化工自動化控制關鍵技術分析
2022-02-24 02:47:54甘學青
化工設計通訊 2022年2期
姚 明,甘學青
(青海大學,青海西寧 810000)
化學工業在國民經濟體系中占據重要位置,對于我國經濟社會的發展起到了重要的推動作用。隨著科學技術的進步,化學工業不僅實現了規模的擴展,同時也提升了自身的科學技術水平,但是整體水平依舊和國外化工業存在一定的差異。在國內,一些資源和能源被浪費,資源和能源的實際利用率并不高,這難免會影響化學工業的長遠發展。所以要重點探討化工自動化控制的關鍵技術,以推動化學工業的可持續發展。
1 化工自動化控制技術概述
化工自動化是化工產品加工的具體環節,需要依靠大量的科學技術手段,也就是要求使用自動化控制技術,盡可能避免人為操作誤差的出現。尤其是在產品加工方面,針對流量、溫度、壓力、儀表液位等關鍵指標的調控都需要進行計算機編程,通過參數設置來實現高效的控制,確保產品加工能夠更加規范化、精準化、標準化[1]。
一般來說,自動化設備組裝和運用能夠實現部分人工替代目標,這有助于適應高質量化工生產需要,提供生產安全性保障。化工行業一直以來都在為發展經濟事業做巨大貢獻,化工安全生產也引起了人們高度的關注,而對于存在一定危險性的化工操作流程,不僅會威脅到操作人員的生命安全,對于生產作業效率也會帶來較大的負面影響。以往的加工模式已經無法滿足時代的需求,現實的生產效率無法得到對應的提升。為了妥善解決問題,必須要做好技術創新工作,最終推動化工業健康快速發展。因此,考慮到化工行業生產作業帶有危險性,為了進一步提升化工生產效率,防范安全事故的發生,就需要考慮對化工自動化控制技術的合理使用,增大監管力度,通過合理有效的技術手段和監管避免這類情況的出現。
2 化工自動化控制和通常化工方法之間的差別
相比普通的化工生產方式,化工自動化控制最為明顯的差別在于動態與反饋兩個方面,找準兩者之間的差別能夠對化工自動化控制有更直觀的理解。
2.1 動態
在控制流程之中,穩態指的是各種各樣的工藝所依托的均衡狀態。當生產處于穩態的狀態下,被意外因素干擾的時候就可能導致偏離穩態的情況出現,最后在控制作用下才能緩慢恢復,這個過程就稱之為動態過程。一般來說,出現偏離現象之后無法完全恢復,有繼續偏離的可能,也有偏離出全新穩態的可能。大部分工藝設施的設計都需要基于可能出現的最大偏離來進行分析,不能按照穩態進行處理。
2.2 反饋
自動化控制是否成功的關鍵在于是否反饋消息。在控制系統之中,如果在控制器發生控制動作以后可以直接向控制器傳遞控制效果,進行對比處理,就可以明確下一步校正,向控制器回傳控制效果的流程就是消息反饋[2]。
3 化工自動化控制存有的問題分析
3.1 自動化業務流程不夠標準
目前,運用自動化控制模式的大多是獨立研發模型,原因主要在于自動化操控模型和獨立研發模型進行了信息的交換,工業信息和模型也有互換關系的存在。因此,自動化業務流程對出現混亂的、不標準的情況,盡管各種模型有著自己獨立的自動化控制水平,但整體缺乏競爭力,很多時候都不具備設備流程模式和優化流程工藝的條件。
3.2 自動化控制質量管控參數規范性偏差
質量管控存在于自動化控制中,是一個重要流程,要求做好屬性與標準的明確,這部分數據在實際的生產活動中就需要加以明確。如客戶要求的主要數據信息,實際的化工產品參數標準通常都沒有整體性規劃,從而使實際的自動化控制過程受到一定的負面影響。
3.3 自動化產業規模偏小
如今化工工藝類型越來越多,科研單位盡管具備一定的科研水平,但往往缺少資金力量,最終導致研發模型通用能力相對較低,并且產業化規模不足,從而導致已經存在的過程模型消耗大量人力與財力,技術產品優化也是如此。并且高級研究人員直接參與產品化程序的研發,耗費大量財力、人力和技術力量。
3.4 自動化控制體系集成管理水平有待進一步加強
在自動化控制體系之中,一般來說都是采取常規化的操作體系,但是這樣會導致超過九成的設施難以發揮其作用,研發與普及集成管控能力更強的自動化管控體系,就可以提升其自主優化技術與流程模擬,同時也要求能夠增強相關的科研力度。
4 化工自動化控制的關鍵技術
化工自動化的傳統控制模式主要依靠機械或者單一線性程序,但是在實際生產中可能會出現突發情況或者非線性關系,進而無法準確判斷程序,需要依靠人工操作的方式進行生產。有時候工作人員不能及時發現程序故障,極有可能引發安全事故,產生經濟損失。如今電子信息技術持續發展和更新,化工自動化生產水平和質量得到相應的提升,更多企業紛紛在自動化控制系統里面添加計算機網絡設備,以便積極應對復雜的情況。但是大部分化工企業在實施自動化控制的過程中依舊是考慮到傳統的PID控制,這就要求進一步加快創新,建立可靠的、先進的控制程序,以此來減輕化工企業的負擔,提升經濟效益和社會效益。因此,主要探討了預測控制、人工智能控制、自適應控制、MIS控制、監測模型控制以及緊急停車控制,以便對化工自動化控制關鍵技術有更全面的了解。
4.1 預測控制
PID控制涵蓋定值、隨動以及程序等類型不同的傳統控制,不過核心機制統一,要通過儀表監測參數指示值和測量值的區別,然后通過負反饋控制系統來加以調整,讓測量值和指示值能夠保持相互一致。PID控制對應的時間精度要求不高,能發揮更大的作用,然而現代化工產品正逐漸朝著高效化、精密化發展,PID控制存在時間上的滯后性,不能適應產品生產需要。在這一情況下預測控制出現了,基于PID控制進行模型算法的預測,系統在一次負反饋校正之后就可以利用算法進行下一次指示值的自動預估,接下來利用反饋系統把測量值直接調整為預估值水平。最后結合指示值進行預估值的調控,因為指示值與預估值屬于相對接近關系,調整速度極大高于PID控制。基于不斷的積累提升預測模型算法精度,最終提升系統的整體效率[3]。
4.2 人工智能控制
在21世紀,隨著機器學習理論的發展,在理論計算、數據分析等方面取得了驚人的成果,化工行業引入人工智能概念。目前,很多化工企業都嘗試添加人工智能程序,以便提升自動化水平。專家系統是較為簡單的一種人工智能控制系統,涉及大量理論知識、生產實踐經驗。當系統在特殊條件下無須人工操作時,就可以直接利用專家系統,基于相應的理論與經驗來實現系統參數的合理調整。專家系統既有最初知識信息寫入,又能通過專家實現新知識與新內容的不斷補充,同時修改錯誤的、過時的信息[4]。
如國電赤峰3052煤制尿素項目就屬于智能制造裝備發展的專項項目,屬于國電智深公司控制系統在化工領域的首次運用。在項目控制中,按照現實要求涵蓋了兩個部分:中央控制系統、動力車間控制系統,系統配置如圖1所示。利用域管理技術可以科學分解系統處理模塊,實現不同功能的接入、隔離,為獨立裝置監控、全流程集中監控提供支持。
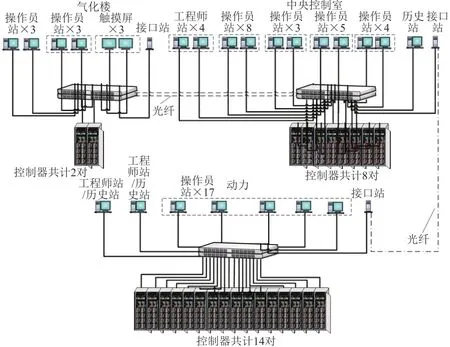
圖1 化工項目智能化控制系統圖
4.3 自適應控制
傳統程序控制系統對應比較簡單的算法程序,在工作人員設定好算法之后,系統就根據固定參數算法完成所需操作。在時間的推移中,算法最后會失去效用。有的時候在實際操作中反應器內部環境會有突發性的改變,造成既有算法很難發揮應有效用。所以,傳統的程序控制系統在實際的運行中需要配合人工的算法調節,一旦沒能第一時間調節,就可能造成原材料的損失,也可能會直接損壞設備。自適應控制系統的出現能夠很好地解決這類問題,自適應系統基于傳統的程序控制增加了決策控制和環境評估,系統主要是利用儀表對反應器的環境做出綜合性評估,然后通過決策程序來產生控制決策,實現系統參數算法的自動調節[5]。
4.4 MIS控制
隨著化工自動化技術的不斷發展,化工自動化技術必定會滲透到數據采集整理、經營管理、生產決策等多個環節中。就MIS控制系統而言,它本身在化工行業擁有較為廣闊的發展前景,通過一體化信息平臺,在科學技術的推動下成為自動化控制系統。圖2展示的MIS控制系統圖,能夠實現更為科學的自動化管理,促進化工行業的可持續發展。

圖2 MIS控制系統圖
4.5 監測模型控制
針對這一環節,具體的化工生產監督涉及對模型的分析,其本身對于保護整個生產鏈的安全性有至關重要的作用。在化工生產環節使用監控模型技術加以分析,主要是分析實際執行情況,能夠提供工具和有關工作人員的其他信息,很多都可以直接進行現實生產情況的用戶化處理。只要能夠全面把握,快速確定生產設備發生的故障和問題,尤其是在大范圍出現的時候,依舊有助于化工生產安全性與可靠性的提升。
在實際控制中,需要對化工生產細節有更準確的理解、把控,提高整個生產環節的安全性、可靠性。通過細致地分析化工生產涉及的每一個環節,知道生產設備的故障和一些安全隱患,以便及時進行挖掘,這樣才能夠及時發展問題,并且將設備對應的質量風險與安全風險真正解決。
4.6 緊急停車系統控制
在應用自動化控制技術中,運用緊急停車系統是非常關鍵的,特別是對化工自動化控制有重要意義。為了能夠有效地避免安全事故的發生,如果生產設備或者生產裝置達到相應標準值,就會觸發這一系統,從而避免惡性安全事故的出現[6]。對于化工自動化控制、緊急停車系統,兩者是有區別的,前者以連續的、動態的控制為主,做好生產設備監測處理,確保將各項生產指標均控制在合理的標準范疇;后者則以檢測關鍵參數的對應臨界值為主,只要設備的參數超過臨界值,緊急停車系統即刻進行干預,保證整個生產過程安全可靠。
針對緊急停車系統,其本身主要是結合實際的停車方式,將其直接劃分成為全面緊急停車、局部緊急停車、正常停車,以此確保化工生產安全。對于全面緊急停車而言,以由突發意外事件引發的停電停水問題為主;局部緊急停車以由電源損壞或者設備發生故障等引起的問題為主;正常停車是有規律的、有計劃的停車現象,以便工作人員能夠做好全面的檢查與維護。所以,就需要盡可能避免出現太多的中間設備。針對故障安全原則,主要涉及執行單元、檢測單元,一旦故障出現,就可能會滋生危險,即刻啟動緊急停車系統,以此來規避事故的發生,保證運行效益。
5 結語
科學技術的不斷發展和更新使得化工自動化控制技術也跟隨時代的發展步伐而不斷創新。基于技術層面分析,在化工業發展中需要做好對應的自動化控制探究與實踐,這樣才能實現自動化控制技術的不斷創新,推動化工行業的有序、穩定發展,最終推動國民經濟實現高質量發展。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
數學物理學報(2020年2期)2020-06-02 11:29:24
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
