成像物鏡集成公差分配與定心裝調技術研究
2022-02-17 08:42:40李星辰高愛梅
電子工業專用設備 2022年6期
李星辰,武 震,高愛梅,申 淙,張 乾
(中國電子科技集團公司第四十五研究所,北京 100176)
在半導體設備領域,高分辨率成像物鏡廣泛應用于套刻對準、視覺檢測、標記識別等模塊,成像質量高、產品穩定性好的光學鏡頭已成為設備的普遍要求。目前,設計高質量的光學系統已不是一件難事,真正影響光學系統成像質量的是制造和集成誤差,而這其中最重要的一項因素就是鏡片的定心誤差。
目前,光學鏡頭裝調技術分為灌裝式和定心車削式,定心車削裝調是利用定心車床對鏡框進行車削的定心裝調技術,定心車削光軸誤差裝調精度更高,但是由于定心車削需額外設計鏡框與鏡筒配合,故整個鏡頭結構尺寸較大,不適合一些約束鏡頭尺寸的應用場景;而灌裝式是將鏡片直接灌裝入鏡筒內,靠鏡筒與鏡片的配合間隙保證光軸偏心和傾斜,灌裝式的優勢是結構小巧,成本較低。本文以灌裝式鏡頭為例,進行成像物鏡的公差分析、公差分配、定心裝調和成像質量等方面研究,整個設計、加工、制造等過程完全實現閉環控制。
1 光學鏡頭裝配公差分配
光學鏡頭一般由多個鏡片和機械零件通過配合結構裝配而成的,誤差會伴隨裝配過程的進行不斷疊加和累積,最終影響系統成像質量[1],從而影響設備的對準精度。光學鏡頭的裝配誤差主要由零件誤差和裝配誤差[2-4]兩大類構成,如圖1所示。零件誤差指光學鏡片的加工誤差,包含曲率半徑、中心厚度、表面光軸偏心、表面傾斜、局部面型、玻璃折射率、玻璃阿貝常數等,這些誤差一旦形成,將成為系統的固有誤差,而且會導致鏡頭在按照分配好的裝配公差集成后也無法達到理想效果;裝配誤差為鏡片在鏡筒內的姿態偏差,包括鏡片光軸偏心、鏡片傾斜和空氣間隔誤差。為此,降低裝配誤差對成像質量的影響就成為提高光學鏡頭性能的重要途徑[5]。

圖1 鏡頭誤差模型
2 加工公差分配方法
2.1 鏡頭設計結果
設計了一套高品質的顯微鏡頭組,鏡頭組的設計分辨率為2μm,要求2μm密集線條的對比度大于0.3。該成像鏡頭組采用無限共軛結構,由高分辨率物鏡和20倍管鏡組成,其中鏡頭組的成像性能主要由物鏡決定,管鏡起放大作用,物鏡的裝配誤差直接影響系統的最終成像性能。物鏡的光學系統如圖2所示,該光學系統共有6片光學鏡片,系統中鏡片的空氣間隔靠機械隔圈保證,鏡片和隔圈靠灌裝方式與鏡筒進行集成。
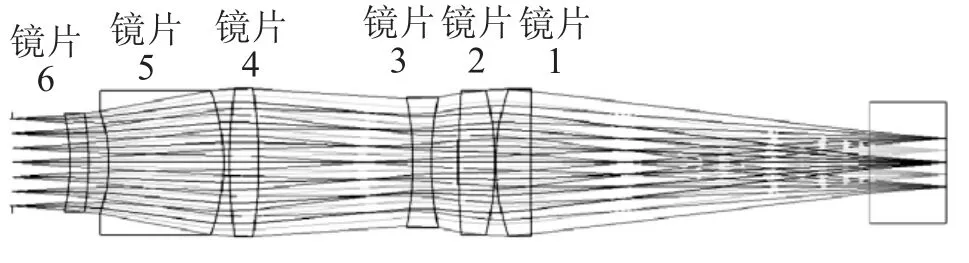
圖2 物鏡光路示意圖
該顯微鏡頭組的性能設計結果如圖3所示,像方彌散斑大小為6.3μm,艾利斑大小37μm,傳遞函數結果顯示,2μm線條的對比度為0.52,接近衍射極限。彌散斑大小和傳遞函數均滿足設計要求。
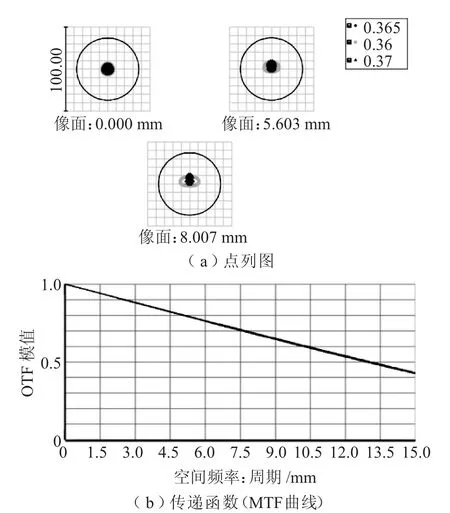
圖3 鏡頭組性能設計結果
2.2 公差仿真分析
經過評估和系統的綜合考慮,確定了表1中的各項仿真公差數據,并將表1中公差代入仿真軟件Zemax進行公差仿真分析。
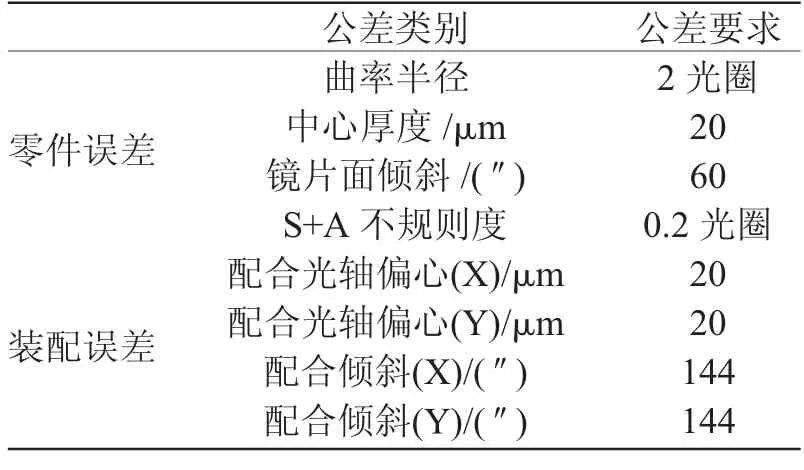
表1 仿真公差輸入結果
公差仿真結果如圖4所示,結果顯示,按照表1中各項公差進行加工集成后,該顯微鏡頭系統組的2μm線條的對比度90%概率可達到0.34以上,滿足系統要求指標≥0.3。因此,公差設計結果滿足要求,可按該公差設計結果進行零件加工公差分配。
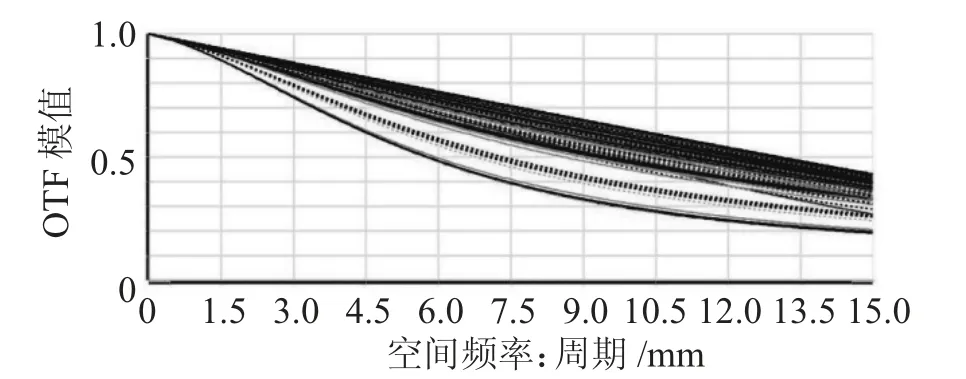
圖4 公差仿真分析結果
2.3 加工公差分配
鏡片和隔圈與鏡頭的結構配合如圖5所示,鏡片外徑與鏡筒內徑相配合,鏡片的表面直接與隔圈相連接。由圖1可知,鏡頭組的裝配誤差主要包含配合光軸偏心、傾斜和空氣間隔。而影響鏡頭裝配誤差的主要因素是鏡筒的內徑、鏡片的外徑、鏡片的自有光軸偏心和隔圈厚度;其中鏡片的自有光軸偏心和隔圈厚度靠加工保障,鏡筒的內徑和鏡片的外徑為光軸偏心和傾斜誤差的主要影響因素。

圖5 鏡筒內部結構
進一步對裝配公差進行加工指標分解。鏡頭組各零部件的加工公差如表2所示,鏡片的外徑的加工公差為負公差,為10~20μm;鏡筒內徑的加工公差為正公差,為5~10μm;隔圈和鏡片厚度的公差均為±20μm。
表2 零件加工公差分配
3 加工制造驗證
鏡頭的各零部件按需求加工完成后,利用高精度中心偏差測量儀,結合計算機模擬輔助裝調的手段,實現了成像物鏡中各鏡片的高精度裝調定心。中心偏差測量儀測量原理如圖7所示,當固定鏡頭的空氣轉臺旋轉時,被測表面的曲率半徑為R,曲率中心的像相對參考軸會畫一個半徑為r的圓,被測表面相對于參考軸的表面偏心偏差即為r,表面傾斜偏差為
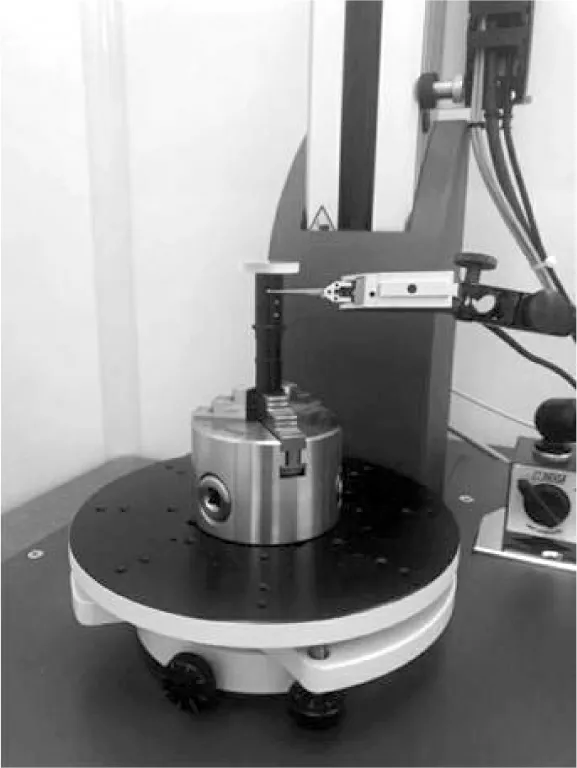
圖6 中心偏差測量示意圖

圖7 中心偏差測量原理
對于鏡片在鏡組中的姿態,如圖8所示,每個單鏡片的兩個表面的球心像連線即為該鏡片的光軸,該光軸相對于基準軸的偏心和傾斜可通過中心偏差測量儀測得并實時調整鏡片的姿態,以保證每片鏡片都能滿足裝配公差要求。
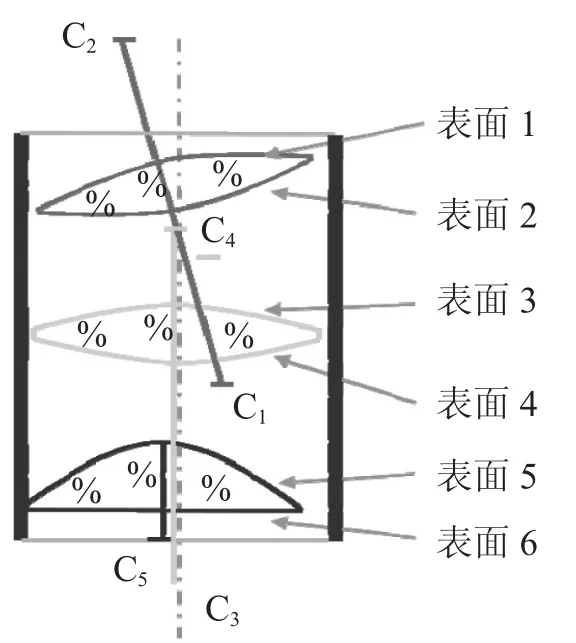
圖8 鏡組中鏡片的光軸示意
通過測試和計算機模擬輔助裝調,鏡頭最終集成的測量結果如表3所示,各鏡片的光軸偏心和傾斜均滿足分配的公差要求。

表3 中心偏差測量結果
將中心偏差測量儀上的光軸偏心傾斜和空氣間隔測試結果直接代入光學仿真軟件Zemax中進行當前裝配結果的仿真分析,得到圖9所示的結果:2μm線條的對比度為0.36。
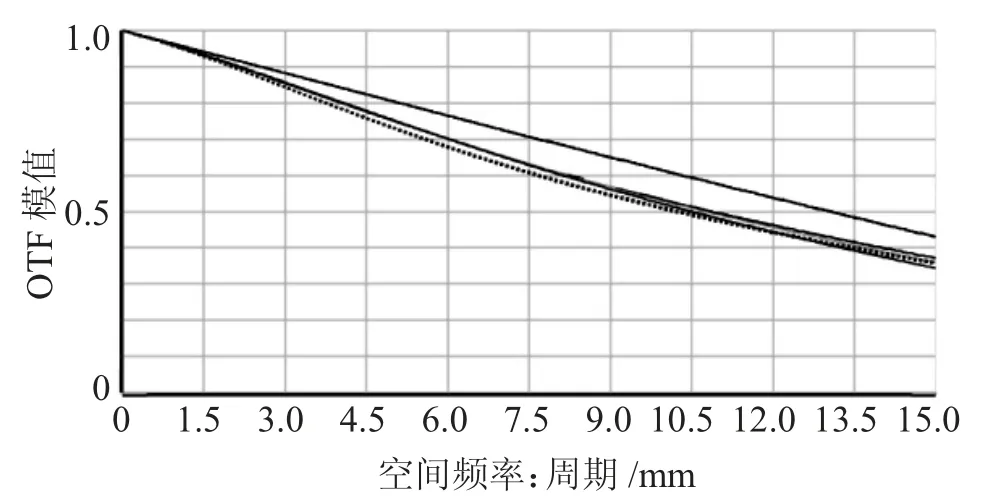
圖9 代入公差后的仿真結果
將顯微鏡頭組各鏡頭集成測試后,集成到系統中進行圖像性能測試。對比度測試結果如圖10所示,1.9μm密集線條的對比度為0.38,與仿真軟件結果對比如表4所示,各項指標均與仿真結果相對應。

圖10 2μm密集線條對比度結果
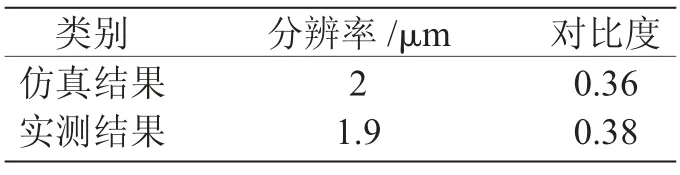
表4 成像性能測試結果表
4 結束語
高分辨率成像物鏡公差分配和定心裝調技術是以分辨率為2μm的顯微鏡頭為研究載體,對傳統的鏡頭裝配技術進行了優化,該技術將鏡頭設計、加工、裝調和成像性能驗證有機結合形成閉環。在鏡頭裝調的過程中利用高精度中心偏差測量儀結合計算機仿真軟件對光學系統進行了“逐片”檢測裝調,并對裝調后的光學系統進行了實測和仿真結果對比驗證。結果表明,運用該公差分配和定心裝調技術,灌裝式成像物鏡各鏡組間的傾斜偏差≤144″,偏心誤差≤20μm,并且成像質量好,各項性能均優于傳統鏡頭,能夠滿足像質要求較高的光學鏡頭需求。
