精密擠壓球面成形回彈現象的分析與研究
2022-02-19 10:12:18束昊周燕妮
機械工程師 2022年2期
關鍵詞:變形
束昊, 周燕妮
(1.徐州重型機械有限公司,江蘇 徐州 221004;2.中國礦業大學徐海學院,江蘇 徐州 221008)
0 引言
回彈是擠壓成形卸載過程產生的反向彈性變形,是擠壓成形過程中普遍現象。尤其是球面擠壓成形件,回彈現象更為嚴重,對零件的尺寸精度、生產效率和經濟效益產生極大的影響。零件的最終形狀取決于成形后的回彈量,回彈的存在使零件尺寸精度降低,從而增加了試模、修模工作量;同時由于回彈嚴重造成擠壓件對模芯回彈包合力過大,脫模時模芯易發生斷裂,因此開展回彈研究,根據回彈研究計算脫模阻力對擠壓模具設計,同時避免反復修模,這對保證擠壓件質量有著重要意義。
1 塑件的工藝性分析

2 球面回彈研究理論模型的建立
滑履回彈分布研究包括球面和柱面回彈,其中柱面回彈相對較簡單,不同深度的徑向回彈量差別很小,可以忽略;球面回彈比較復雜,球面回彈需要研究整個球面的回彈分布規律[3]。但是由于球面是軸對稱的,所以只需分析球面對稱軸上一個斷面上的回彈分布即可,因此利用三坐標測量儀測出球面斷面90°圓弧上的回彈分布規律,再利用最小二乘法擬合出球面回彈分布方程,最后通過適合球面積分求出回彈正壓力。
3 球面回彈分布方程的建立
3.1 球面回彈數據測量
按照上述方法先運用三坐標測量儀(蔡司UPMC ultra橋式測量機)對成形件和模芯進行測量,從而獲得模芯Z向深度和XOY平面直徑兩組數據,如果直截對模芯(Z向深度和模芯XOY平面直徑)進行擬合,獲得XOY平面回彈量,要轉換為球面徑向回彈量,需要求解一元三次方程,根據一元三次方程求根公式,這個球面徑向回彈量表達式是非常繁瑣的,不適合后面的球面積分計算,因此首先把模芯(成形件)Z向深度和模芯XOY(成形件)平面直徑兩組數據根據幾何關系轉換為XOY平面直徑和φ角兩組數據,然后再進行擬合,具體如圖2、表1所示。
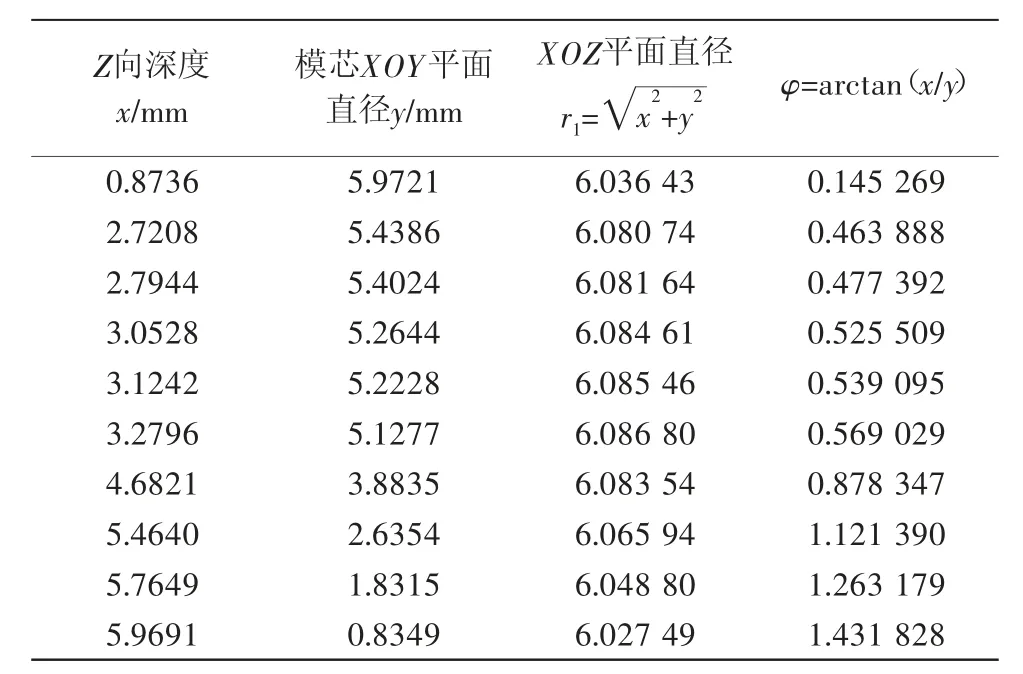
表1 模芯測量數據
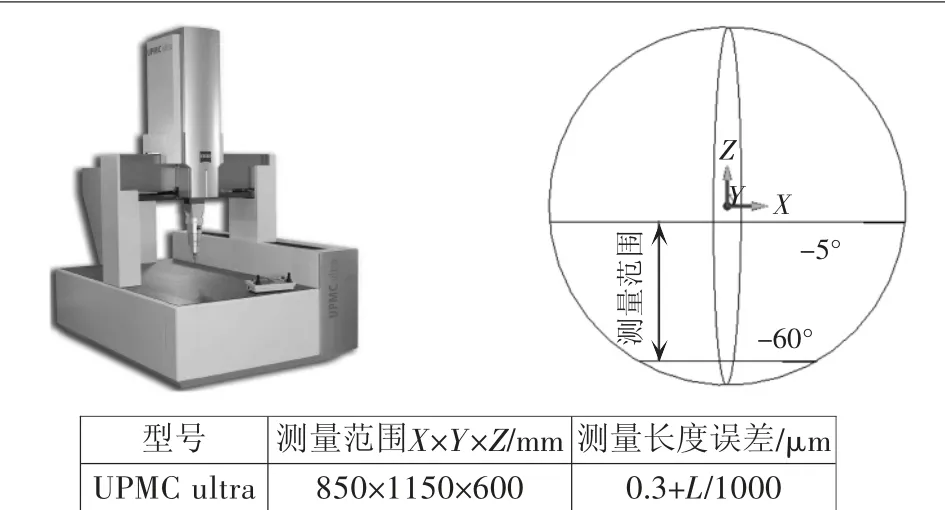
圖2 橋式測量機UPMC ultra參數及球面測量模型
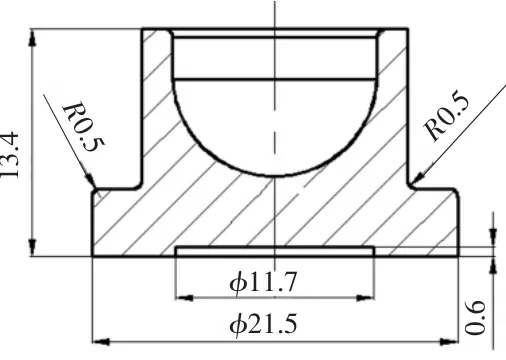
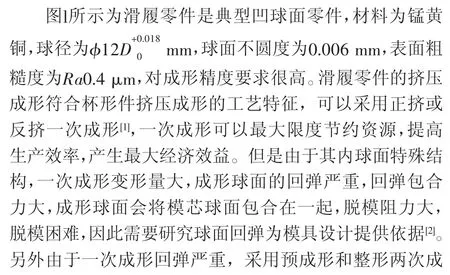
圖1 滑履
再用三坐標測量儀測出滑履球面輪廓數據,即Z向深度和球面XOY平面直徑兩組數據,然后把滑履球面Z向深度和XOY平面直徑兩組數據,根據幾何關系轉換為XOY平面直徑和φ角兩組數據,具體如表2所示。
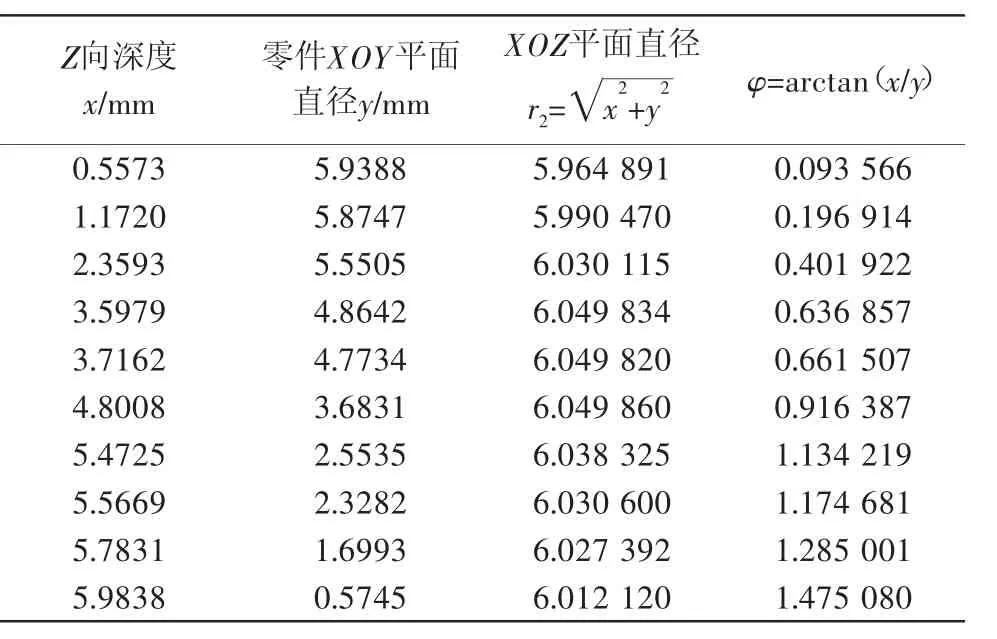
表2 滑履球面測量數據
3.2 球面回彈分布方程擬合方法研究


3.3 擬合效果分析
如表1、表2所示,對球面半徑擬合,把各個水平夾角代入模芯(零件)球面擬合方程求得模芯(零件)半徑,把擬合方程獲得模芯(零件)半徑和實際半徑進行比較,其誤差相對半徑很小,遠小于工程應用許可誤差。如表3所示,把各個水平夾角φ代入擬合出的球面回彈變形方程,可求出相應水平夾角處的球面回彈量Δr,回彈量擬合誤差由模芯和零件擬合誤差共同組成,其關系是加減疊加關系,模芯和零件擬合誤差同在一個數量級,根據模芯擬合誤差可以推出回彈量誤差最大也小于0.001 mm,相對于球面回彈很小,可以忽略,所以該數值擬合方法的精度很高,完全滿足工程應用要求。

表3 擬合效果分析數據mm
4 回彈正壓力計算
由于球面回彈對模芯球面產生的正壓力是計算旋轉脫模滑履球面與模芯球面摩擦力的重要依據,旋轉脫模是利用模芯和滑履相對旋轉來減小滑履球面與模芯球面摩擦力[5],按照現代摩擦理論,模芯與成形件的球形接觸面摩擦力主要包括機械咬合力、分子黏合力和接觸面某些點發生焊合所產生的阻力[6],利用模芯和擠壓件相對旋轉,可以明顯減小這3種摩擦阻力。回彈正壓力計算根據上述獲得回彈擬合方程Δr(φ),同時依據應力與應變關系得出回彈正應力σ=E Δr(φ)/r2[7],彈性模量E為110 GPa。
由于σ隨φ不斷變化,球面積分時選擇一個與Δr(φ)變化相適合的微元體,如圖3所示。
圖3 球面積分模型
取微元體ds=2πr2cosφdρ,ρ=r2φ,dρ=r2dφ;

5 整形件回彈變形分析
由于零件尺寸精度主要決定于整形工藝,整形階段的回彈變形直接影響成形件的尺寸精度,因此整形階段的回彈變形分析有著重要的意義,可以根據整形階段的回彈變形量校正整形模芯,補償回彈誤差,從而保證產品幾何精度。整形階段的回彈變形研究方法與預成形階段一樣,首先用三坐標測量儀對成形件和模芯進行測量數據,對這些數據進行處理和數值擬合,獲得整形件球面直徑(即XOZ平面直徑)r3和水平夾角φ的擬合方程,整形模芯球面直徑(即XOZ平面直徑)r4和水平夾角φ的擬合方程為
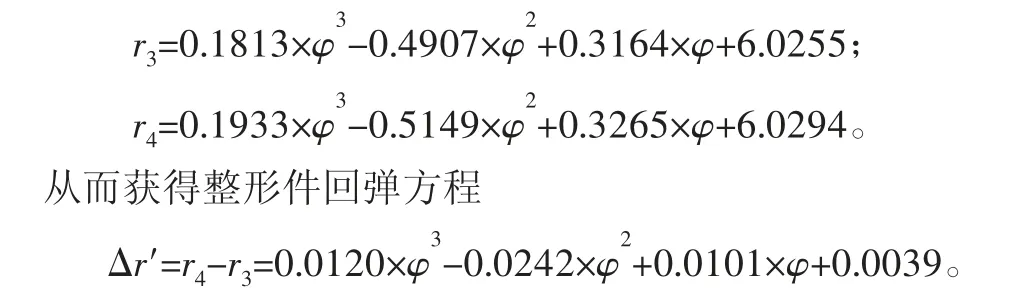
整形件回彈方程在弧度ф[0.083,1.57]上先增后減再增,當φ=1.083最小,最小回彈變形量為0.0034 mm,當φ=1.57最大,最大回彈變形量為0.013 mm,由此可見整形階段回彈變形量相對預成形大大減小,而且最大回彈變形量與最小回彈變形量之差小于滑履球面公差[0,0.018]的區間長度,因此可以通過調整模芯公差獲得合格滑履零件,若最大回彈變形量與最小回彈變形量之差大于滑履球面公差[0,0.018]的區間長度,則無法通過調整模芯公差獲得合格滑履零件。整形階段回彈研究證明了采用預成形和整形兩次成形方案明顯減小回彈,保證終成形件尺寸精度的正確性。

然后對最終成形高精度滑履零件進行三坐標測量,其球面輪廓數據如表4所示。
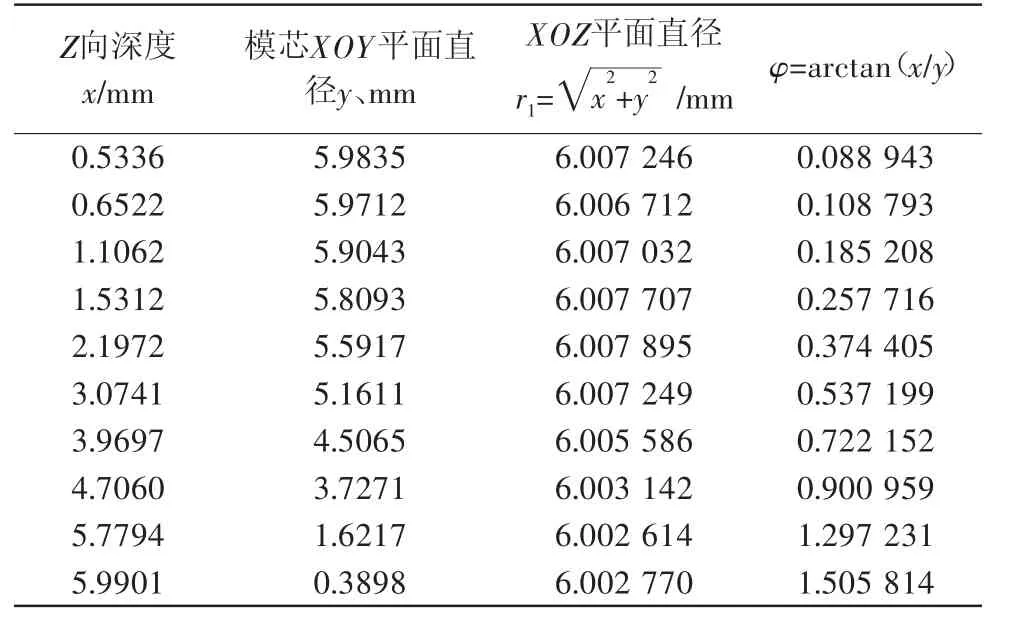
表4 合格滑履零件數據

圖4 修正后模芯

圖5 最終成形滑履零件
然后對測量數據進行處理,利用幾何關系,把整形件Z向深度和XOY平面直徑,轉換為球面直徑(即XOZ平面直徑)r和水平夾角φ,對r和φ兩組數據進行擬合,獲得整形件球面直徑(即XOZ平面直徑)r和水平夾角φ的擬合方程為

該方程在弧度φ[0.083,1.57]上,當φ=1.403,最小r=6.0025 mm,當φ=0.324,最大r=6.0080 mm,最大最小尺寸都在球面直徑的尺寸公差范圍內,因此滿足圖樣尺寸精度要求。
6 結語
本文通過球面回彈現象分析與研究,根據球面的對稱性,建立球面回彈分析模型,再利用最小二乘法擬合出球面回彈分布方程,計算球面回彈正壓力,為設計精密擠壓模具提供依據,根據回彈擬合方程求出回彈量對整形階段模芯進行修正從而實現回彈補償,最終保證擠壓滑履球面精度滿足公差[0,0.018]要求,本方法對實際工程應用有較強指導價值。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
