下達至車間的生產任務,企業車間可同時對多個生產任務進行排產,因此需要確認已下達生產任務的投產優先級,各生產任務投產順序需要根據其優先級進行判定,優先級高的生產計劃,會優先進行排產投產。產品生產任務的投產優先級可以根據交期、臨界比等算法自動確認自動判定,并能夠對關鍵客戶產品、高利潤額產品進行人工指定優先級。
2)任務指定生產線
光伏行業大批量柔性制造生產組織方式下,車間按工藝階段生產單元布局,生產單元內部包含多個生產線,前后工藝階段對應的生產單元內單條生產線之間產能節拍不匹配。為保持各生產單元、生產線之間的生產協調性,并盡可能發揮關鍵生產單元、生產線最大產能,需要根據車間產品制造BOM、工藝路線,將任務產品、半成品分別指定到對應的生產線進行排產,使各產品任務在車間內各產線上協同有序生產。
3)確認各生產線作業計劃凈需求
產品生產任務需求量為毛需求,需要考慮任務已完成情況,確定產品任務剩余計劃量即凈需求量。根據任務凈需求量,需要根據產品制造BOM關系,進一步考慮各子項現有量資源、車間在制量,按BOM定額、廢品率和任務產品生產線指定結果,計算各生產線作業計劃凈需求量。
4)確認各生產線能力
根據工藝參數以及設備額定能力數據測算各生產線理論產能,并進一步考慮設備維修保養、返工返修、新品試制等過程占用的生產線產能,最終確認各段生產線實際產能。
5)確認瓶頸資源
根據產品生產線指定關系、生產線能力數據,識別產品生產工藝過程的關鍵瓶頸資源,并確認關鍵瓶頸資源能力。根據生產線實際產能數據,按廢品率分別得出最終產品產出數量,測算出的產出量最小的即為關鍵瓶頸資源。在生產線作業計劃排產過程中,應以關鍵瓶頸資源能力為依據,協調各生產線作業計劃排產數量,確保產品生產單元間的協同性。
6)編制生產線作業計劃
根據任務投產優先級順序,依次編制各任務對應的生產線作業計劃。生產線作業計劃編制過程中,經過產品生產線指定后,根據產品任務在各段生產線上的凈需求量,拉動計算各子線任務需求,并按照各段生產線能力進行平衡,考慮瓶頸資源能力,以保證各生產單元間的生產協同性。
生產線作業計劃編制用正排,從車間生產線有產能的日期開始排產。根據產品生產任務在各段生產線上的凈需求量,考慮瓶頸資源能力,確定各生產線作業計劃排產數量,將產品生產月計劃拆分為每天、每班次的生產線作業計劃,以保證各工序間的生產協同性。生產線當日產能未完全占用時,其他任務可以繼續在該生產線進行排產。
生產線作業計劃按班次滾動編制,在滾動編制過程中,根據生產線作業計劃的執行情況,更新對應的生產線凈需求量。若實際產出量大于計劃產出量,則多余部分算作工序半成品在制,下一周期生產線作業計劃編制時,算為生產線現有資源;若實際產出小于計劃產出,則不足部分在下一周期生產線作業計劃編制時,算為生產線補充需求。
4 系統實現
基于所研究的大批量柔性制造計劃排產策略,本文依托北自所RS10產品技術架構,構建瀏覽器、應用服務器、數據庫服務器三層體系結構,對大批量柔性制造模式下光伏行業高級計劃排程功能進行了實現。系統平臺依托IBM Websphere應用服務器和ORACLE數據庫,基于J2EE企業級應用開發規范,采用最新的Web技術和JAVA開發語言,設計開發了大批量柔性制造高級計劃排程系統,如圖3所示。選擇排產任務,系統首先進行任務投產優先級計算;任務指定生產線后,執行計劃編制,系統算法考慮生產線作業計劃凈需求、生產線能力、瓶頸資源、BOM定額、廢品率等因素,由最終產品拉動產生各級生產線日計劃。
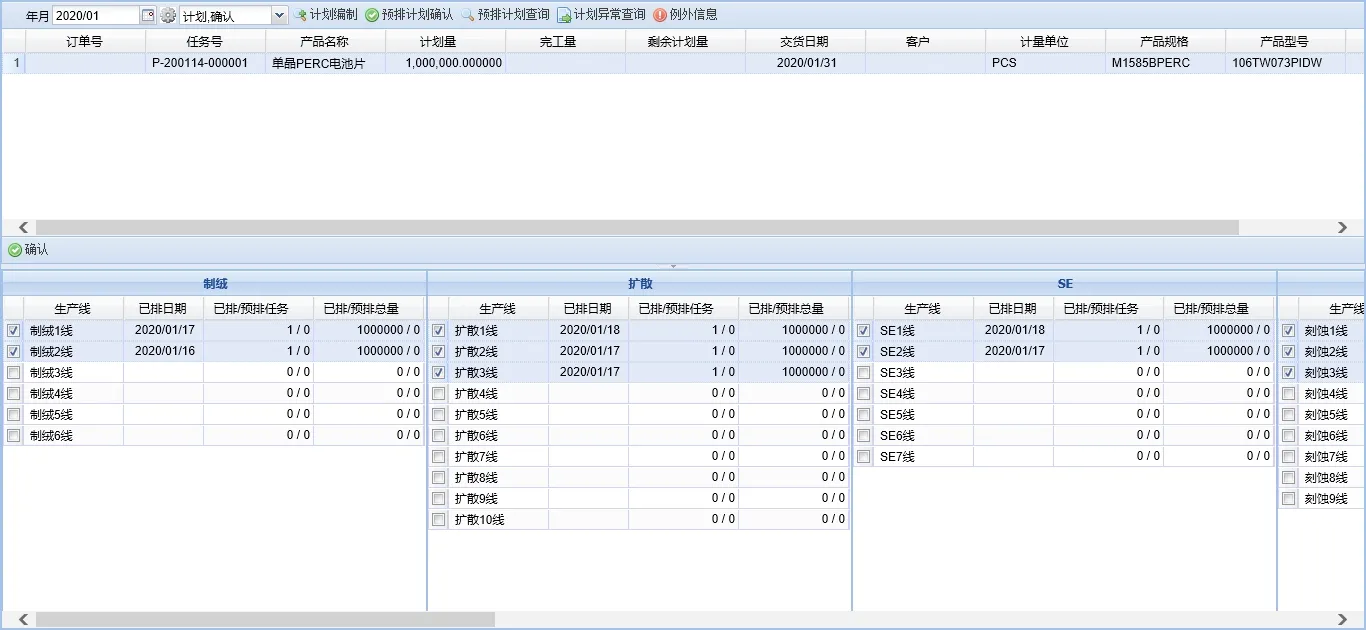
圖3 大批量柔性制造高級計劃排程系統
5 結語
本文在分析光伏行業太陽能電池片生產工藝、生產組織方式以及各生產類型計劃排產特點的基礎上,對大批量柔性制造模式下的APS高級計劃排產策略進行了研究,并基于Web技術和JAVA開發語言實現了對高級計劃排程系統的設計開發。基于所研究排產策略,系統能夠考慮生產需求、現有資源和生產能力,由最終產品需求拉動產生前序各工藝階段所對應生產線日產出計劃,計劃能夠在各段生產單元之間有序流轉,各生產單元日產出計劃之間協調匹配。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
故事大王(2016年7期)2016-09-22 17:30:08
Coco薇(2015年1期)2015-08-13 02:23:50
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
兒童故事畫報(2013年3期)2013-06-24 05:40:30
玩具(2009年10期)2009-11-04 02:33:14
小哥白尼·軍事科學畫報(2009年9期)2009-09-14 03:18:56
