車身覆蓋件修邊模正側交刀結構研究
2022-02-15 12:10:58田卓華北汽福田汽車股份有限公司
鍛造與沖壓 2022年2期
基于大量的修邊接刀毛刺問題,詳細論述、計算、分析了覆蓋件修沖模具正側交刀結構的優缺點,提出正側交刀設計原則和正確設計交刀沖壓工藝的四要素,詳細列舉論述三類正確交刀設計案例。正確設計交刀工藝、慎重選擇正側交刀結構,從而規避毛刺及其不合理刃帶的不可再修性。精益設計、精準制造,讓模具交付更快速、使用維護更容易。
曾經一段時間,國內主流模具廠流傳,“沒有毛刺就沒有沖壓件”。從某種意義來講,修邊毛刺是沖壓生產主要缺陷之一,克服起來,比較困難。二十多年來,國內無數工程師孜孜不倦研究修邊間隙、刃口材料、數銑程序、刀塊基面、熱處理、導向精度、刃帶表面粗糙度等,使模具修邊質量有了很大的提高。但是,對于正側交刀來講,結構比較復雜,交疊不慎,修邊毛刺揮之不去。
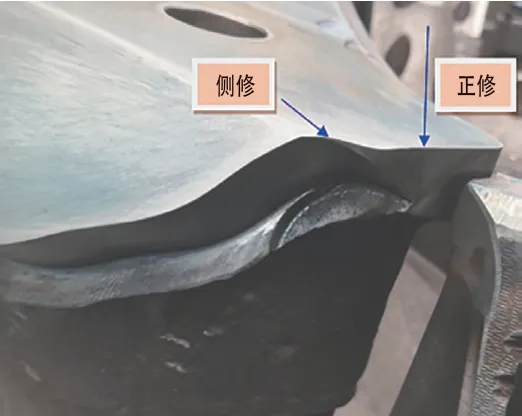
車身覆蓋件修沖模常用正側交刀結構,實現一序修切干凈,效率較高。為了修邊線連續、光順,正側交刀必然設置重疊段。現實中,不知何時開始,絕大多數修邊重疊帶刃口棱線下虛空。刃口棱線稍有磨損,修邊間隙增大,不能持續、穩定大批量修切。修邊后工件修邊毛刺如圖1 所示。

如果不解決正側修邊重疊帶虛空缺陷,就不能實現正常修邊。這種修邊,不僅工件毛刺大,更重要的是刃帶強度低,難以承受量產化修沖沖擊;另外,刃帶可修復性極差,難修復、修復后不可持久。
正側交刀使用場景
近年來,為節約成本,主機廠竭力壓縮沖壓工序數,以降低設備臺時及人工費用;再者,一些沖壓生產線壓機臺數鎖定,迫使模具開發商濃縮工序,集中一序修切。就算設計階段實現了“合同”意圖,開發前期大家似乎相安無事,實則隱藏一個不可能消除的隱患——毛刺。到了交付驗收階段,修邊毛刺形影不離,以致于將就沖壓生產,質量久久不被認可。
正側交刀工藝設計要素包括:正側交刀重疊段,側修刃帶和正修刃帶共面;沖壓方向、斜楔方向及方位角需要明確定義;正側交刀重疊段,起點和終點明確交刀段長度;重疊段正修和側修進刀次序,可以文字表述,2D 表達最佳。
從諾利地圖到瓦齊城繪:18 世紀羅馬微觀城市空間的創新研究引介 黃健文 張偉國 徐 瑩2018/04 57
無論商用車還是乘用車,側圍及翼子板工藝路線最長、模具結構最復雜,正側交刀司空見慣。用多了、用久了,一些致命缺陷習慣了,不以為然。也許有典型工藝和結構如此設計,有先師引路,就有充分理由照貓畫虎。但是,不知道這個虎是個病貓,還是個青蔥虎。說到底還是缺乏一個長久使用的情景認識,因為,設計師壓力山大,很難到沖壓現場親力親為,許多沖壓事故,聽說的多,眼見的少。
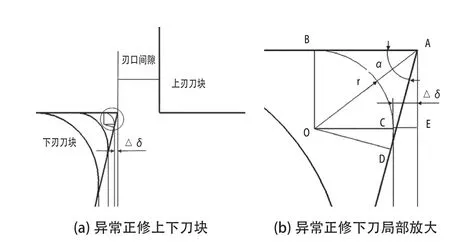
有了正側交刀,修沖分為正常修邊及異常修邊兩類,常規正修刃帶結構,上下刃帶截面線均與沖壓方向平行;異常正修,下模刃帶截面線和沖壓方向有夾角,理論上只有刃口棱線和上刃帶構成修邊間隙,離開刃口線,或刃帶棱線磨損變鈍,修切間隙增大。
這種局面迫切需要改觀,否則,交付驗證曠日持久。鐵的事實是,凡是模具交付時間跨過一兩個整年或更久的,被主機廠拒絕接收,細看產品和模具缺陷的前三,大都逃不出設計的缺陷。工藝定型、結構鎖定,鉗工即使使出九牛二虎之力,耗費扭轉乾坤之神,改進改善也泛善可陳。
正側交刀結構分析
車身覆蓋件是復雜的三維曲面結構,許多產品修邊時不可能四周全部一次正修。為規避鈍口和銳口,就需要采用側修,圖2 為某發罩外板正側交刀下模結構。如果維持現狀,則模具不可順利交付。如果交付,一定是讓步接收。最痛苦的將是沖壓件永遠帶毛刺。因為,此缺陷不屬于長周期質量培育能夠解決的范疇,與鉗工水平高低無關。如果在模具實體基礎上改造,成本很高。有專家做過統計分析,設計缺陷在圖紙階段改造和實物階段改造費用之比為1:10000。
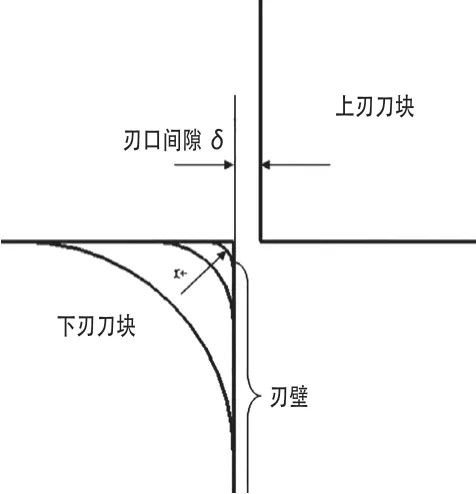
在分析正側交刀之前,先搞清楚常規正修刃帶結構,圖3 所示為常規正修刃帶截面。無論上刀還是下刀塊都由r 和刃壁兩段構成刃帶,上、下刃壁均與沖壓方向平行。理論上刃口棱線是尖銳的,比如剛數銑結束的刀塊。實際棱線尖銳是短暫的,平時是圓潤的。只是圓潤r(暫且這樣表示)大小程度不同。為便于分析計算,無論刃口棱線橫截面是樣條曲線、二次曲線等非圓曲線,本文簡化為圓曲線,半徑用r 表示。下刃一族r,表示隨時間推移,壽命周期之內的磨損,使用越久,r 越大,刃口越鈍。微觀的修邊刃帶由兩部分構成,一段是磨損后的r 棱線,另一段是刃壁。
煤巖結構構造:煤的原始結構多已破壞,而呈類似砂巖的碎屑砂狀結構(煤巖碎塊大小0.05~3 mm),礦物雜質的含量稍多;破壞較嚴重者,可呈類似糜棱巖的糜棱結構。僅有部分煤巖殘余原始結構,為均勻狀結構,塊狀結構,其礦物雜質含量較少。
可以讓臺詞內容形象化的依據是重音、停頓、語調語氣、節奏這些語言發聲或者語言表達的外部技巧。對于演員來說,他們在影視表演時都是把文字以聲音的形式表達出來,再加上人物的情感就會創作出一個好的影視作品,在二次創作表演時要對劇本中的語言和文字有個深刻的探究,這一系列的東西對影視效果都有著很大的作用,另外還有一些有助于表達效果的方式,就是重音、停頓、節奏以及語調語氣。[2]
正側交刀修切,必須有一段重疊修切。否則,修邊線不易保證連續。修邊有凸尖或三角尖,修邊尖角、紅線圈定部位(圖1)是重疊段,實物接刀并未重疊,修邊線留有三角尖。鉗工可以改進正修上刀,延長正修刀,取消三角尖。但是下刃帶虛空,銳棱間隙大、毛刺大、強度低。
沖壓工藝設計初期,布局交刀位置,由于多為2D 曲線,空間結構不十分明晰。待模具3D 結構設計完成,交刀時適應量產基本一目了然。為規避異常交刀,體現“共面”原則,一般需要調整交刀點,會引起排廢料重新考量;或者改造工藝面,實現正側修交刀段共面;或改造工藝面,取消交刀,節省一個斜楔機構,成本降低。如果不堅持正確原則,產品毛刺和頻繁修理,模具不能順利交付驗收。
重疊段正修和側修先后順序,一般取決于產品結構。本案例正修先切,側修后切。上刀局部結構較長,修邊行程較大。因為垂直向下,下模修邊線以外虛空,不易干涉。如果側修先切,側修上刀局部行程較長,與下模容易撞上;同時斜楔行程增大,動態剛性較差。為提高剛性,刀體底座面積增大,則斜楔滑塊較大。
模具結構設計形成一個規則,原則上正側交刀時,優先定義正先修、側后修,利于結構緊湊。在重疊刃口段,下刃壁虛空。嶄新的刀塊刃口理論棱線成立。沖壓數百件變鈍,間隙增大;大間隙修切,擠壓嚴重,加速磨損,圖4 為異常正修刃帶截面。
正側交刀設計原則
正側交刀有利于一次修切干凈,效率較高,但是需要遵循一個原則,正側交刀重疊部位要共面。即無論正、側修邊,下刀刃壁與沖壓方向平行。否則,不能維持量產沖壓作業。
最初發現這位擺渡人的是一群小孩。對這位胡子拉碴的外來者,他們表現出了同仇敵愾,他們認為這是一個瘋子,首先以他們的方式對他發起了攻擊。他們不敢一個人從他身邊走過,總是幾個結伴而行,遠遠地拾了土塊,躡手躡腳地繞過去,又生怕他追來,不時回頭偷看。他們發現這個瘋子并沒有想象中的那么兇惡。有一天,一個膽大的孩子為了不讓手中土塊的理想落空,便扔向了瘋子,大家都效仿他。以后,即便不順道,孩子們也愛繞道渡口,拾了土塊,暴雨般砸到瘋子頭上。
重疊段下刃壁考慮側修方向進刀,刃壁只能照顧側修,不能兼顧正修。當正修刀切入重疊段,下刃壁不與沖壓方向平行,只有刃口棱線r 最外側切線與正修上刀刃壁構成修邊間隙。此段正修為異常修邊。
安排設計計劃時,成形類和修沖類模具盡可能同步推進,提供全套圖紙供需方評審、會簽,抓住設計優化的第一窗口,實現精益設計;如果因種種原因需要有先后順序,成形翻邊類模具投鑄的唯一前提條件,是修沖類模具會審結束。這一過程也許多耗費數十天,取得的成果是節省模具交付驗證時間。
不共面的交刀結構主要有三個痛點:
關于交付,亟需建立一個標準,“快速交付”,3 個月或6 個月交付完成。不一樣的標準,不一樣的痛點關注度,不一樣的成本。標準可以逐級提升,但不能沒標準、不提升。
有的正側交刀不共面,重疊段屬工藝面;且側沖上刀結構受限,非常單薄,沒有剛性。如果按此制造,將來模具也許只能臨時提樣,不能量產化。圖7 為一側圍工藝優化后的模具3D 結構,角部全部正修完成。產品角部修邊后翻整,修邊面為工藝面,局部允許改造,不用交刀,少一個側沖器,制造成本降低;刃口線可恢復性強。
“遼寧沈陽一保姆近日被曝毆打老人,家屬查監控發現保姆在家猛擊老人頭部和抽打老人耳光,在不到半月的時間內打了老人七八次。保姆因涉嫌虐待被看護人罪已被刑拘。(2018年8月12日《新京報》)”
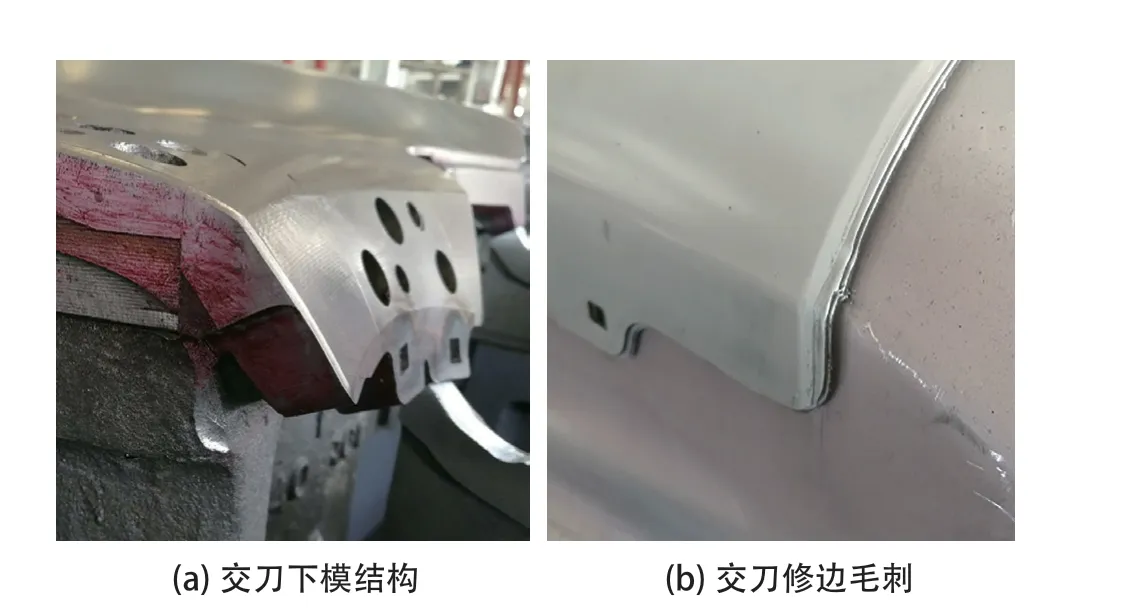
⑵刃帶強度低,模具交付沖壓廠小批驗證,難以簽字接收;圖2 發罩外板正側交刀下模結構,局部下刃形成極小的銳角,約40°。
⑶可維修性差,理論上無法維修;縱使補焊、數銑,持續時間很短,造成頻繁修補,浪費工時。
正側交刀結構優化設計
正側交刀設計標準
通常沖壓工藝設計對于正側交刀結構設計而言,需要定義必要的參數。如果定義不完整,模具結構設計可以恣意發揮,產生交刀不良,達不到量產模具的標準。
結合工學結合的思想,我們從課堂教學理論與現實工作實際、現代教育技術的應用、上課方式(教學模式、教學方法)的改變三個方面做了分析。
也有沖壓工藝設計欠佳,且工藝初定,一成不變,導致交刀結構設計無法推動工藝進一步優化;還有為了搶首輪提樣進度,拉延成形、翻邊類模具設計在先,修沖模設計滯后。待修沖結構評審,需要調整沖壓工藝之時,成形類已經投鑄,錯失了設計階段提升優化的第一窗口。
沖壓工藝內容調整
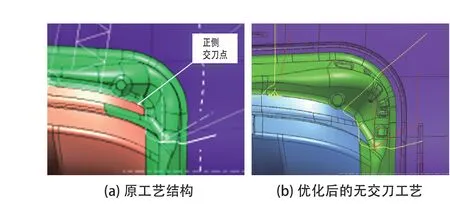
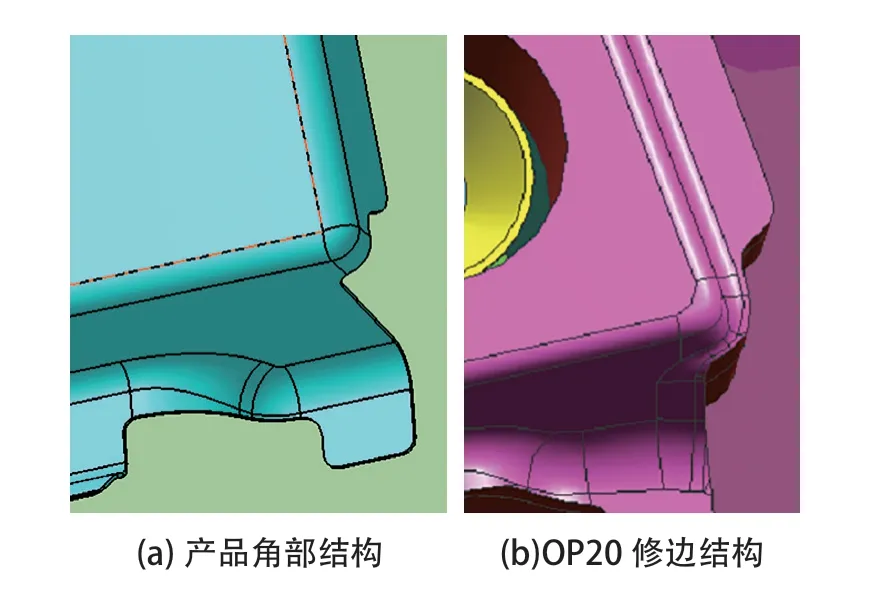
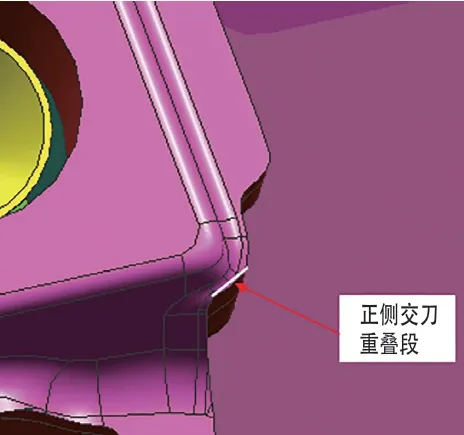
正側交刀不滿足上述四要素,可以分序,從而取消正側交刀。圖6 為某產品正側交刀工藝結構。工藝評審發現正側交刀異常,原工藝結構中OP20 修邊,角部一次修凈。評審此處交刀段,正側刃帶不共面,特別銳,提出更改意見。改進后的設計,角部廢料分兩序完成,且無需增加工序數,規避了異常正側交刀。
工藝造型優化改造
⑴產品或工序件毛刺大,翼子板正側交刀結構(圖5);圖5(a)為正側交刀棱線下部虛空,刃尖易磨損,間隙增大較快。
(2)有自己的崗位工作,和學生接觸、相處的時間不足。在醫學院校,兼職班主任一般由附屬醫院的醫生擔任。醫生本身的教學、科研任務和醫務工作就很繁重,而作為班主任,要在學校黨委的領導下,通過細致入微的思想政治工作,把握學生的思想動態,協助開展日常管理工作,這就需要耗費大量的時間和精力。因此,在時間和精力有限的條件下,沖突很難避免。
或許有人提出,新的結構設計,刃帶有立修并局部鈍角。按照模具使用現場,局部范圍鈍角修邊比銳角修邊刃帶壽命長,鈍口可以處理一個微小平面,以降低修切側力;立修上刃修切行程長,動態剛性和刃壁垂直度要求較高。相比正側交刀不可交而交之,模具交付使用后,前者人力不可恢復,后者人力可恢復。
圖8 所示的正側交刀結構,重疊段棱線以下虛空,量產刃口r 易磨損,數百件過后,毛刺增高,形成撕切狀。如果一序修切完成,受左側產品結構制約,側修上刀左右都與正修交刀,才可實現修邊線連續。左右受限,側修刀伸出部位左右方向約為20mm 厚的薄片,剛性很差,不能保證沖裁間隙。
PPT課件中常采用文字和圖片來呈現信息,由于二者都作用于視覺通道,同時呈現易導致視覺通道認知超載.此時,如果將文本轉變為恰當的言語講解,可以減少學生視覺的分散,能夠集中注意力.在勾股定理課件制作中,盡量減少文字的呈現,運用恰當的言語講解,可以減少學生視覺通道的負荷.
調整側沖方位角
圖5(a)所示的翼子板正側交刀下模結構,主機廠規定四序,或沖壓線壓機四臺,模具數不可突破。但是,翼子板正側交刀圖不難看出,雖然正側交刀不共面,但角度相差很小,大約8°以內。因為受側沖方孔制約,似乎無法改變。
根據筆者經驗,兩個方孔一般為卡扣孔,決定了側沖方向。可與主機廠協商,孔的法線方向調整角度,再調整斜楔機構方位角,有利于正側交刀刃帶共面;如果不同意改產品,兩方孔的法蘭邊屬于工藝面,后工序翻邊整形。兩孔法蘭面改造一個小角度,完美實現正側交刀的共面原則。
人們在處理一些疑難問題時,往往會左右為難。處理一個問題,可能帶來一個新的問題而裹足不前,也許新的問題本質不是問題,但卻成為前進的攔路虎、擋箭牌。在深入、廣泛分析疑難雜癥的基礎上,在諸多不利條件下,兩害之間擇其輕;諸多優點兼備時,兩優之間擇更優。只有這樣,我們才能夠在精益設計、精益制造的大路上堅定前行,攻堅克難,取得更加亮眼的業績。
如果定義了更高的標準,精益設計是自主行為,很自然的過程。如果缺乏高標準嚴要求,模具交付聽之任之,此刻,要求精益設計,那就是“強人所難”,最終供需雙方都難受。只不過煎熬的時間段不同罷了。設計者難受,成就的是低成本、高效益;開發者容易,難受的是模具使用者。
當前,以微信為代表的自媒體已成為了大學生的必需品。隨著自媒體的快速發展,學生接受信息的渠道更加廣泛,受到的思想沖擊也越來越多。他們很關注與現實相關的問題,也希望在課堂上找到這些問題的答案。這就要求思政課的教學內容必須要針對客觀現實的變化而做出快速的調整,教師要在吃透教材的基礎上,將與現實中生動鮮活的案例、專家學者的解讀、個人對問題的看法融入教學。而很多教師還未能完全適應這一新的潮流,仍停留在傳統的備課講課模式中,這就使得教學效果往往是事倍功半。
結束語
本文分析了修沖模常見的正側交刀設計結構及其造成的毛刺、不可恢復性刃帶;指出正側交刀結構設計原則;交刀不可避免,但是工藝可以優化,不交刀、少交刀、能交刀,從而規避先天修沖毛刺缺陷。最終為快速交付模具服務,即使工藝費些心事、結構絞盡腦汁,也是值得的。因為,設計階段和實物階段的改進改善費用比為1:10000。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
現代企業(2015年9期)2015-02-28 18:56:50
