Al/Mg 攪拌摩擦焊接接頭組織及性能研究*
2022-03-01 02:18:42李海寧王云龍李先芬李玉虎
焊管 2022年2期
0 前 言
在輕量化技術的發展浪潮中, 越來越多的輕質材料進入大眾視野, 如在汽車熱交換器制造行業, 通常采用鋁管代替銅管以降低材料成本
。焊接作為焊管生產的一個重要環節, 通常對焊管質量起著決定性的作用, 傳統的熔焊方法有電弧焊、 激光焊等等, 這些熔化焊接方法導致焊接過程溫度高, 容易在界面結合處生成大量連續的IMCs 層, 另外熔焊過程中氣體未完全溢出就會產生氣孔, 如果存在應力, 還會產生裂紋等缺陷, 導致焊接質量較差。 攪拌摩擦焊是英國焊接研究所(TWI) 在二十世紀末發明的新型固相連接技術, 是一種加工效率高且無有害氣體產生的強塑性加工方法。 其優勢尤其適用于鋁、 鎂等輕質合金的同種或異種焊接, 為輕合金的工程結構制造領域開辟了新途徑
。 采用攪拌摩擦焊的方法連接輕質材料, 同時加入中間層改善連接性能, 在輕量化方面具有十分重要的意義與應用價值。 李興康等
通過攪拌摩擦焊成功實現了對GIL鋁合金管的焊接, 改善了鋁合金管的攪拌摩擦焊工藝。 于歡等
探究了焊接速度及Hook 成形效果對5A06 鋁合金和AZ31 鎂合金攪拌摩擦焊的連接性能影響, 適當的降低焊接速度能增大有效搭接厚度及有效搭接寬度, 但焊接速度過低會導致Hook 溝附近產生明顯的金屬化合物過渡層,導致過渡區開裂, 使Hook 溝處達到良好的冶金結合能提升拉剪性能。 謝吉林等
利用攪拌摩擦焊-釬焊復合焊接方式探究Zn 單質釬料對連接性能的影響。 研究發現Zn 可作為液態潤滑劑, 不僅對結合界面處有凈化作用, 促進冶金結合, 也抑制了Al-Mg 系IMCs 的形成, 用Al-Mg-Zn 系IMCs 取而代之, 最大拉剪強度為5.5 kN, 提高了10%左右。 牛士玉等
通過超聲輔助制備了帶Zn中間層的鋁鎂搭接接頭, 研究發現外部超聲可以增加接頭的有效搭接寬度和有效板厚, Zn 中間層可以使接頭的Al-Mg IMCs 變為彌散分布的Mg-Zn 及Al-Mg-Zn IMCs, 提高接頭的拉剪力。Abdollahzadeh 等
研究了攪拌摩擦對接6061 鋁合金和AZ31 鎂合金中加入鋅片的影響。 發現微觀組織以Al-Mg-Zn、 Mg-Zn 化合物及殘余的Zn單質為主, 消除了Al-Mg 系IMCs, 其中焊縫強度由141 MPa 提升至175 MPa, 斷口形貌與不加鋅層時基本一致。 由此可見, IMCs 的種類、 分布與尺寸與焊接接頭性能密切相關。 由于采用傳統熔化焊接方法連接Al/Mg 異種材料構件時, 焊接溫度較高, 在Al/Mg 界面處易生成Al-Mg 系IMCs, 而攪拌摩擦焊屬于固相連接, 焊接過程中母材不發生熔化和凝固過程, 為此完全避免了傳統熔化焊中因材料熔化及凝固過程而帶來的氣孔、 裂紋及合金元素燒損等問題, 因此本研究采用攪拌摩擦焊方法, 添加Zn 中間層, 連接鋁鎂合金, 研究界面處IMCs 分布規律以及Zn 的作用機制。
1 試驗材料及方法
本研究使用材料為5052 鋁合金和AZ31 鎂合金, 化學成分見表1。 兩種材料加工尺寸均為75 mm×150 mm×3 mm, 用于后續搭接試驗及拉伸測試制樣。 使用的中間層材料是北京佳銘鉑業公司生產的單質Zn 箔, 純度為99.99%, 厚度分別為20 mm、 50 mm 和100 mm。

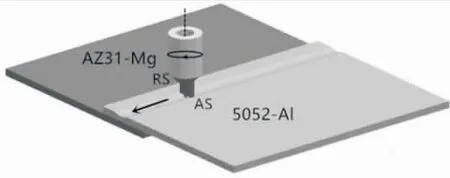
試驗前使用W40、 W20 砂紙對鋁合金和鎂合金板材表面打磨, 目的是去除表面氧化膜, 并用酒精、 丙酮溶液清洗潔凈, 防止表層氧化膜及雜質影響攪拌摩擦搭接焊接質量。 對5052 鋁合金及AZ31 鎂合金搭接區域進行標識, 搭接區域長度為30 mm, 同時對Zn 箔進行裁剪, 尺寸為30 mm×120 mm, 并將Zn 層置于經過標識的鋁/鎂搭接中間區域, 其搭接方式如圖1 所示, 采用鋁板在上、 鎂板在下的搭接方式, 利用工裝夾具固定試樣, 防止其在焊接過程中因自身熱膨脹系數大等造成焊接變形。
采用X53K 立式銑床改裝成的攪拌摩擦焊接設備進行搭接焊試驗, 攪拌頭選擇圓柱螺紋攪拌頭; 攪拌針長度為3 mm, 直徑為3 mm; 軸肩直徑17 mm, 傾角2.8°; 焊接旋轉速度950 r/min,行進速度為30 mm/min, 壓下量為0.7 mm; Zn 層厚度分別選擇0.02 mm、 0.05 mm 和0.07 mm。
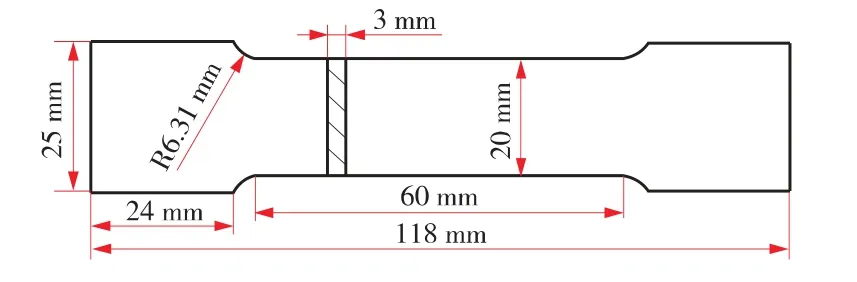
焊接后, 使用RXQ-2 型金相試樣鑲嵌機將切割后的接頭試樣進行鑲嵌, 將鑲嵌試樣表面進行粗磨和細磨, 研磨完成后, 在PG-2B 型拋光機上使用粒度為W2.5 的水溶金剛石拋光膏進行拋光處理, 之后用超聲波清洗儀清洗, 時間約為10 min。金相腐蝕劑選用10%硝酸酒精溶液, 腐蝕時間為10 s, 腐蝕結束后, 采用蔡司Stemi305 型體視鏡、江南MR5000 光學顯微鏡、 日立SU8020 型場發射掃描電子顯微鏡觀察分析Al/Mg 異種攪拌摩擦搭接界面宏觀和微觀組織特征。 利用VTD401 數顯顯微硬度計測量接頭橫截面的顯微硬度, 載荷為50 g, 加載時間為10 s。 依據GB/T 228.1—2010《金屬材料室溫拉伸試驗方法設計拉伸試樣》, 拉伸試驗在CMT-5150 型萬能力學試驗機上進行, 拉伸試樣尺寸如圖2 所示, 拉伸試驗所采用的拉伸速率均為0.5 mm/min。 采用荷蘭帕納科公司生產的X’Pert PRO MPD 型X 射線衍射儀進行XRD 試驗。
2 試驗結果及分析
2.1 宏觀形貌、 微觀組織及物相分析
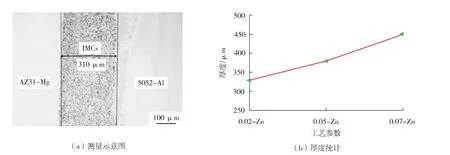
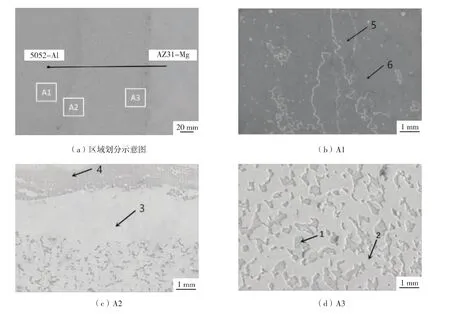
焊縫截面形貌如圖3 所示。 加入Zn 層后,焊縫截面形貌較未加Zn 層時無較大區別, 沒有發現焊接缺陷, IMCs 層沿攪拌區底部分布, 厚度較為均勻。 IMCs 層厚度統計如圖4 所示, 隨Zn 中間層厚度增加, 焊縫中的Zn 含量不斷增加, 界面處IMCs 層的厚度不同程度地增大, 一定程度上也反映了形成IMCs 數量的變化。
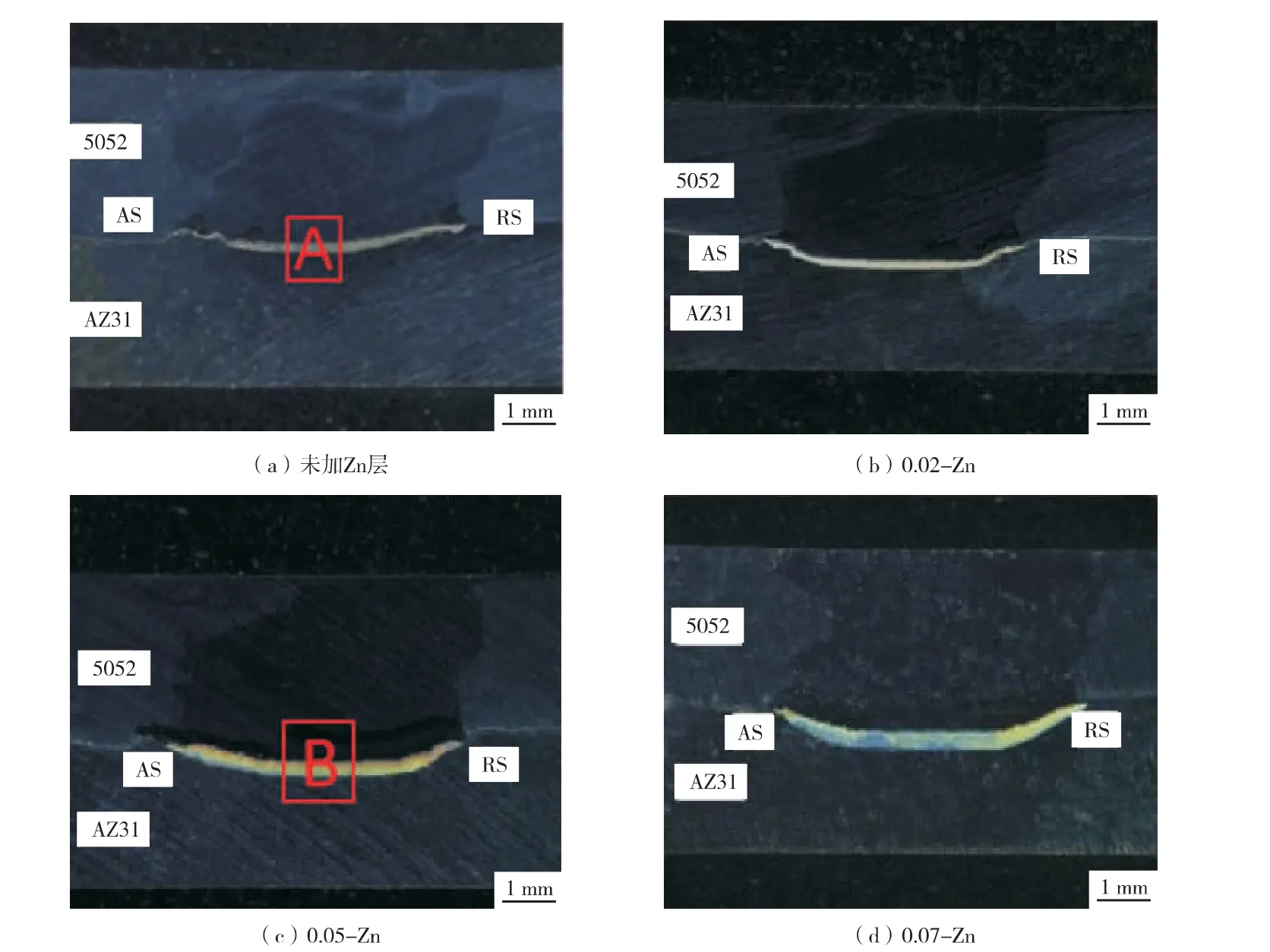
(1) 將攪拌頭旋轉速度、 焊接行進速度和壓下量固定為950 r/min、 30 mm/min 和0.7 mm,當Zn 層厚度變化時, 焊縫表面均光滑無缺陷,焊縫微觀冶金結合良好。
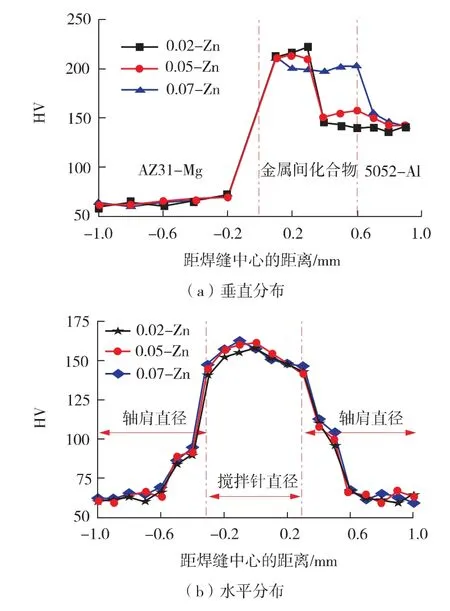
對上板中側進行硬度測試, 水平方向由于測試距離不夠長, 只包含了焊縫區和熱影響區, 如圖7 所示。 三組參數趨勢相同, 都呈現了攪拌摩擦焊道典型W 形的一部分, 焊縫攪拌區硬度在160HV 左右。 垂直方向由鎂部方向-過渡層-焊核區鋁部進行, 如圖7 (a) 所示, 在過渡層,由于生成鋁鎂系IMCs、 Mg-Zn、 Al-Zn 混合物,硬度為210HV 左右。 0.07-Zn 組高硬度點數顯然多于其他兩組參數, 這也間接反映了0.07-Zn 組過渡層的厚度大于其他兩組。

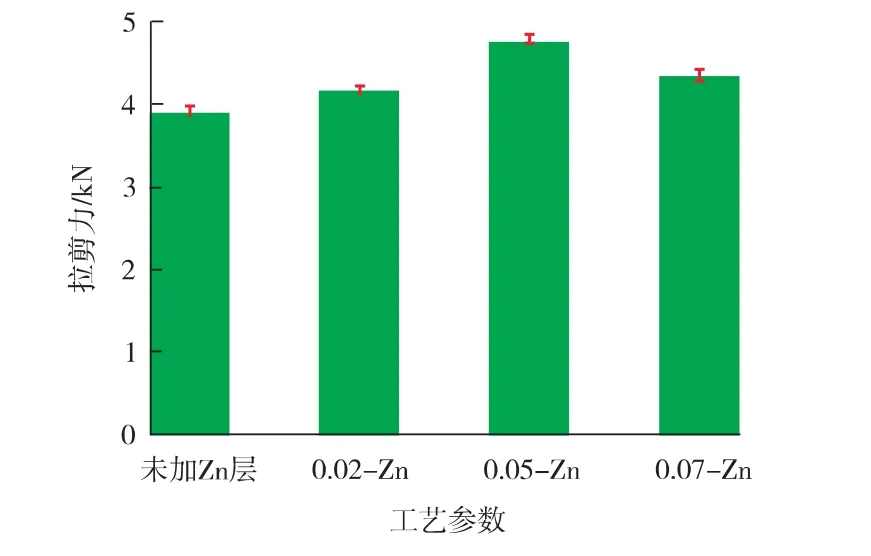
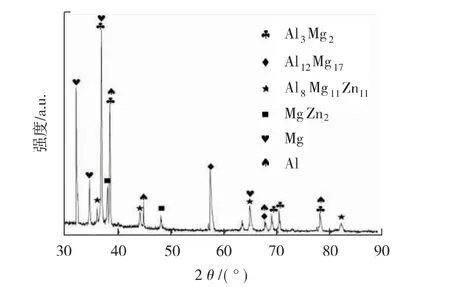
拉剪測試結果如圖8 所示, 未加Zn 層時拉剪力最小, 拉剪力最大值出現在0.05-Zn組, 最大值為4.79 kN。 斷口XRD 分析如圖9所示, 出現了MgZn
、 Al
Mg
Zn
IMCs 。 添加Zn 中間層后, 由于焊接溫度高于Zn 的熔點,熔化的Zn 在一定程度上增大了材料的流動性,顯著改善了材料的交互行為。 根據Al-Mg-Zn三 元 相 圖L →MgZn
-480 ℃及L →MgZn
+A
Mg
Zn
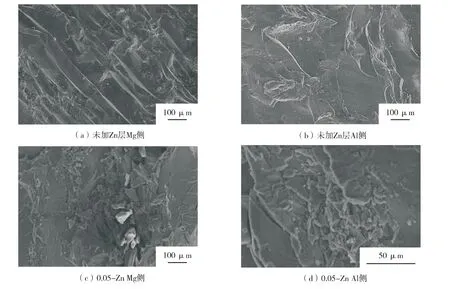
-437 ℃可知, 生成的Mg-Zn IMCs以及Al-Mg-Zn IMCs 是導致拉剪力較未加Zn層提高20%的主要原因。 斷口形貌如圖10 所示, 由圖10 可知, 未加Zn 層時, 鋁側呈現河流花樣, 鎂側存在撕裂棱, 沒有觀察到韌窩的存在, 分析其斷裂方式為解理脆性斷裂。 加入Zn 中間層后, 斷口形貌呈現解理臺階狀, 臺階上散落著一些小顆粒。

2.2 硬度及拉剪力測試
《坤輿圖》說:“獅性最傲,遇者亟俯伏,雖餓亦不噬……又最有情,受人德必報。”所以獅子紋飾的精神之美也是歷來受人稱頌。獅子勇猛但是性情仁義,重情重義,知恩圖報,獅子紋飾于是有四海升平,萬國咸寧的美好寓意。
各下位機接口板的功能是接收并存儲主控制器發送來的提花控制數據段,還要控制提花數據的移位串轉并、數據檢測、數據并行輸出以及出錯判斷.下位機控制板由下位機CPU、信號驅動器以及移位寄存器構成.下位機原理結構圖見圖2.
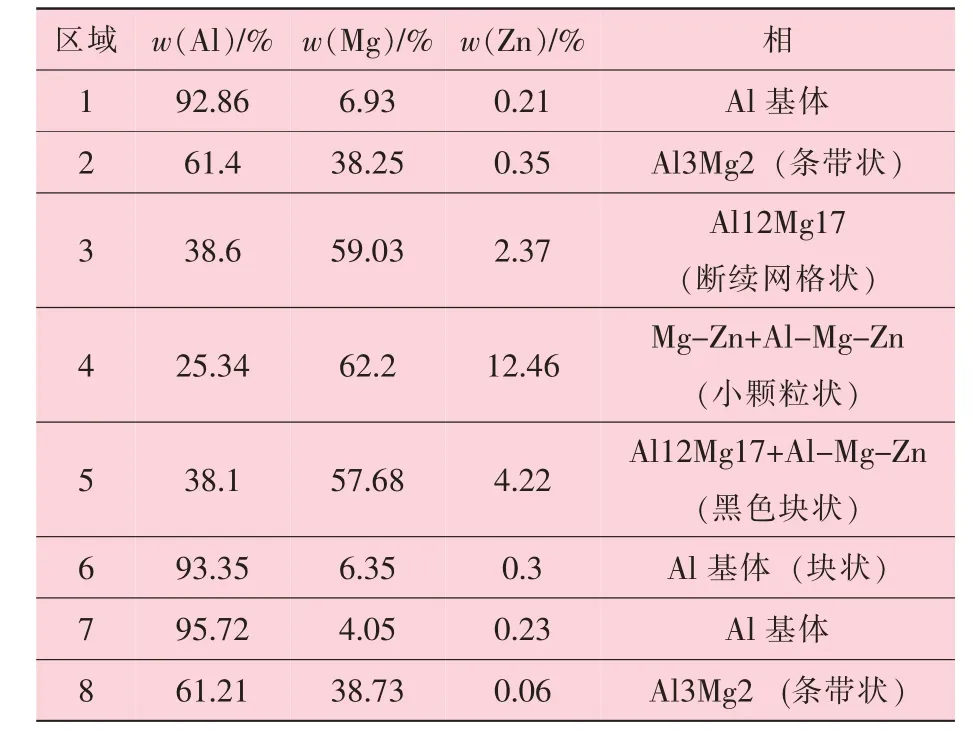
對圖3 (c) 中B 區域進行點分析, 其SEM 形貌如圖6 所示, 點分析結果見表3。 1、 7 區域為Al 基體, 部分鋁基體(6 區域) 以塊狀形式流動到IMCs 層邊緣。 鋁側部分區域(2、 8 區域) 可發現部分條帶狀A
Mg
IMCs。 在IMCs 層的B3 區域,主要為斷續網格狀Al
Mg
IMCs (3 區域), 網格中分布著較大黑色塊狀Al
Mg
+Al-Mg-Zn 混合物(5 區域) 以及小顆粒Mg-Zn+Al-Mg-Zn 混合物(4區域)。 對比不加Zn 中間層的點分析結果可知,IMCs 層靠近鋁側主要由鋁基體及條帶狀A
Mg
IMCs 組成, IMCs 層內部由網格狀Al
Mg
組成,加入Zn 中間層后, 網格狀內部出現Mg-Zn 以及Al-Mg-Zn 混合物, 小尺寸顆粒狀Mg-Zn 取代連續分布的Al-Mg IMCs, 均勻分布在攪拌區內部。
發呆。下午則踱到羅四強的發廊里,然后尋一張小凳子,又坐在門口發呆。發廊門口永遠蹲著一只狗,這是羅四強喂的。狗叫阿斗。阿里不發呆時,就跟阿斗玩一下。羅四強又給他剃了個頭,依然還是說“送你個頭”。
3 結 論
對圖3 (a) 中A 區域進行點分析, 其SEM 形貌如圖5 所示, 分析結果見表2。 從圖5 可看出,未加Zn 層時, IMCs 層5 區域呈層片狀的為Al
Mg
, IMCs 層4、 6 區域為Al 基體, 靠近鋁側的3 區域呈長條狀為Al
Mg
IMCs, 靠近鎂側2 區域呈網格狀銀白色結構為Al
Mg
IMCs, 灰黑色部分1 處為Mg 基體。 鋁鎂結合界面靠近鋁側鋁含量較高, 更易形成層片狀及長條狀Al
Mg
IMCs,而靠近鎂側Mg 含量較高, 更易形成連續網格狀Al
Mg
IMCs。 尺寸較大的Al
Mg
IMCs 和尺寸較小的Al
Mg
IMCs 連續分布在攪拌區和熱影響區底部邊界處, 組成圖4 (a) 中厚度約310 μm 的IMCs 層。 根據鎂鋁二元相圖, 鎂鋁二元共晶反應式為L→(Mg)+γ(Al
Mg
)-450 ℃以及L→(Al)+β (Al
Mg
)-437 ℃, 攪拌摩擦焊過程中溫度高于共晶反應溫度, 強烈的原子擴散本質上形成了液相, 焊縫內部生成接近共晶成分的Al-Mg IMCs。
(2) IMCs 層沿攪拌區底部分布, 厚度較為均勻。 IMCs 層靠近鋁側主要由鋁基體及尺寸較大的條帶狀Al
Mg
化合物組成, IMCs 層內部主要由網格狀Al
Mg
IMCs 組成, 加入Zn 中間層后, 網格狀內部出現了尺寸較小呈顆粒狀的Mg-Zn 以及Al-Mg-Zn IMCs。 隨Zn 中間層厚度增加, IMCs 層厚度增加, 加Zn 時IMCs 層厚度最小為330 μm。
(3) 硬度水平方向分布呈現攪拌摩擦焊道典型W 形分布的一部分, 焊縫攪拌區硬度在160HV 左右。 垂直方向上, 過渡層硬度值達210HV 左右。
③根據流域規劃,參照原建筑物設計參數以及沿線地形情況確定河道節點水位,統計河道沿線匯流口、流量,逐段推算河道水位。
(4) Zn 中間層對拉剪力數據影響較大。 拉剪力最大值出現在0.05-Zn 組, 最大值為4.79 kN,生成的Mg-Zn IMCs 以及Al-Mg-Zn IMCs 是導致拉剪力較未加Zn 層時提高20%的主要原因, 斷裂方式為解理脆性斷裂。
[1] 賀繼有,李志強,解劍英,等.特薄壁鋁管高頻感應焊焊接質量的影響因素分析[J]. 焊接技術,2009,38(4):51-55.
[2] 張琪.汽車覆蓋件用6xxx 系鋁合金板材的研究、 產業化現狀及發展趨勢[J]. 有色金屬加工,2020,49(1):1-5.
[3] 李興康,李秀坤,劉圍芹,等. 攪拌摩擦焊焊接GIL 鋁合金管工藝適應性及使用性能分析[J]. 焊接技術,2020,49(S1):123-126.
[4] 曾浩然.攪拌針形貌及輔助加熱對鋁/鎂FSW 焊縫成形的影響[D]. 南昌:南昌航空大學,2019.
[5] 謝吉林.鋁/鎂異種金屬“攪拌摩擦焊—釬焊” 復合焊接工藝研究[D]. 南昌:南昌航空大學,2016.
[6] 牛士玉. 基于添加Zn 的Mg/Al 異材FSLW 接頭成形和顯微組織[D]. 沈陽:沈陽航空航天大學,2019.
[7] ABDOLLAHZADEH A,SHOKUHFAR A,CABRERA JM,et al.The effect of changing chemical composition on dissimilar Mg/Al friction stir welded butt joints using zinc interlayer [J].Journal of Manufacturing Processes,2018(34):18-30.
