響應面優化碳氣凝膠基陰極材料制備
2022-02-14 07:33:00趙少遠袁守軍
廣州化工 2022年2期
趙少遠, 袁守軍
(合肥工業大學土木與水利工程學院, 安徽 合肥 230009)
在FeⅡ/FeⅢLDH-CCA 復合材料制備過程中, 纖維素含量、 碳化溫度會影響碳氣凝膠的多孔結構和吸附性能[1], 而陰極板表面及內部的物質傳輸和能量交換與此息息相關, 進而對陰極材料的電催化氧化性能形成控制[2-4]。 FeⅡ/FeⅢLDH 催化劑負載量是影響復合陰極板上H2O2的生成與降解并轉化為·OH 的重要因素, 是電芬頓反應速率非常關鍵的控制點[5]。
本研究中選取以上參數對FeⅡ/FeⅢLDH-CCA 復合材料的制備工藝進行優化。 選用難降解有機化合物羅丹明B(RhB)作為模型物質, 以復合材料對RhB 的去除率作為響應值, 采用響應曲面法對三個制備工藝參數(纖維素含量Ccel、 碳化溫度Tc、催化劑生長濃度Ccata)進行了系統評價和優化, 量化了FeⅡ/FeⅢLDH-CCA 制備工藝條件與其對RhB 去除效率之間的關系,從而實現通過對制備工藝參數的控制來優化FeⅡ/FeⅢLDHCCA 的電芬頓性能。
1 實 驗
1.1 試劑和設備
棉短絨(200 目, α-纖維素含量>98%), 山東濰坊大地棉絨廠; 陽極板Ti-IrO2(3.0 cm×2.0 cm×1 mm), 江蘇蘇州義萬臨科技。
氫氧化鈉、 脲、 無水硫酸鈉、 九水硝酸鐵、 七水硝酸亞鐵、 氟化銨、 濃硝酸、 叔丁醇, 均為分析純, 國藥集團化學試劑有限公司; RhB(≥98%), 安耐吉化學; 實驗用水為超純水。
JJ-001 懸掛式電動攪拌機, 常州市金壇友聯儀器研究所;BT2KXL 冷凍干燥機, 美國 VirTis 公司; SK2-2-10 管式爐, 上海嚴實電爐廠; MS602D 直流穩壓電源, MAISHENG; Gemini 300 掃描電子顯微鏡, 德國卡爾蔡司; UV-5500PC 紫外可見分光光度計, 上海元析儀器。
1.2 實驗方法
1.2.1 FeⅡ/FeⅢLDH-CCA 制備方法
按質量比NaOH/Urea/H2O=7∶12∶81 配制堿脲溶液[6],一定量的干燥棉短絨粉在其中低溫攪拌溶解, 后經多次冷凍解凍交聯獲得納米纖維素纖維分散液(NFC), 制取了纖維素含量(Ccel)為3ω%, 4ω%, 5ω%的 NFC, 分別用3、 4、 5 指示類型編碼。 將上述制取的NFC 分散液50 ℃下制模凝膠, 隨后經多次去離子水置換洗滌獲得潔凈的纖維素水凝膠。 將水凝膠轉移至-50 ℃下快速冷凍2 h, 快速轉移到-70 ℃, 40 mTor 條件下冷凍干燥72 h, 最終制得納米纖維素氣凝膠(NCA)。
在N2氛圍保護下NCA 煅燒2 h 制得纖維素衍生碳氣凝膠(CCA)。 分別制備了碳化溫度(Tc)為 700 ℃、 800 ℃、 900 ℃的CCA, 分別以A、 B、 C 表示類型編碼。 濃硝酸預處理碳氣凝膠去除表面雜質, 依次用丙酮、 乙醇、 去離子水超聲清洗10 min, 洗凈干燥待用。 將兩種鐵金屬鹽按摩爾比(M2+∶M3+=2∶1)配好后加入60 mL 超純水中, 攪拌0.5 h。 再以一定摩爾比加入脲和氟化銨 (nurea∶NNH4F=4), 混合攪拌0.5 h 后轉移至反應釜[7]。 將CCA 豎直浸沒在混合溶液中, 120 ℃水熱反應10 h, 反應結束后室溫陳化24 h, 洗凈待用, 分別制備了催化劑(Fe2+)生長濃度(Ccata)為15 mmol/L、 20 mmol/L、 25 mmol/L的FeⅡ/FeⅢLDH-CCA, 分別以Ⅰ、 Ⅱ、 Ⅲ指示類型編碼, 因此指示代號3-B-Ⅲ表示纖維素含量Ccel為3 ω%、 碳化溫度Tc為850 ℃、 催化劑生長濃度Ccata為25 mmol/L 的 FeⅡ/FeⅢLDHCCA, 以此類推。
1.2.2 單因素實驗
本試驗裝置以IrO2-Ti 復合板作為陽極板, 以不同參數組合類型的FeⅡ/FeⅢLDH-CCA 為陰極板。 電解質為50 mmol/L Na2SO4溶液, RhB 初始濃度設定在30 ppm, 試驗時反應溫度25 ℃, 攪拌速度控制在50% vmax, 穩定電流模式下電流I=40 mA,氧氣通量Q=150 mL/min。 通電前均預先曝氣30 min, 以使電解液中溶解氧達到飽和狀態。 保持碳化溫度Tc=850 ℃, 催化劑生長濃度Ccata=15 mmol/L, 探究纖維素含量對材料去除RhB效果影響; 保持材料纖維素含量Ccel=5ω%, 催化劑生長濃度Ccata=25 mmol/L, 探究碳化溫度材料去除RhB 效果影響; 保持纖維素含量Ccel=5ω%, 碳化溫度Tc=850 ℃, 探究催化劑生長濃度對材料去除RhB 效率影響。
1.3 分析測試方法
紫外-可見分光光度法測定RhB 濃度: 使用UV-5500PC 紫外可見分光光度計對不同濃度樣品進行吸光度檢測, 掃描波長λ=400 nm。 取 2 mL 經過 0.45 μm 水系濾膜的樣品溶液, 稀釋至10 mL, 靜置10 min 后進行檢測。 繪制標準曲線并依據下式計算RhB 去除率Re(%)

式中,C0為RhB 的初始質量濃度(mg/L),Ct表示RhB 在時刻t所對應的質量濃度(mg/L)。
1.4 試驗設計方法
根據以往的研究, 選取3 個具有顯著影響的因素纖維素濃度Ccel、 碳化溫度Tc、 催化劑生長濃度Ccata。

表1 響應面試驗因素與水平設計Table 1 Variance and level design of response surface
1.5 數據統計及分析作圖
本實驗所使用的數據分析軟件和實驗設計軟件分別為Origin 2018 和 Design-expert 12.0。
2 結果與討論
2.1 單因素實驗
圖1 ~圖3 所給出的180 min 內RhB 去除曲線趨勢基本一致, FeⅡ/FeⅢLDH-CCA 對 RhB 的 180 min 去除率與各變量呈正相關關系。 內插圖顯示了120 min 內纖維素含量、 碳化溫度、催化劑生長濃度對FeⅡ/FeⅢLDH-CCA 吸附去除RhB 的影響,結果表明, 各個條件下, 復合材料對RhB 的吸附在60 min 內基本上達到平衡狀態, 其中纖維素含量、 催化劑生長濃度對吸附作用的影響明顯。

圖1 纖維素濃度對RhB 去除率的影響Fig.1 Effect of cellulose content on RhB removal efficiency

圖2 碳化溫度對RhB 去除率的影響Fig.2 Effect of carbonization temperature on RhB removal efficiency

圖3 催化劑生長濃度對RhB 去除率的影響Fig.3 Effect of catalyst generating concentration on RhB removal efficiency
2.2 FeII/FeIII LDH-CCA 的制備工藝參數優化
2.2.1 RhB 去除率響應值Y 結果方程式

式中,X1表示纖維素含量編碼值,X2表示碳化溫度編碼值,X3表示催化劑生長濃度編碼值, 變量的系數大小表示對Y值的影響強度, 系數正負表示變量是否具有協同作用, 所以從系數上來看, 纖維素含量和催化劑生長濃度的系數分別為5.47、 5.43 均大于碳化溫度編碼值系數1.90, 表明Ccel和Ccata對RhB 去除率有較大影響。
2.2.2 ANOVA 分析及二次回歸擬合
根據表3 響應值Y(RhB 去除率)的模型ANOVA 分析, 模型F 值為141.89 表明預測模型是顯著的。 p 值小于0.0500 表示模型項顯著。 在這種情況下,X1,X2,X3,X1X3,X2X3,是重要的模型項。 失擬項F值為1.81 意味著缺乏擬合相對于純誤差并不顯著。 有28.48%的概率, 是由于噪聲產生這個水平的失擬項F值。 預測值R2=0.9461 與調整值R2=0.9875 的差值處于小于0.2 的合理水平。
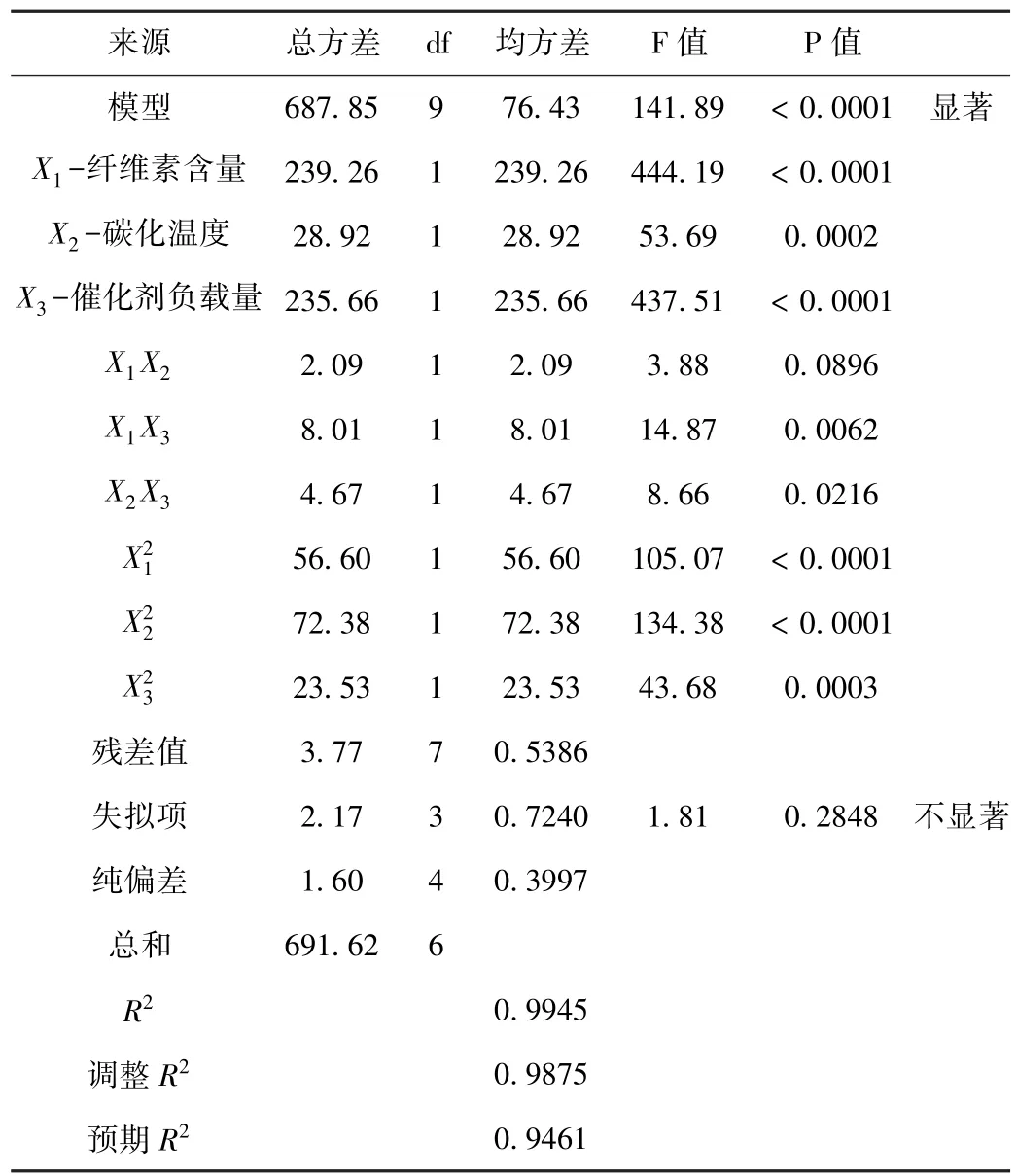
表3 響應值Y(RhB 去除率)的模型ANOVA 分析Table 3 ANOVA for quadratic mode of corresponding value Y(Removal rate of RhB)
2.2.3 交互作用的響應曲面圖
如圖4(a)所示, RhB 去除率隨纖維素含量Ccel增加呈現持續上升趨勢, 而隨碳化溫度Tc呈現先上升,Tc>864.8 ℃后,Y(R.E.)開始下降, 在Ccata= 20 mmol/L 不變的情況下,Y(R.E.)max>81%。 圖 4(b)中 RhB 去除率響應值Y(R.E. )隨Ccata升高而增加, 在Tc=850 ℃保持不變的情況下,Y(R.E. )在Ccel和Ccata影響下的最高值Y(R.E. )max>84%。 圖4(c)顯示的是Tc、Ccata兩者對Y(R.E.)的影響, 在Ccel=4 ω%保持不變的情況下,Y(R.E.)max>83%。
2.2.4 工藝優化及模型檢驗
利用二次規劃法(QP)對二次模型方程進行優化, 使Y(R.E. ) 在試驗范圍內達到最大。 采用間歇法確定了Y(R.E.)max對應的材料制備工藝條件為: 纖維素含量Ccel=4.936 ω%、 碳化溫度Tc=860.5 ℃、 催化劑生長濃度Ccata=24.99 mmol/L。 考慮到各項指標的消耗最小的要求, 通過模型驗證, 確定了最優工藝參數水平, 使RhB 去除率Y(R.E. )達到85.02%, 而在進行的試驗中,Y(R.E. )最大值為84.61%(表2)。 在現有的27 種類型材料中, 5-B-Ⅲ型材料的綜合表現與最優材料最為接近, 故采用5-B-Ⅲ型的制備工藝參數作為本模型的現實最優值, 纖維素含量Ccel= 5 ω%、 碳化溫度Tc=850 ℃、 催化劑生長濃度Ccata=25 mmol/L。

表2 Box-Behnken 設計試驗矩陣及相應的試驗值和預測值Table 2 Box–Behnken design matrix and corresponding experimental and predicted response
對5-B-Ⅲ型進行模型驗證試驗, 在相同條件下試驗三次,分別獲得 85.33%, 84.60%, 85.89% 的結果, 與預測值85.23%相距甚微, 說明通過此模型的預測性符合預期。

圖4 RhB 去除率隨不同組合變量變化的曲面圖Fig.4 Surface plots of target capacitance versus different variables
3 結 論
響應曲面法優化試驗結果表明,自變量對因變量的線性和二次效應顯著。 考慮到降低制備過程中的能量輸出和物料消耗,取最佳制備條件為纖維素含量Ccel=5ω%,碳化溫度Tc=850 ℃,催化劑生長濃度Ccata=25 mmol/L,在此條件下,RhB 的180 min 去除率超過85%。 與傳統的單因素優化方法耗時、成本高、信息模糊等缺點相比,本研究采用的試驗設計方法和建立的模型提供了完整、準確的結果,能夠通過不同的自變量系統有效地預測響應。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
小讀者(2021年2期)2021-03-29 05:03:48
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
華人時刊(2019年13期)2019-11-17 14:59:54
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
文苑(2018年22期)2018-11-19 02:54:14
光學精密工程(2016年6期)2016-11-07 09:07:19
紅領巾·萌芽(2016年1期)2016-09-10 07:22:44
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
