談談模具制造的兩個關(guān)鍵工序:模具研配和調(diào)試方法(下)
2022-02-15 11:55:10葉夢彬廣州汽車集團乘用車有限公司
鍛造與沖壓 2022年2期
《談談模具制造的兩個關(guān)鍵工序:模具研配和調(diào)試方法》(上)見《鍛造與沖壓》2021 年第24 期
模具的調(diào)試
國內(nèi)模具調(diào)試存在的問題
調(diào)試就是通過試沖壓零件,找出模具的問題,逐步解決問題,獲得精度、表面質(zhì)量合格,沒有缺陷的沖壓件,達成可連續(xù)生產(chǎn)、質(zhì)量穩(wěn)定的過程。
模具調(diào)試分單機調(diào)試和連線調(diào)試。單機調(diào)試就是一次只進行一個模具或者一個工序的模具調(diào)試。連線調(diào)試是所有工序的模具都上生產(chǎn)線,按照生產(chǎn)狀態(tài)進行調(diào)試。
發(fā)燒本身是一種疾病嗎?把燒退了就能把病治好嗎?如果我們都能了解有關(guān)發(fā)燒的基本常識,很多醫(yī)患糾紛就能避免,濫用輸液的現(xiàn)象也能減少很多。
當前國內(nèi)模具調(diào)試普遍存在的問題有:⑴對沖壓工藝理解廣度、深度不夠,不能從工藝上理解開暗裂、起皺、變形。⑵不會質(zhì)檢、不知道如何判斷分析品質(zhì)問題產(chǎn)生的工序,不知道如何驗證品質(zhì)問題產(chǎn)生的過程,不知道分析原因。⑶缺乏思路、閱歷和經(jīng)驗,不知道如何下手,不知道如何制定對策、實施對策,不知道如何把握尺度,缺乏技術(shù),不懂手法,盲目應對,施工無法達成預期效果甚至帶來新問題。
調(diào)試的基本思路和步驟
⑴調(diào)試的基本思路。當前國內(nèi)的模具調(diào)試,很多人很盲目。不知道怎么找原因,不會分析和應對,不懂如何實施和把握尺度。調(diào)試就是試,試對了就有進展,不對就繼續(xù)。導致調(diào)試拖很長時間,汽車廠家因新車導入計劃不得不接收。
就算單模調(diào)試解決了單模的問題,連線調(diào)試還會產(chǎn)生新的問題。因此要調(diào)試模具,我們腦子里面要有思路。在講思路之前,必須先明確兩個基準:第一,模具調(diào)試的基準;第二,零件品質(zhì)的基準。明確調(diào)試的基準,就明確了調(diào)試努力的方向。模具調(diào)試的基準、沖壓零件的最終質(zhì)量要求,決定了調(diào)試的思路,努力的方向,也就決定了調(diào)試的步驟和方法。
1)模具調(diào)試的基準。沖壓一個零件,是由幾套不同工序的模具完成的。如果調(diào)試的時候每一工序的模具各搞各的,顯然不能調(diào)出合格的模具。所以,就要有一個模具的基準。
①造成變形的原因。后序模具造成變形的主要原因有:工序件在模具中定位不準、模具和前序工序件在型面上有會引起制件變形的差異、型面研配不良、壓料板壓不住、模具的一些功能機構(gòu)動作不良、模具型面凸面沒有支撐或竄動、強壓面研配不良、零件造型造成的不可避免的變形等。
這是第一個模具調(diào)試的思路:后序以前一序為基準。根據(jù)這個原則,拉延模就是第二工序的基準,第二工序就是第三工序的基準。因此,調(diào)試的時候要先調(diào)拉延模,拉延件基本沒有開暗裂、起皺、變形了,以它為基準調(diào)試第二序模具,再以第二序模具沖出來的件,調(diào)試第三序。模具調(diào)試不是一定要前一序調(diào)好了才開始調(diào)第二序。當確認拉延工序件的造型已成形良好,就可以開始第二序模具調(diào)試,即使拉延件還有些暗裂。第二序研好后試沖,工序件經(jīng)確認品質(zhì)就可以為基準調(diào)第三序,這樣有利于縮短模具調(diào)試周期。當最后一序的完成件沖出來,這個件應該已沒有明顯的起皺,開裂、暗裂,也沒有不能接受的變形。但是這個件還沒合格,我們需要的是品質(zhì)合格的件。
12世紀誕生的治安官歷經(jīng)磨難、曲折,其單純維持地方治安的職責逐漸轉(zhuǎn)化為司法職責,1361年《治安法官法》實現(xiàn)了治安官向治安法官的職權(quán)轉(zhuǎn)變,授予治安官司法職權(quán),第二年季審法庭進一步具體明確了治安法官每年開庭的時間安排和治安法官的職責,接下來治安法官的司法權(quán)一步一步擴大,由參與巡回法庭審判逐漸到獨立審判,并享有一定的行政管理權(quán)。尤其是在都鐸王朝時期中央賦予治安法官新的角色和職能,使它成為中央在地方的代理人,成為郡一級的最高執(zhí)法官員和行政官員。
2)零件的品質(zhì)基準。零件的品質(zhì)合格要求零件成形良好,沒有開裂、暗裂、起皺、變形,所有精度合格。但是按前序作為后序基準的調(diào)試方法,沖出來的件或許成形良好,也沒裂、皺、變形,但精度是不完全合格的。還要以產(chǎn)品的質(zhì)量要求作為第二個模具調(diào)試的基準來調(diào)試模具。
經(jīng)過前一階段的調(diào)試,如果切邊線不合格,就要看看是回彈,還是整形沒有整到位,還是切邊線設(shè)計有問題,采取對策改修。如果表面精度超差,就要分析是翻邊回彈,還是切邊被上模帶起來,整形沒有整到位,某一序的壓料板沒壓住,找出問題出在哪一序,針對該序模具進行改修。這些改修對其后序有影響、造成了變化的,后序模具再以前序件為基準改修。如此反復,直至制件完全合格。
第一個基準主要解決開裂、暗裂和變形,第二個基準主要解決精度。按照這兩個原則,才能最快地調(diào)出好結(jié)果。這就是調(diào)試的思路、方法、方向。
⑵調(diào)試的步驟。明確了調(diào)試的基準,就明確了調(diào)試方向,明確了調(diào)試的步驟和方法:
1)先調(diào)試第一序;2)以第一序的工序件調(diào)試第二序;3)以第二序的工序件調(diào)試第三序,以此類推;4)最后對沖出的件質(zhì)檢,若有品質(zhì)問題,找出問題出在第幾序、哪個部位或機構(gòu),原因是什么,制定對策改修;5)對改修工序之后的各工序確認有沒有因為這一工序的改修帶來變化,有變化的要做相應的改修;6)試沖,重新質(zhì)檢;7)發(fā)現(xiàn)品質(zhì)問題就重復上述4)、5)、6)步驟,直至所有品質(zhì)要求合格。
1)外板的變形。發(fā)現(xiàn)外板件拉延有變形時,應檢查確認對應的模具部位型面是否存在變形。在嚴格遵守模具制造流程并且每一步都做好的情況下,模具型面變形的可能不大。如果型面有變形,應首先想辦法消除變形,再試沖觀察。如果型面沒有變形,就要分析材料的流動和變化、材料的流入量等。材料的流入受壓邊影響,也受型面內(nèi)部造型的影響。壓邊的材料流入、如果相鄰區(qū)域流入量不同,可能造成零件變形;門外板腰線兩端、門拉手周邊、門外板角部、頂篷的角部等,拉延時會因材料流動產(chǎn)生變形,這些變形在拉延到底后仍然無法完全消除。
拉延模的調(diào)試
拉延模調(diào)試的目標是使板件能成形,并且沒有不能接受的開裂、暗裂和變形等品質(zhì)問題。拉延得好壞直接關(guān)系到零件品質(zhì),進而影響生產(chǎn)成本,是模具調(diào)試中最關(guān)鍵的環(huán)節(jié)。
成形良好的拉延件,棱線清晰,沒有起皺、開裂、暗裂、變形、拉傷、壓傷、不能接受的滑移等。所以拉延模的調(diào)試要注意三點:壓到底、壓邊力、強壓面。
⑴壓到底和模具閉合高度。經(jīng)過良好研配的拉延模,在沖壓的時候能壓到底,沖出來的件就會棱線清晰成形良好。這就是強調(diào)拉延模調(diào)試要充分研配和壓到底的原因。
1.2 病例排除標準 ⑴前次古典式剖宮產(chǎn) (倒“T”型或“J”型);⑵有子宮破裂史;⑶前次大的子宮手術(shù)史或子宮肌瘤剝除史術(shù)中穿透子宮內(nèi)膜者;⑷有陰道分娩禁忌證者;⑸前次剖宮產(chǎn)手術(shù)指針再次出現(xiàn);⑹距上一次剖宮產(chǎn)的時間<1.5年;⑺有2次及以上的剖宮產(chǎn)史;⑻超聲檢查示子宮下段壁薄(<1.5MM);⑼子宮下段有壓痛。
壓邊面的粗糙程度是阻止板料流入的影響因素(摩擦阻力),壓邊面粗糙摩擦系數(shù)就大,板料就難以流入。對壓邊面的要求是盡可能光順,一是因為粗糙的壓邊面影響模具穩(wěn)定性,二是粗糙的壓料面會在模具使用過程中由于板料和壓料面的摩擦而越來越光滑,使壓邊力發(fā)生變化影響穩(wěn)定性。在模具墊壓力恒定的情況下,壓邊面面積越大,壓邊力越大。但是壓邊面過大,有時會影響模具穩(wěn)定性。
⑵壓邊力和模具墊、壓邊面、拉延筋。模具墊壓力、壓料面和拉延筋是控制材料流入的三個因素,是壓邊力的三個決定因素。
模具墊壓力越大,頂桿施加給壓邊圈的力就越大,在壓料面上產(chǎn)生的壓強就越大,板料拉得越緊,材料越難以流動。所以模具墊壓力是壓邊力最直接的影響因素,模具墊壓力越大,壓邊力越大。
模具壓到底時的閉合高度就是模具閉合高度。怎樣的狀態(tài)是壓到底,這個可以憑經(jīng)驗觀察工序件的表面,被壓過的板料和沒被壓過的板料有不同的狀態(tài)。如果是模具到汽車廠調(diào)試階段,模具上安裝了到底標記,在到底標記安裝合格的情況下,也可以通過觀察到底標記來確認。
拉延筋是拉延模中控制材料流入模具模芯的一道坎,分為半圓筋、方筋、梯形筋等。這道坎越高、R角和間隙越小,越不圓潤光順,拉延筋的道數(shù)越多,材料越難流入模芯。設(shè)定拉延筋的目的是通過拉延筋的道數(shù)和形狀變化,來獲得材料流入的相對平衡,滿足成形的需要,提高模具穩(wěn)定性。方形筋最能阻止材料流入,梯形筋其次,半圓筋材料比較容易流入。模具上有時候會設(shè)計所謂的S 形筋,其實就是一道正裝的半圓筋加一道反裝的半圓筋。原則上方筋禁止打磨圓角和降低高度,梯形筋可視情況做少量調(diào)整。壓料面、拉延筋的修磨要控制好量,一邊磨一邊試一邊觀察判斷。一旦修磨過量,需要燒焊修復,會給模具壓料面和拉延筋帶來氣孔,有時會引起拉傷,比較難處理。
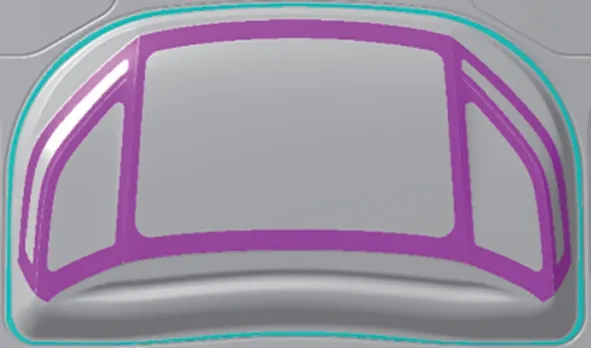
⑶強壓面。強壓面一般在外板模具才有,設(shè)計在沖壓時沖壓件容易變形、滑移的地方,比如門拉手、側(cè)圍后翼子板腰線等,如圖6 所示。強壓面初始高度一般設(shè)定為0.3mm。
治療前4組慢性職業(yè)性鉛中毒患者的血鉛、ZPP與Hb水平比較,差異均無統(tǒng)計學意義(P>0.05);治療后,血鉛值的下降程度為D組>B組>A組及C組,P<0.05;ZPP值的下降程度為D組>B組及C組>A組,P<0.05;4組患者Hb值均有所上升,但組間差異無統(tǒng)計學意義(P>0.05)。4組慢性職業(yè)性鉛中毒患者經(jīng)過治療后都取得了較好的臨床效果,治療有效率均>75%,治療效果從高到低依次為D組及B組>A組及C組,差異具有統(tǒng)計學意義(P<0.05)。見表2。
模具各處型面有差異,造成材料流動差異,從而可能帶來變形,所以減小材料流動距離可以減少變形。變形產(chǎn)生之后如果能對變形區(qū)域壓一壓、整一整,變形也會減小。設(shè)定強壓面一方面可控制拉延到底前的材料流動,減小變形,一方面將板件局部在成形過程中不可避免而產(chǎn)生的形變整形,減輕變形。
如果改變檢驗方法,能夠使呈陽性(+)的百分比由百分之九十五增加到百分之九十九,把呈陰性(-)的百分比由百分之九十增加到百分之九十九,容易驗證,上述的確診率仍然不足千分之四.即使把上述兩個百分比都增加到百分之九十九點九,確診率也不到百分之三十.
MDT照護模式將各學科專業(yè)人員有機結(jié)合,為患者提供了從醫(yī)院至社區(qū)及家庭的全程康復護理服務,能夠提高COPD居家患者的肺康復依從性,減輕呼吸困難癥狀,提高運動耐力,最終改善其生活質(zhì)量。另外,本研究在實施過程中,存在人力不足、工作量較大等問題,在今后研究中,可探索其他居家康復模式,如互聯(lián)網(wǎng)+居家肺康復模式,可能會解決上述問題。
不同部位產(chǎn)生材料流動和變形的程度是不一樣的,對強壓的要求也不一樣。強壓面在調(diào)試中不能求均勻,要仔細觀察分析來確定如何推磨。這是外板模具調(diào)試最難、最需要技術(shù)和經(jīng)驗的工作之一。
⑷壓邊圈頂起高度。壓邊圈的頂起高度關(guān)系到板料在開始拉延之前鎖在拉延筋以內(nèi)的材料的量,對整個模具調(diào)試有重要的影響。壓邊圈高度一般以壓料面和凸模最高點平齊為基準,高度差通常不超過30mm。
拉延筋鎖入的材料太多,沖壓的時候容易出現(xiàn)變形或者起皺。內(nèi)板件如果拉延后不能完全吸收多余的材料,會形成起皺、變形。外板件成形后即使能吸收掉這些多余的材料、肉眼已不易看見變形,但是板件打油石后仍然會看到變形。如果拉延筋鎖入的材料過多,還會影響零件材料的硬化,影響剛性。頂起高度的終極判斷標準是產(chǎn)品的質(zhì)量。
⑸平衡塊。平衡塊用于調(diào)節(jié)壓邊圈的平衡,是調(diào)節(jié)局部壓邊力、調(diào)節(jié)材料流動的重要手段。當拉延出現(xiàn)起皺、開裂的時候,利用平衡塊調(diào)整壓邊力就是調(diào)試的一個非常有效又易于實施的臨時對策。模具在調(diào)試之前,應調(diào)整壓邊圈的平衡塊高度至與上模對應位置(模具閉合狀態(tài))處于剛剛接觸狀態(tài)。材料流入不足的局部,在平衡塊下加入適量厚度的墊片,減輕局部壓邊力,促進材料流入;如果材料流入過多,通過減少墊片可以加大壓邊力,減少材料流入。
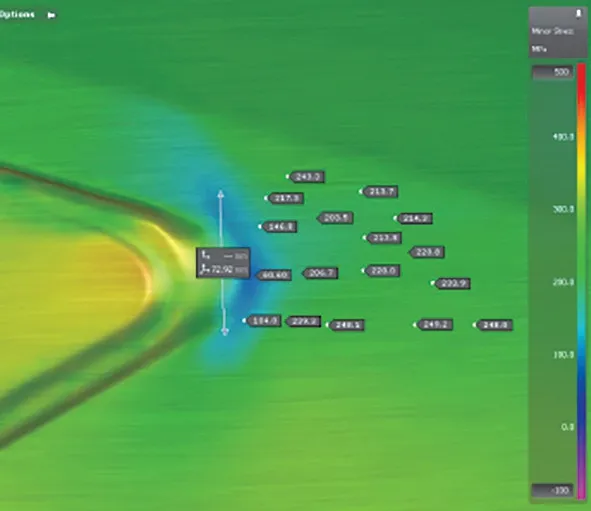
⑹拉延模調(diào)試的常見問題。拉延模調(diào)試常見的問題有起皺、變形、開裂、暗裂、拉傷、滑移、壓傷。外板拉延重在控制變形,內(nèi)板拉延重在控制起皺和拉裂。如果沒有燒焊過壓料面和拉延筋,壓料面研配好、推磨光順,一般都沒有拉傷。壓傷是上下模間隙不足造成的。滑移跟工藝、模具設(shè)計有關(guān),也可以通過調(diào)整強壓面、模具圓角、材料定位來改善滑移。圖7 為門拉手附近出現(xiàn)滑移。
隨著園林業(yè)的蓬勃發(fā)展,園林綠化業(yè)隨之壯大。進而一些綠化問題也凸顯。因此,有必要把園林綠化中的問題進行剖析,加以修正,不斷完善綠化工作,是園林工作的不懈追求。

下面重點討論外板的變形和內(nèi)板的起皺拉裂的調(diào)試。
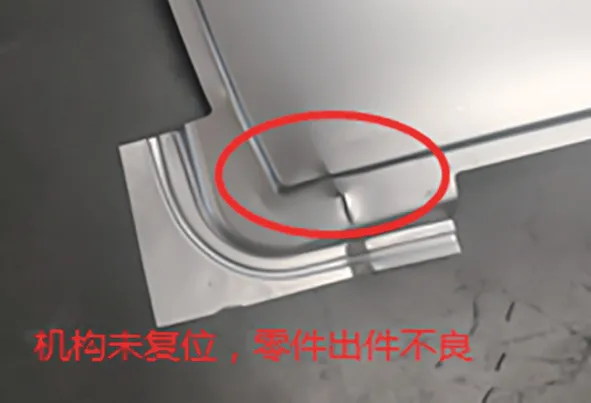
第三類,模具的一些功能機構(gòu)動作不良造成變形,如圖10 所示。模具的功能機構(gòu)動作不良造成變形也是常見現(xiàn)象。如翻邊頂起機構(gòu)在頂件的時候頂起力過大、幾個機構(gòu)動作不協(xié)調(diào)、頂出力不均,切邊模廢料刀型面沒配好造成零件跟模具不能良好貼合等。發(fā)現(xiàn)零件變形,要對對應工藝的機構(gòu)進行排查,對不良機構(gòu)進行改善,消除變形。
就現(xiàn)在的市場形勢來看,基礎(chǔ)設(shè)施建設(shè)是大多數(shù)智慧教育投資的首選,如簡單的網(wǎng)絡建設(shè)和一系列教育平臺的打造。但是從長遠來看,教育市場將逐漸轉(zhuǎn)向高科技IT技術(shù)的應用,包括云計算、大數(shù)據(jù)、社交網(wǎng)絡、移動互聯(lián)以及物聯(lián)網(wǎng)等,這有助于催生一些新興的產(chǎn)業(yè)技術(shù),如虛擬實驗室、移動教育等應用。
②減輕或消除變形的對策。有些外板件變形問題要修復相當?shù)碾y,需要時間、技術(shù)。加強模具制造過程的控制、加強人員培訓、提升工程師對工藝和模具的理解、提升鉗工技能和經(jīng)驗、減少外板模推磨量是避免或者減少模具在制造過程中產(chǎn)生變形的根本策略。
2)內(nèi)板的起皺、開裂、暗裂。內(nèi)板件的起皺、開裂、暗裂都是由拉延時材料的流入過多、過少或者流速變化太急造成的。影響材料流入的因素包括壓料面、拉延筋、模具墊壓力等,可以通過調(diào)整這些或者平衡塊對材料流入進行調(diào)節(jié)。模具壓料面沒研配好,是影響板料拉裂、起皺,造成模具不穩(wěn)定的最重要因素。如果板料較多區(qū)域或范圍起皺拉裂,模具應重新研配。
過大的壓料面也是模具不穩(wěn)定的因素,平衡塊加0.1mm 的墊片就起皺,去掉墊片就開裂,就要減少壓料面。如果壓料面磨得比較空、依靠高或者圓角小的拉延筋控制材料流入的模具,拉延筋磨空一點就起皺,圓角修小一點就開裂,也是很難調(diào)試的。這種情況下應考慮增加一道拉延筋,以提高模具的穩(wěn)定性。拉延模采用雙筋比采用單筋穩(wěn)定性好,不敏感易調(diào)試。拉延筋的位置、高度、圓角和板料的定位、壓機的狀態(tài)都是拉延模調(diào)試的重要影響方面。模具型面內(nèi)的凸包、造型也是開裂、暗裂的重要影響因素。
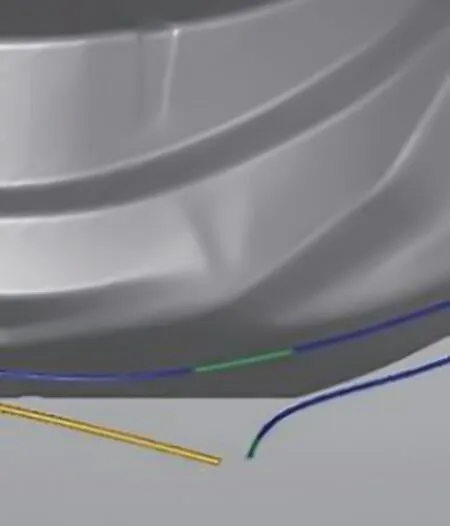
起皺可能引起開裂。起皺之后,材料局部厚度變厚,在料厚超過模具間隙后,材料就難以繼續(xù)流入造成拉裂。開裂也可能引起起皺,比如行李廂蓋外板,拉延的時候如果壓邊力過大或出現(xiàn)異常,板料過早拉裂,拉裂之后在繼續(xù)拉延的過程中由于裂開的材料失去壓邊力控制,就會起皺,造成模具型面損壞。相鄰位置的材料流入差異大,一邊快一邊慢,容易在過渡區(qū)起皺或變形,如圖9 所示。
造成拉裂和起皺的還有很多種情況,不能一一列舉,遇到了仔細分析原因,才能制定好對策。拉延模的良好研配是解決起皺、開裂、暗裂、不穩(wěn)定問題的最基本方法。拉延模一定要研好,線調(diào)時發(fā)現(xiàn)局部沒研好造成拉延不良,可以有針對性地對局部研配。
⑺后序模具的調(diào)試。在拉延模沖出沒有不能接受的變形、起皺、開暗裂的件后,就可以開始后序模具的調(diào)試了。后序模具調(diào)試的目的是改善模具的工藝功能,能準確、完全地完成工藝內(nèi)容,沖壓件質(zhì)量合格、穩(wěn)定,滿足連續(xù)穩(wěn)定自動化生產(chǎn)的要求。難點是沖壓件的變形、精度問題。模具的調(diào)試必須使用前一序的工序件。如果是在模具廠,要注意預留工序件;如果是在汽車廠,就可連線調(diào)試了,需要工序件可以隨時沖出來,有問題也便于分析是哪一工序的問題。
1)變形的調(diào)試。要調(diào)試變形,首先要搞清楚變形產(chǎn)生的原因。
根據(jù)國標 GB/T10834-1989船舶漆耐鹽水性的測定,模擬海水全浸泡試驗,測試涂層耐腐蝕性.將試樣完全浸泡在室溫或80 ℃的模擬海水溶液中,浸泡一定時間后將試樣取出,洗去表面的腐蝕產(chǎn)物,根據(jù)試樣單位面積和單位時間的失重率來計算試樣的腐蝕速率V(F).V(F)值越小,說明試樣抗海水腐蝕性能越好.V(F)值計算公式如式 (2)所示.
每一個后工序的模具,用于沖壓的件都是前一工序的模具沖出來的工序件。如果后一工序除了本工序要改變的部分之外的部分跟前一工序不一樣,則必然帶來沖壓件在本工序沖壓意圖之外的品質(zhì)改變。這些改變是我們不需要的。為了不帶來不必要的品質(zhì)變化,就要求后一工序的模具除了本工序要沖的部分(或者說零件在此工序要改變的部分)之外的部分與前一工序的工序件一致,即后一工序的模具以前一工序的工序件為基準進行調(diào)試。除了本工序的工藝內(nèi)容部分,其他的部分不要發(fā)生變化。
容易出現(xiàn)定位不準的一般是較淺的拉延件,比如發(fā)動機蓋、頂篷等,利用型面定位難以定準,需要模具上設(shè)定輔助定位裝置。其他情況的變形,查找原因的方法一是可以采用涂紅丹在模具上拍打或者用壓機壓印檢查型面和工序件的匹配、貼合;二是用油石、銼刀對上下模型面局部進行推磨檢查,發(fā)現(xiàn)型面變形要推磨修復。型面局部變形有因局部燒焊、熱處理造成的,有研配推光不良造成的。
另外,拉延過程中某些局部不可避免地會產(chǎn)生材料集聚,即使最后材料又被拉開了,還是會產(chǎn)生變形。比如轎車后三角窗的后角部區(qū)域,見圖8。這種情況一般通過加大壓邊力減少材料流入和調(diào)整壓邊圈高度減少材料拉延時鎖入量來調(diào)整,或者修改局部造型改變材料流動和集聚,或者上模局部加強壓面對其整平。變形的原因很多,解決變形的對策也不同,要學會觀察、分析。
避免和減少問題產(chǎn)生的方法如下:強化設(shè)計人員的工藝設(shè)計、模具設(shè)計水平和經(jīng)驗,強化工藝、模具評審,減少設(shè)計造成的變形;加強模具制造過程的控制,包括機加、裝配、研合,避免出錯或采用錯誤的做法造成變形;加強鉗工培訓,提升技能水平,提高對模具的理解,減少施工變形;加強過往問題的分析、總結(jié)、分享,提升工程師和鉗工對模具的理解體會和經(jīng)驗;改變外板模具必須推的油光水滑的觀念,控制好模具的推磨量。
解決已經(jīng)產(chǎn)生、存在問題的方法如下:
第一類,局部型面變形造成的變形。模具局部型面變形造成沖壓件變形是最常見的現(xiàn)象。產(chǎn)生的主要原因是研配和推光不會做、沒做好,或?qū)π兔娌糠植蛔⒁獗Wo、熱處理不當?shù)取Σ呤菍τ裳信浜屯乒庠斐傻木植啃兔孀冃芜M行有針對性的清角、打磨、推順,對型面部分不注意保護、熱處理不當造成的變形進行打磨推順。
第二類,壓料板壓不住造成的變形。壓料板壓不住造成的變形一般在切邊、翻邊、整形的位置附近。在進行切邊、翻邊、整形時對這些位置附近的材料都會產(chǎn)生連帶拉扯,如果壓料板壓不住,不該流動的局部材料發(fā)生了流動,就會造成變形。比如局部整形對材料的拉扯,翻邊對材料的拉扯和切、翻邊上模升起時都會造成零件局部變形。改善壓料板的壓料面能壓住板件,減小受影響區(qū)域和影響程度,就可以減輕變形。
油環(huán)的材質(zhì)有的是采用特氟龍材質(zhì)(比如圖1的09GTF80/81變速器),而有的則采用更為昂貴的PEEK材質(zhì)和高溫下高度耐磨的TORLON材質(zhì),普通后市場的副廠件很難有相對應的廉價替代品。如圖2所示6L45/6L50系列油泵定子軸上的密封油環(huán)就采用了硬度很高的PEEK材質(zhì),因為這個部位會發(fā)生高轉(zhuǎn)速的摩擦。
長江流域是指長江干流和支流流經(jīng)的區(qū)域,橫跨中國東部、中部和西部,流域總面積180萬km2,占中國國土面積的18.8%,全流域人口約4億。
第四類,模具型面凸面沒有支撐造成的變形。模具型面凸面沒有支撐,是指模具型面凸起的這一面,加工有一個槽(比如設(shè)計用于安裝感應器的位置),比如左右側(cè)圍下模的后輪拱上面位置(對應油箱口附近區(qū)域)的造型一般是凸出來的,如果這個地方有槽、坑,側(cè)圍沖壓的時候,零件對應這個槽附近區(qū)域就會變形。在模具設(shè)計的時候就要注意避免在模具凸型面開槽孔,如果模具調(diào)試的時候發(fā)現(xiàn)有,可先試著推磨槽孔局部。如果不能完全解決,就要補上。
第五類,造型造成的變形。有時零件的造型決定了必然有的變形,如零件局部相鄰位置角度的急變、材料流動的急變、形狀的急劇變化等都會造成變形。如油箱口的四個角、門外板的四個角、側(cè)圍的尾燈位置、門外板的腰線兩端、側(cè)圍后翼子板的腰線兩端等。這些變形有拉延造成的,也有后工序造成的。拉延可以通過加大壓邊力、調(diào)整壓邊圈頂起高度、采用強壓進行調(diào)整。如果拉延已經(jīng)有變形,后序切、翻邊、整形也可能加大其變形。由于零件造型在模具調(diào)試階段已不可改變,這種變形必然存在。解決變形的辦法就是控制、盡量減小變形范圍和深度,比如通過整平減輕變形程度,或者使對應的模具局部盡可能光順過渡,減輕產(chǎn)生變形的外因,或者改善和強化局部壓料板的壓料,加大壓料力度和調(diào)整壓力分布,控制變形的程度(這就是強壓面)。這種情況下強壓面的研配調(diào)整很關(guān)鍵,壓得太緊不行,太松更不行,松緊程度還要根據(jù)零件形狀做調(diào)整,在調(diào)試時一邊試一邊觀察一邊調(diào)整。壓料板壓料面不要太寬,一般30mm 左右,足夠壓住料就好。壓料面太寬,會增加產(chǎn)生壓傷、麻點的概率。強壓面不是要求整體均勻壓料的,材料容易集聚的部位、形狀變化大的部位、材料容易扭曲的部位、轉(zhuǎn)角部位等容易變形的位置,強壓面要壓的緊一些。
2)精度的調(diào)試。相對于變形的調(diào)試,零件的精度調(diào)試比較簡單。為了壓縮模具制造周期,降低模具制造成本,要盡可能減少精度問題的產(chǎn)生。要求模具良好研配、強調(diào)清角和拉延深度就是希望沖壓出來的件盡可能接近數(shù)模,減少精度超差,減少調(diào)試的工作量和難度。
零件的精度分為位置精度、線精度、面精度三類。
①位置精度。沖壓件的位置精度一般指孔位精度。由于理想狀態(tài)和現(xiàn)實的差異,孔的設(shè)計位置和沖壓出來的位置肯定有差異,產(chǎn)生孔位偏差。對于成形良好的零件,孔位的精度如果沒有超差,就是合格的;如果孔位精度超差了,可以觀察一下零件形狀上是否可以做些調(diào)整,如角度的調(diào)整、回彈的調(diào)整等,來達成孔位精度。如果沒有采取這種手段或者這種手段不可能達成目的,就要采用簡單粗暴的辦法,對沖頭凹模位置進行調(diào)整。
②線精度。零件的切邊線、大的異形孔的邊線、翻邊高度、翻邊線等邊線的精度,同孔位一樣一般因回彈、零件的貼合程度而產(chǎn)生偏差。這個偏差如果超差,超差的部位如果不能通過零件形狀的調(diào)整進行調(diào)整,只有修改切邊線(即切邊刀口)、翻邊線(即翻邊鑲塊)等簡單直接的辦法解決。
③面精度。對于成形不良的件出現(xiàn)的面精度超差,應先盡可能提升其成形質(zhì)量后再考慮提升面精度。在良好成形的情況下如果內(nèi)板的面精度超差,一般采取修改超差部位的模具局部高度的方法,將零件面精度超差的部位抬起一些或者整低一點,來達成精度,如四門兩蓋的內(nèi)板包邊面。
外板的面精度超差一般不能通過改模具對應局部來達成目的。一般通過修改外板件的非外板面部位,如支撐位、或者整形量等,或者修改局部的回彈量來改善外板件面精度的超差。有時候超差是由于零件局部變形造成的,這種情況應優(yōu)先修復變形。對于回彈造成的超差,方法就是改變回彈量,如補償或硬化。
(3)石英粉粒徑也會對合成硬硅鈣石纖維質(zhì)量產(chǎn)生影響,石英粉平均粒徑由75 μm變?yōu)?8 μm時,合成的硬硅鈣石纖維直徑和體積密度先降低后升高。鈣硅原料的活性匹配是制備超細硬硅鈣石纖維的關(guān)鍵。
3)調(diào)試小結(jié)。不管是精度超差還是變形,也不管是起皺、開裂、暗裂、毛刺還是雙骨,發(fā)現(xiàn)問題,首先分析是哪一工序哪一工藝內(nèi)容造成的,確認該序模具的狀態(tài),找出問題,進行修復。經(jīng)過檢查、判斷分析、優(yōu)化、改修、試沖、再檢查……一次次重復之后,模具、零件品質(zhì)將趨于穩(wěn)定,達到質(zhì)量合格的狀態(tài)。
⑻小批量試沖。模具單機、連線調(diào)試完成,產(chǎn)品質(zhì)量合格后,就可以模擬量產(chǎn)狀態(tài)小批量試生產(chǎn)了。小批量試生產(chǎn)的目的是檢查模具工作穩(wěn)定性、零件品質(zhì)穩(wěn)定性,檢查模具生產(chǎn)性如排廢料是否順暢,是否適應自動化生產(chǎn),即檢查確認模具的量產(chǎn)性。小批量生產(chǎn)最好能連續(xù)生產(chǎn)200 件以上,最少也要連續(xù)生產(chǎn)50 ~100 件。連續(xù)沖壓,模具的問題才能充分地暴露出來。試生產(chǎn)的時候要仔細觀察模具狀態(tài),時刻監(jiān)控產(chǎn)品品質(zhì)變化。發(fā)現(xiàn)問題,馬上停機檢查、確認、解決,再進行試生產(chǎn)。不能解決的要下線解決,再安排試生產(chǎn)。經(jīng)過兩三次試生產(chǎn)都沒有問題的模具,基本確認已經(jīng)達到量產(chǎn)狀態(tài),至此模具調(diào)試基本完成。
“雙核算基礎(chǔ)”是政府會計核算新體系的重大變革之一,《政府會計準則——基本準則》和《政府會計制度》均明確規(guī)定:財務會計核算實行權(quán)責發(fā)生制;預算會計核算實行收付實現(xiàn)制,國務院另有規(guī)定的,依照其規(guī)定。
結(jié)束語
當前國內(nèi)汽車覆蓋件模具制造周期長、造成企業(yè)成本高利潤低,技術(shù)瓶頸主要在研配和調(diào)試這方面。由于從業(yè)人員的專業(yè)程度不足、經(jīng)驗不足等技術(shù)水平和管理的原因,產(chǎn)品造型、工藝設(shè)計、模具設(shè)計、品質(zhì)檢查和控制都還有提升的空間。為了提升模具水平,要提高產(chǎn)品造型的工藝性,提高模具制造工藝水平,拓寬模具設(shè)計思路,提升模具制造設(shè)備,強化模具制造過程管理和質(zhì)量控制,強化人員培養(yǎng),提升對工藝和模具的理解深度,提升專業(yè)水平,強化總結(jié)和交流,才能提升模具制造和調(diào)試的技術(shù)水平。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年12期)2018-08-01 00:47:44
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中國核電(2017年1期)2017-05-17 06:10:11
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
電子制作(2017年19期)2017-02-02 07:08:38
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:18
