工程機械用Q690鋼的熱變形行為
2022-02-12 10:33:46王程明
理化檢驗(物理分冊) 2022年12期
王程明, 楊 浩
(河鋼材料技術研究院, 石家莊 050000)
工程機械用鋼廣泛應用于汽車、航空、機械、海洋等領域,由于工作環境惡劣,且近年來隨著各領域對工程機械用鋼的需求量大幅增加,工程機械用鋼不斷向綜合性能更好的方向發展,尤其要具備優良的熱加工性能。不少學者對工程機械用Q690鋼[1-2]的耐磨損性能、焊接性能、塑性、韌性以及新品種研發等方面進行了大量研究,但對該材料高溫熱變形方面的研究相對較少。
筆者采用Gleeble3800型熱模擬試驗機對工程機械用Q690鋼進行高溫壓縮試驗,建立了材料的真應力-真應變曲線,分析了變形溫度和應變速率對Q690鋼熱變形行為的影響,構建了材料的熱變形方程和熱加工圖,并觀察了不同熱變形條件下材料的顯微組織,結果可為確定合適的熱加工參數提供參考。
1 試驗材料及方法
試驗材料為某廠真空爐冶煉的工程機械用Q690鋼,該鋼的化學成分如表1所示。
表1 工程機械用Q690鋼的化學成分 %
將材料線切割加工成尺寸為10 mm×15 mm(直徑×高度)的標準圓柱試樣,利用Gleeble3800型熱模擬試驗機對試樣進行高溫壓縮試驗,試驗過程中,為避免試樣發生氧化,將試驗腔抽真空結束后充入氬氣,使整個試驗均在保護氣氛中。
具體試驗工藝為:將試樣以10 ℃/s的速率升溫至1 200 ℃,保溫3 min后,以5 ℃/s的速率降溫至變形溫度,即1 150,1 100,1 050,1 000,950,900,850 ℃,保溫30 s,分別以0.01,0.1,1,10 s-1的應變速率進行50%的壓縮變形。變形結束后,為保留原組織,對試樣進行快速水冷;將變形后的試樣沿軸向切割,制成金相試樣,經研磨、拋光后,用過飽和三硝基苯酚和適量洗發水進行腐蝕,為避免過度腐蝕,要不時地將試樣從溶液中拿出,并用脫脂棉擦拭可能存在的殘留劑,最后采用光學顯微鏡觀察試樣的顯微組織。
2 試驗結果與分析
2.1 Q690鋼的真應力-真應變曲線
Q690鋼在不同變形溫度和應變速率下的真應力-真應變曲線如圖1所示,由圖1可以看出:在不同變形條件下,Q690鋼的流變應力均隨溫度的降低和應變速率的升高而增加。在溫度為1 150 ℃,應變速率為0.01 s-1的高變形溫度、低應變速率條件下,Q690鋼呈現出明顯的動態再結晶現象,在流變應力曲線上表現為流變應力先增加后降低,最后趨于平穩,有明顯的峰值應力;而在高應變速率、低變形溫度下,Q690鋼呈現出明顯的動態回復現象,流變應力曲線并沒有明顯的峰值應力,該條件下Q690鋼不易發生動態再結晶,如溫度為850 ℃,應變速率為10 s-1的熱變形條件。
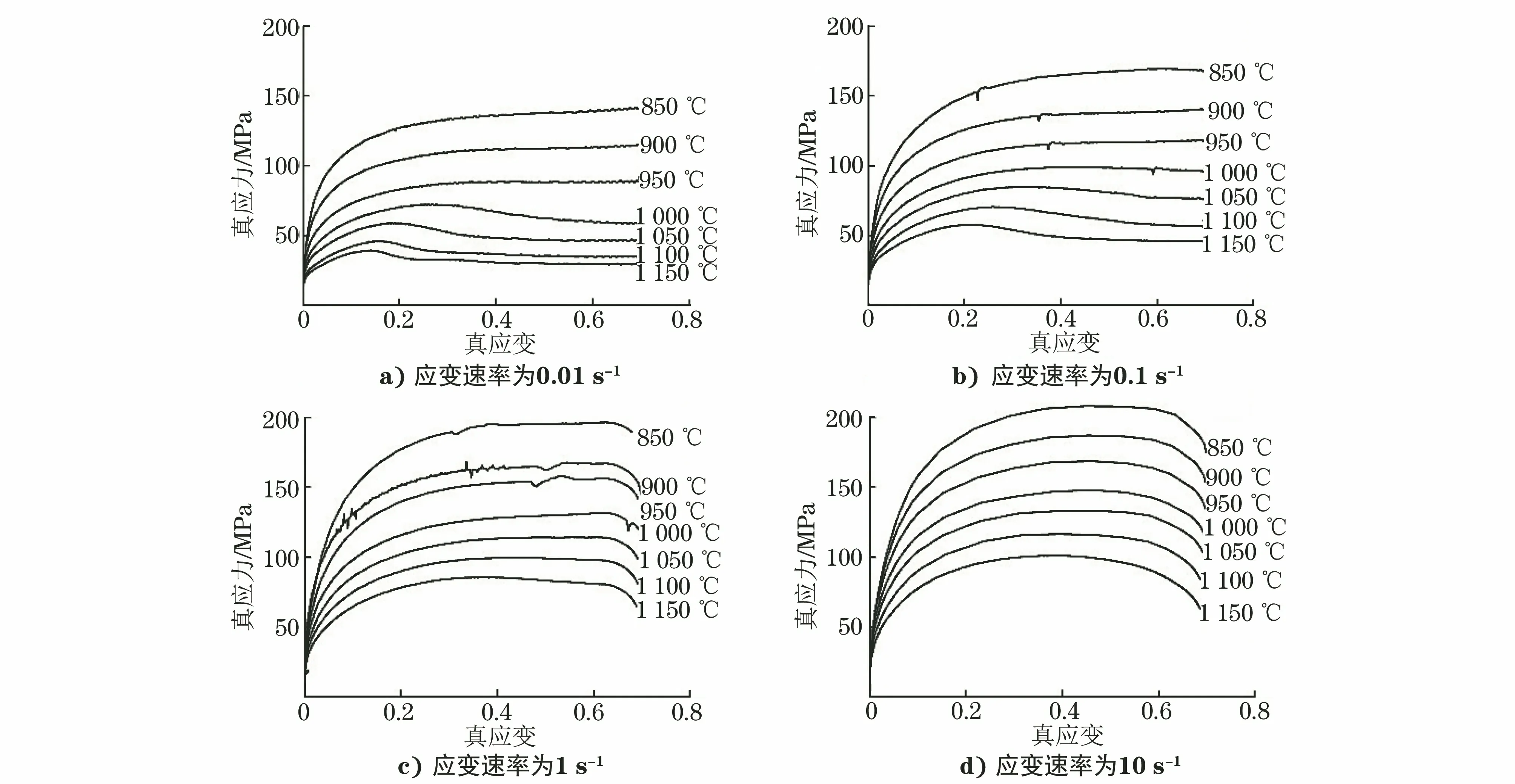
圖1 Q690鋼在不同變形溫度和應變速率下的真應力-真應變曲線
在同一應變速率下,Q690鋼流變應力隨變形溫度的升高而降低,這是因為溫度越高,材料的熱激活能就越強,原子有了足夠的活動能,晶界阻力降低,導致流變應力減小。
在同一變形溫度下,Q690鋼流變應力隨應變速率的升高而增加,這一現象是由位錯密度增加導致的。應變速率增大不僅使得位錯密度增加,變形受到阻礙,而且會縮短動態再結晶時間,阻礙再結晶發生,導致流變應力增加。
2.2 Q690鋼的熱變形本構方程
熱變形本構方程是描述材料變形行為的重要數學模型,闡述了應力應變、應變速率以及溫度之間的關系,本構方程的建立對建立數值模擬模型具有重要意義。
為建立Q690鋼的熱變形本構方程,采用SELLARS提出的雙曲正弦模型[3-6]來表達,如式(1)所示。

(1)

將式(1)兩邊取對數,得到

(2)

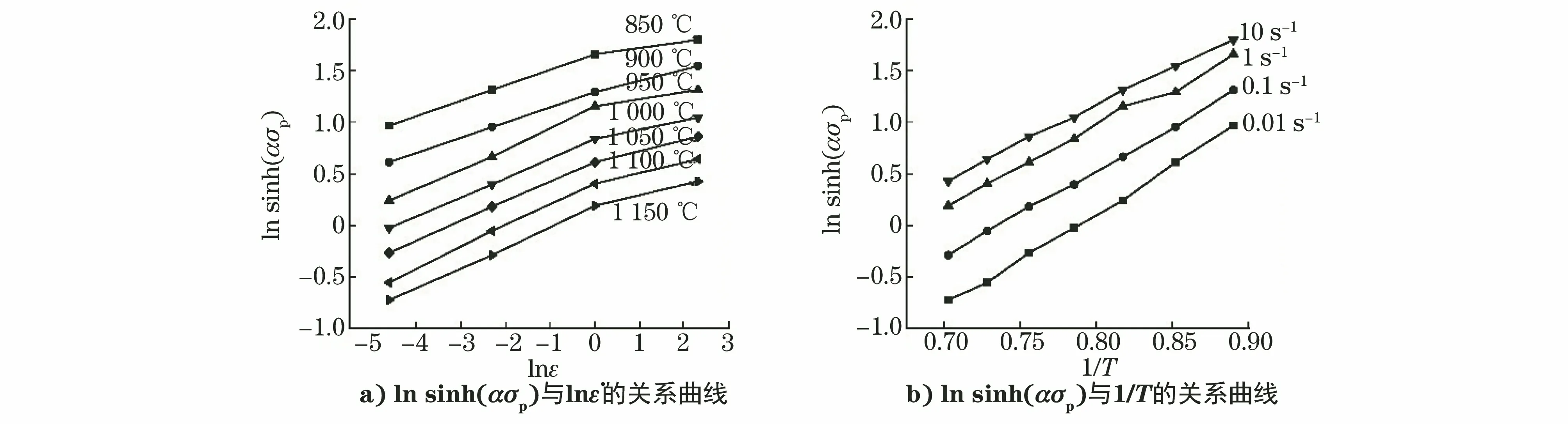
圖2 ln sinh(ασp)與和的關系曲線
對式(1)進行變換,即可得到Zener-Hollomon(Z)參數的表達式,可用來描述變形溫度與應變速率之間的關系,如式(3)所示。
Z=A[sinh(ασp)]n
(3)
對式(3)兩邊求導,可得到lnZ與ln sinh(ασp)的關系曲線(見圖3),對式(3)進行線性擬合,可得到A=5.821 4×1015。
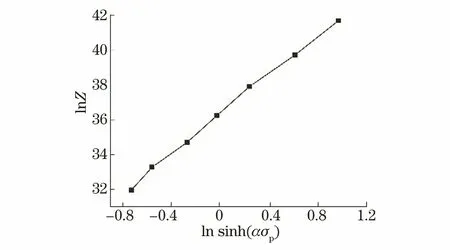
圖3 lnZ與ln sinh(ασp)的關系曲線
綜上可得出Q690鋼的熱變形本構方程為

(4)
2.3 熱加工圖的建立
熱加工圖是評定材料可加工性能的重要依據,可用來選擇變形工藝參數和改善材料的加工性能。研究人員建立了基于動態材料模型的熱加工圖[7-15],認為材料變形所消耗的總功率P由塑性變形產生的耗散量G以及變形過程中組織演變產生的耗散協量J組成,P的表達式如式(5)所示。

(5)
G和J的比值為應變速率敏感因子m,可由式(6)表示。
(6)
功率耗散因子η表示變形過程中顯微組織變化耗散量占總耗散量的比值,一般η越大,表明此區域越穩定,材料可加工性越好,η可由式(7)表示。
(7)


(8)
圖4為Q690鋼在真應變為0.5時得到的熱加工圖,圖中等高線上的數值就是不同熱變形條件下的η,陰影部分表示Q690鋼的失穩區域,白色部分表示Q690鋼的安全區域。從圖4可以看出:試驗得到的0.5真應變下的熱加工圖在整個溫度范圍內均存在失穩區,尤其是應變速率為1 s-1時,各個溫度區域均失穩,且η隨變形溫度和應變速率的變化而變化;當變形溫度升高或應變速率降低時,Q690鋼的η會隨之增大, 反之則減小;當Q690鋼在溫度為850~930 ℃,應變速率為1 ~ 10 s-1時,該區域的η較小,最大為0.11,說明不適合在該區域內進行加工;當Q690鋼在溫度為1 000 ~ 1 150 ℃,應變速率為0.06 ~ 0.12 s-1時,η雖然由0.11增加到0.27,但其處于失穩區域,在此區域的加工性能依然較差;當Q690鋼處于1 080~1 150 ℃,應變速率為0.01~0.3 s-1時,Q690鋼的η較高,最小為0.3,最大為0.39,此區域為Q690鋼的安全區域,材料性能穩定,可加工性能較好。在實際熱加工過程中,應盡量避免失穩區域,要選擇相對安全的加工區域對材料進行加工。
圖5為不同熱變形條件下Q690鋼的顯微組織形貌。從圖5a)可知,在溫度為850 ℃,應變速率為10 s-1的變形條件下,Q690鋼的顯微組織為粗大的奧氏體晶粒,且晶粒被明顯拉長,沒有發生動態再結晶,對應圖4可看出,此時材料處于失穩區,功率耗散值較低。從圖5b)可知,在溫度為950 ℃,應變速率為1 s-1的變形條件下,隨溫度的升高,應變速率降低,被拉長的晶粒得到緩解,并開始向動態再結晶的趨勢發展,但仍以動態回復為主,此狀態的η只有0.15,組織還是失穩狀態。從圖5c)可知,若進一步提高變形溫度至1 050 ℃,降低應變速率至0.1 s-1,此時組織為等軸狀的再結晶晶粒,說明已發生明顯的動態再結晶現象,材料處于穩定區,功率耗散值η也增大至0.35。從圖5d)可知,當溫度繼續升高至1 150 ℃,應變速率降至0.01 s-1時,組織仍為均勻的等軸狀再結晶晶粒,只是晶粒開始變大,結合圖4可以看出,此時材料的η達到峰值0.39,再次說明該區域適合材料的加工成型。
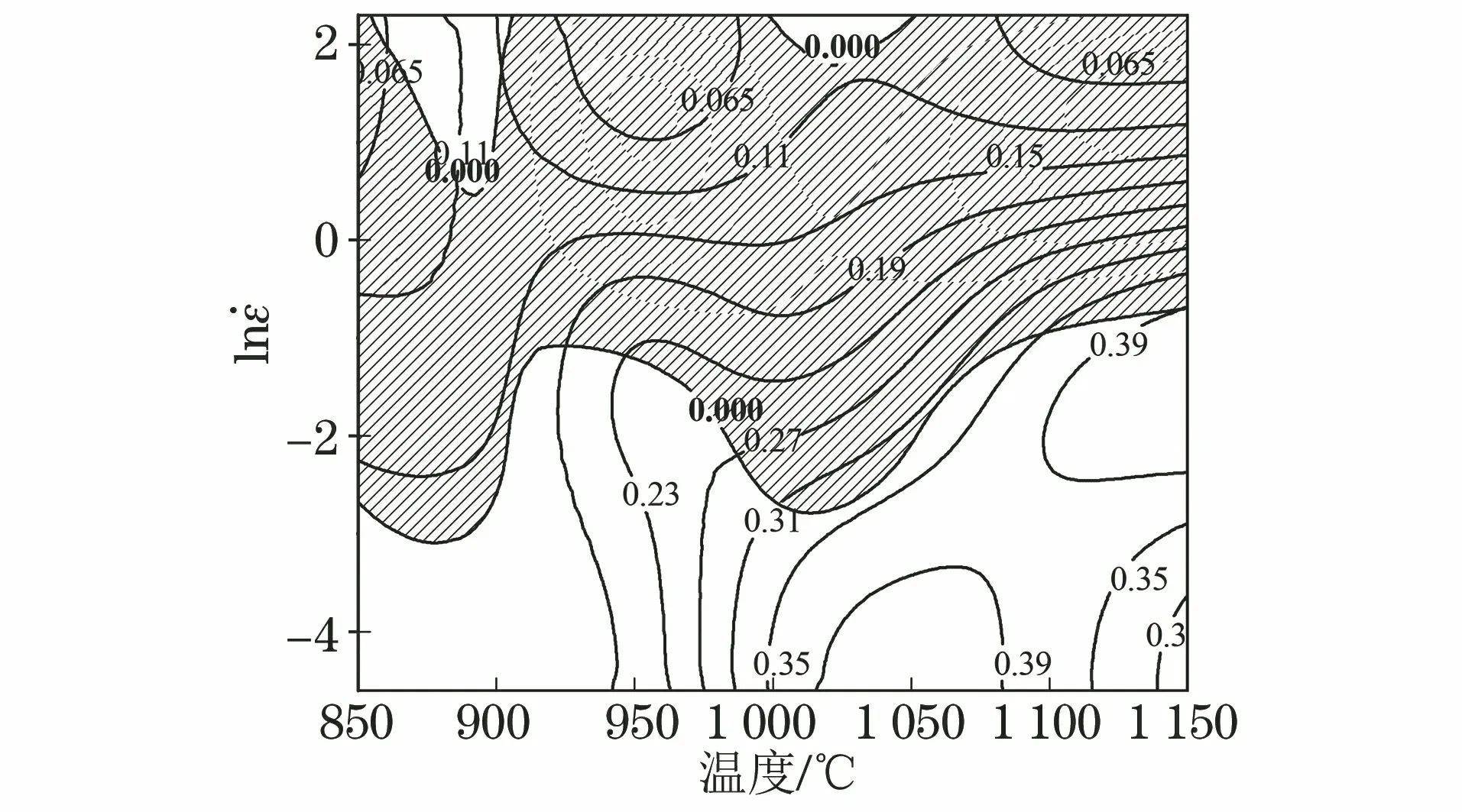
圖4 Q690鋼在真應變為0.5時的熱加工圖
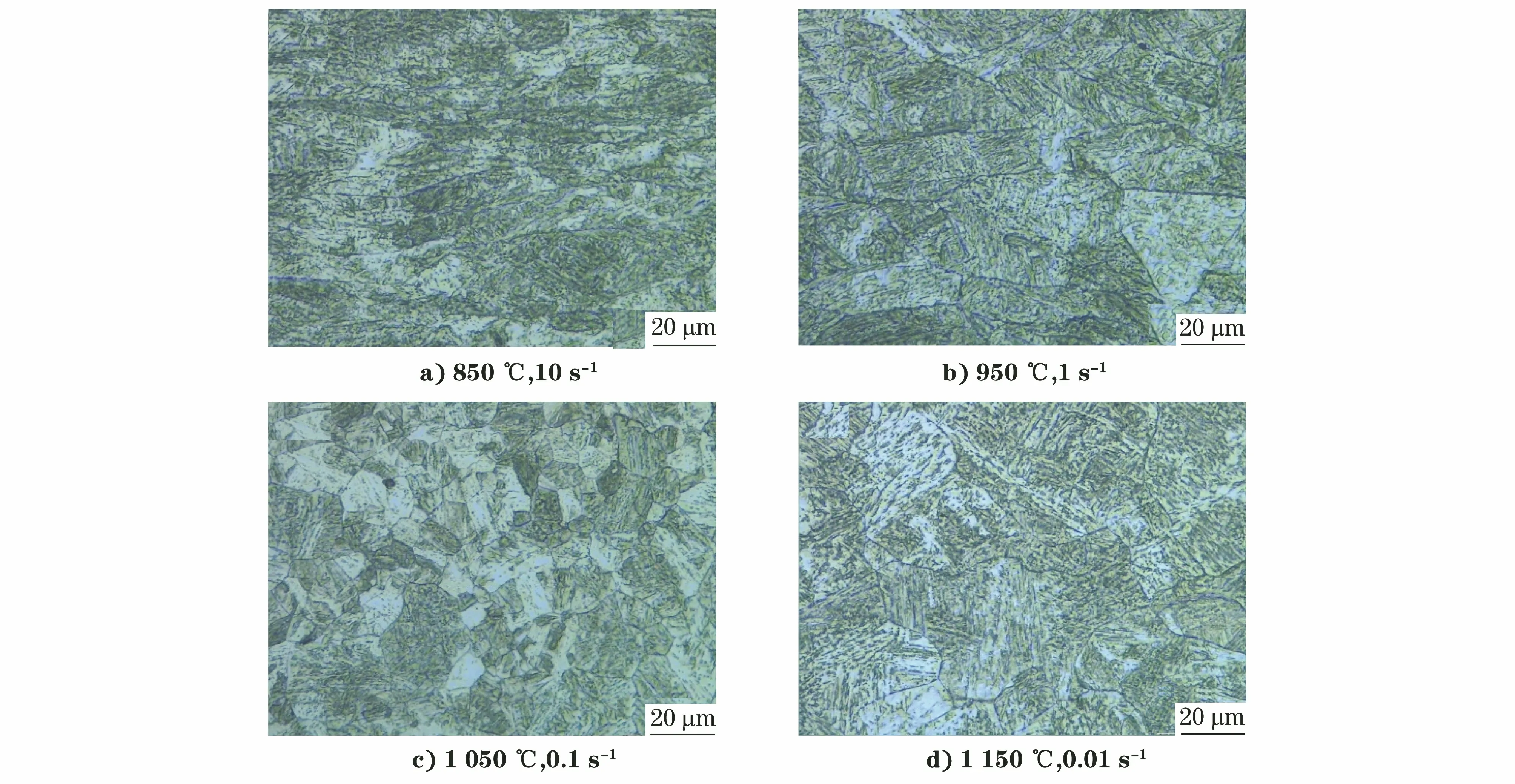
圖5 不同熱變形條件下Q690鋼的顯微組織形貌
3 結論
(1) 變形溫度和應變速率對Q690鋼的熱變形行為有重要影響,隨著變形溫度的降低或應變速率的增加,Q690鋼的峰值應力和峰值應變會增大。
(2) Q690鋼的熱變形激活能為432.354 5 kJ/mol。
(3) Q690鋼最優的熱加工條件是溫度為1 080~1 150 ℃,應變速率為0.01~0.3 s-1。
猜你喜歡
商品與質量(2021年43期)2022-01-18 05:27:58
中華詩詞(2020年1期)2020-09-21 09:24:52
表面工程與再制造(2019年1期)2019-12-04 15:10:07
汽車觀察(2018年9期)2018-10-23 05:46:44
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
