表面激光熔覆對體育器材硬度的改善
2022-03-01 06:30:46邢艷麗江文奇井文華
激光與紅外 2022年1期
邢艷麗,江文奇,井文華
(衡水學院,河北 衡水 053000)
1 引 言
市場上大多數體育器材都是金屬材料,其中包括鋼、鋁合金、鎂合金和鈦合金。由于體育器材經常被許多人反復使用,其耐磨性一直是一個重要的指標,要提高運動裝備的質量,就必須提高運動裝備的硬度,并利用激光熔覆技術對其進行添加涂層,增強器材硬度[1]。
激光熔覆是一個極其復雜的過程,熔池中含有少量的高溫化學冶金。激光涂層質量受工藝條件的影響。對激光熔覆的研究主要集中在單個涂層的性能上,然而,對于激光多層膜的研究卻很少。隨著激光制版技術在生產中的逐步應用,迫切需要多層和大面積的表面鍍膜。對激光涂層的質量有決定性的影響[2-4]。
本文從以下三個方面考察了激光涂層對運動裝備硬度的改善:
(1)通過激光熔覆316L涂層和316L+Al2O3多層熔覆的方法,在體育器材表面制備了與基體結合良好的涂料,然后根據其結果對器材硬度影響進行了研究;
(2)對層間停光時間與熔覆層數對熔覆層硬度與組織的影響進行了研究;
(3)研究激光掃描速度對涂層宏觀形貌、相組成、顯微組織、成分和硬度分布的影響。
2 激光熔覆316L涂層和316L+Al2O3復合涂層下硬度分析
2.1 材料及其方法
在實際模擬實驗中,運動器材的基本材料為碳鋼,其中器材化學成分為wt(%)為:0.21C、0.48Mn、0.24Si、0.007P、0.004S,余量Fe。
正式試驗之前,將基材劃分為15 mm×15 mm×16 mm的小正方形,然后用砂紙打磨,然后用酒精和丙酮清洗,并保證基材干燥性[5]。
將熔覆基材的粒度設置為300,其中復合涂層不銹鋼粉末的化學成分wt(%)為:0.02C、0.18Mn、0.74Si、0.005P、0.006S、2.2Mo、13.2Ni、17.2Cr以及少量的Fe。
復合粉末的組成包括316L+4 %Al2O3、316L+6 %Al2O3、316L+8 %Al2O3以及316L+10 %Al2O3,應用多功能固體激光機對體育器材的基材進行涂層。混合后的復合粉末在基材表面進行表面處理,并干燥。激光脈沖寬度最小為0.15 mm,激光脈沖寬度為15 mm[6]。
用掃描電鏡觀察鍍層的橫截面形貌和表面形貌。采用X射線衍射對層相進行分析,掃描平面為20°~80°。在0.05 mm的距離處用數字硬度計測量顯微強度,取三個點的平均值;摩擦磨損試驗在環塊摩擦磨損試驗機上進行,并用磨損量和磨損形貌來評價熔覆層的耐磨性。
2.2 結果分析
圖1為316L+4 %Al2O3,激光熔覆層的X射線衍射分析結果。可以看到,該層主要由(111)晶相和(200)真晶相和(200)晶相和(211)晶面的γ奧氏體相鐵素體相組成。其主要原因是基體與體育器材基體激光涂層覆蓋的復合層之間的相互溶解,基體材料中的部分鐵素體封閉[7-9]。XRD衍射圖譜如圖1所示。

圖1 XRD衍射圖譜
圖1顯示了一個不同的比率316L+Al2O3,激光熔覆層的顯微硬度分布。可以看出,隨著距熔覆層表面距離的增加,316L熔覆層和316L+Al2O3激光涂層的硬度會隨著表面距離提升而降低,令316L+Al2O3復合鍍層的顯微硬度高于316L鍍層。另外,用復合鍍層Al2O3隨著含量的增加,熔覆層的硬度先增加后降低。
根據上述分析可以得知,熔覆過程中反復添加Al2O3,即可從根本上提升器材表面涂層的硬度。盡管會提升硬度,但也需要保證添加的Al2O3為適當的量,因為Al2O3含量太高,硬度會降低。重要的是添加Al2O3,可以在熔融過程中加入粗顆粒,阻礙粗顆粒在熔融過程中的生長,防止涂層中細顆粒的形成。這里的微波硬度也很高。但是,當三氧化二鋁含量超過8 %時,三氧化二鋁與316L粉末的相容性較差,熔覆層的成形性降低,氧化鋁粉末顆粒的團聚程度增加,分散強化效果降低,熔覆層顯微硬度降低。不同分組的硬度變化曲線如圖2所示。

圖2 不同分組的硬度變化曲線
利用能譜儀對激光熔覆涂層結構觀察,可以詳細得出微觀結構,其中涂層結構成分分析結果如表1所示。由于能譜儀對C、B成分不敏感,所以本文給出Fe、Ni、Cr、Si的詳細分析,并給出相對應的分布特征:非搭接區的枝晶主干和小塊物中Ni的含量低于其在交界區的平均分布,在搭接區顆粒中Ni的含量減少,Fe的含量則對應增大;非搭接區的枝晶主干和小塊物中的含Si量接近Si在交界區的平均分布,而搭接區的顆粒中Si的含量明顯降低;較大的顆粒物中富含Cr;Si的分布不均勻,存在顯著的偏析。
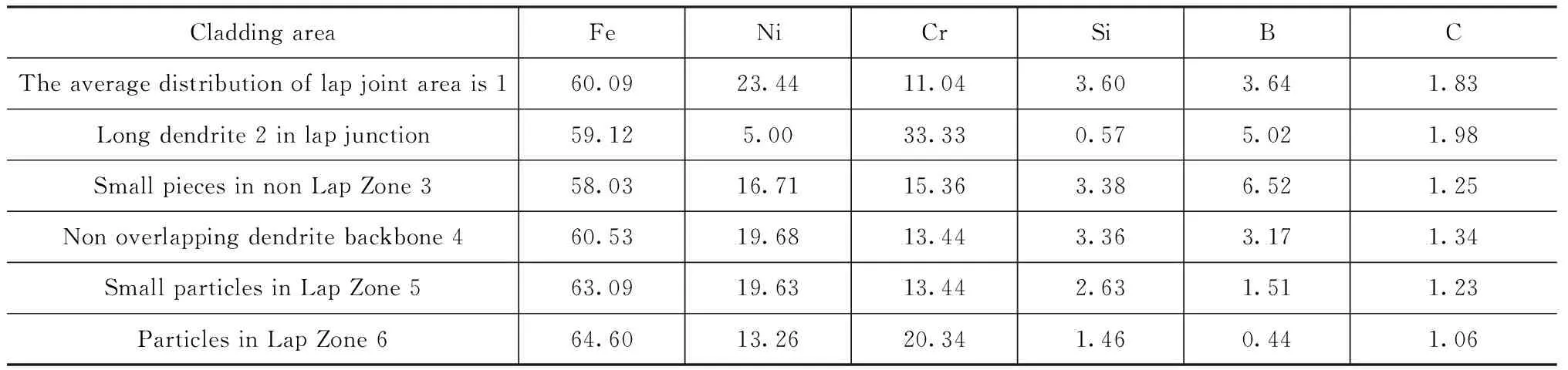
表1 激光熔覆層不同區域EDS分析
這一結果表明,當重疊區加熱,低熔點含鎳硅化物進一步溶解在奧氏體中時,縱向枝晶共晶的顯微組織發生變化。而Cr和Si的化合物由于熔點高,且在奧氏體中的溶解度很小,故以顆粒狀均勻彌散分布于基體上。
對于基體而言,磨損量為0.0122 g,316L不銹鋼熔覆層的磨損量為0.0086 g,316L+4 %Al2O3、316L+6 %Al2O3、316L+8 %Al2O3和316L+10 %Al2O3熔覆層的磨損量分別為0.0012、0.0009、0.0014和0.0023 g。磨損量從大至小的順序為:基體>不銹鋼熔覆層>316L+10 %Al2O3熔覆層>316L+8 %Al2O3熔覆層>316L+4 %Al2O3熔覆層>316L+6 %Al2O3熔覆層。
隨著熔覆層中Al2O3含量的增加,復合鍍層的磨損量先減小后增大,當氧化鋁含量為6 %時,磨損量最小,即可看出可以令體育器材表面熔覆層的硬度更加穩定。由此可見,316L+Al2O3復合熔覆層的磨損失重量小于體育器械基材和316L熔覆層[10-12]。
3 基于熔覆層數和層間停光時間的硬度分析
3.1 試驗材料及方法
熔覆過程中,所引用的激光器功率為3.5 kW,并將光斑直徑設置為4 mm,其中激光掃描速度為180 mm/min。由于熔覆涂層過程中,金屬粉末與空氣接觸,會導致氧化等化學變化。所以整個過程中采用Ar作為保護氣體。
實驗中分別準備兩組不同的試樣,一組5個,1~5層試樣。共有兩組樣品,每組5個樣品,1~5層樣品就緒,采用21000數字顯微硬度計,沿涂層厚度方向(相鄰硬度測點之間的距離為0.12 mm測量每層涂層的硬度,載荷質量為200 g,這樣計算所有相同涂層硬度測試點的顯微硬度之和,便可獲取出對應涂層硬度的平均數,即標準涂層硬度[13-15]。層間停光時間分別為4 min和2 s通過金相檢驗,觀察了涂層的顯微組織。
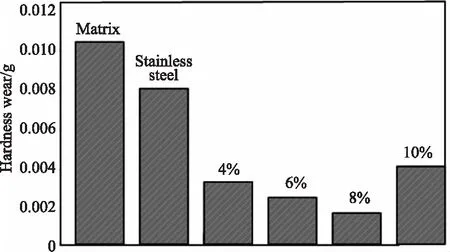
圖3 不同分組熔覆層和基材的硬度磨損量
3.2 結果分析
實驗在5個基片上進行了1~5層激光涂層。在垂直激光掃描方向獲得了金屬化樣品,圖4顯示了用金相顯微鏡觀察到的四層涂層的微觀結構,從圖中可以看出多層熔覆結構的變化和單層變化基本相似,從基本材料到體育器材表面涂層,都有扁平晶體、柱狀晶體和均勻的晶粒。然而,激光涂層層間的扁平晶體較薄,尤其是層數較多時。
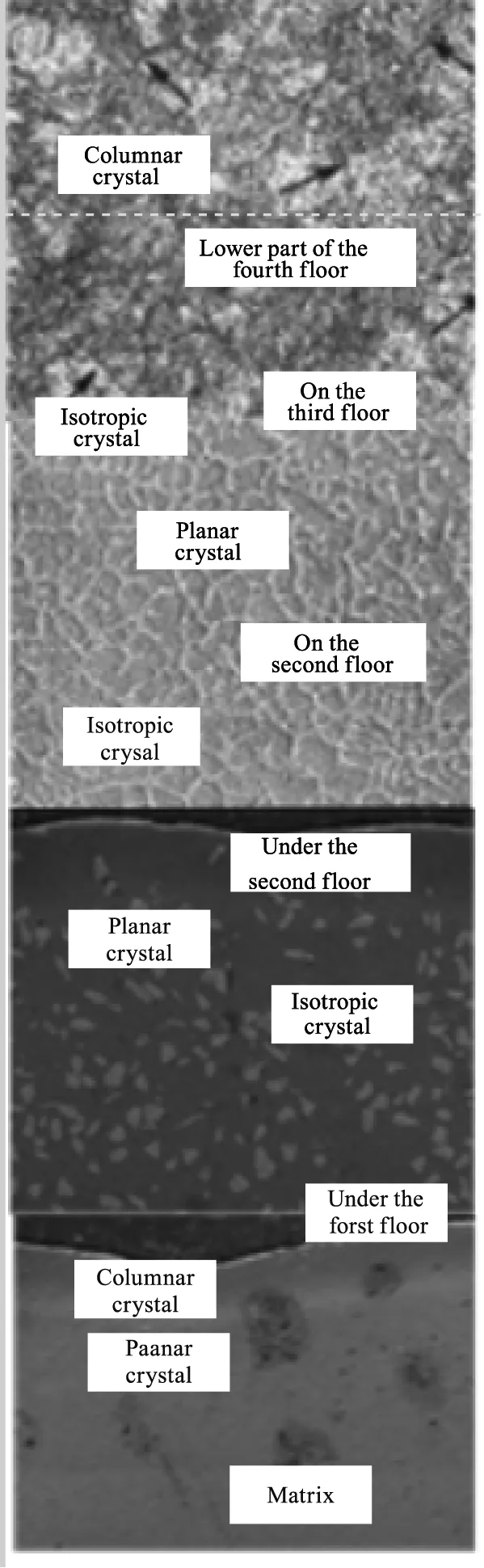
圖4 多層熔覆層組織
這是因為前一層在第二次激光加工過程中沒有完全冷卻,雖然兩層涂層交叉處的溫度梯度凝固速率之比較大,但不足以形成完整的平面晶體。溫度梯度越小,平板晶體越薄,甚至完全脫離。圖4顯示在熔覆層的交叉處有一個不連續的白色晶體結構,這是因為在第二次激光涂層過程中,第一次涂層的頂部被激光熔化,而第一次涂層沒有完全冷卻。雖然第一層和第二層之間的連接非常大,但不足以形成一個扁平晶體。
3.3 熔覆層交界處的硬度變化及其原因
圖5顯示第一層和第二層涂層的顯微硬度分布曲線和區域變化模式。從5(a)可以觀察到,以界面為基準線,硬度隨涂層向第二涂層的距離增加而增加;沿第一涂層方向,硬度隨涂層距離的增加而降低。
從圖5(b)的角度可以看出,由于激光涂層的第二涂層,第一涂層具有三個區域,所以第二激光涂層工藝整合了,第一層涂層和第二層涂層中的處理區域,并且快速熔化和凝固的過程中同時植根處理,除了基體材料的稀釋因子外,涂層相當于單層激光涂層。
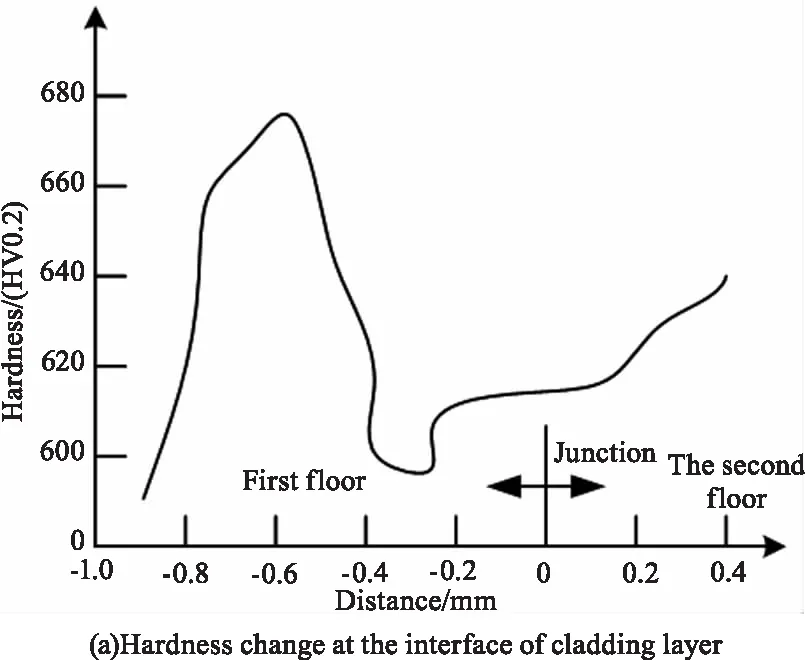
關于第一層涂層中的第二阻尼區,因為它最初是一種激光阻尼設計,并且在進行第二層激光涂層之后,第二層涂層實行激光滅火,即二次抑制。由于它也是一種激光抑制結構,因此它的硬度更高。對于一層回火區域進行第二層激光熔覆時,傳導過來的熱量不足以使其淬火,而只能使其回火,所以硬度將有所下降。改變第二層和第三層的硬度,第三層和第四層,第四層和第五層的原理類似。
3.3 各層的平均硬度和總體平均硬度變化
在制備下一涂層時,涂層基本上是冷卻的,并且制備的涂層已經硬化(除了與下一涂層相鄰的區域,此處存在熔化和抑制)。因此,在多層激光涂層中,緊鄰下一涂層的前涂層獲得更高的硬化溫度和更快的硬化還原。激光涂層的總層數越多,涂層在基體附近硬化的時間越長,涂層的硬度下降得越快,但下降速度則相反。隨著涂層層數的增加,整個試樣的平均硬度降低得越多。
停止激光涂層至2層后,隨著涂層的增大,試樣的平均硬度迅速降低。這是因為最后一層涂層的冷卻速度和凝固速度降低,因為激光涂層作為高溫基體,導致平均硬度下降。此外在層間光照時間較長的情況下,靠近基體的涂層硬度低于遠離基體的涂層硬度,但當層間光短暫停止時,情況完全相反。結果光在涂層間停留的時間很短,涂層中殘留的熱量不可能隨時間而分散。后涂層的硬化溫度越高,平衡凝固組織的后一涂層組織越接近,因此硬度較低,導致靠近基材的涂層硬度高于遠離基體的涂層。
4 掃描速度對激光熔覆層組織和硬度的影響
4.1 掃描速度對熔覆層顯微組織的影響
圖6顯示了激光在不同掃描速度下,涂層橫截面結構的金相圖像。隨著掃描速度的增加,涂層逐漸減少。在激光工作電流設定和掃描點直徑確定后,掃描速度在很大程度上反映了光束的能量效應。掃描速度越高,相互作用時間越短,注入材料的能量越少,圓層厚度越低。激光熔覆層由儲存區、鍵合區和熱影響區三個區域組成,在低速掃描過程中,該層的結晶層自下而上為胞狀枝晶區和靠近表層的平衡胞區,如圖6(a)、(b)所示;在高速掃描過程中,晶體形態為結晶區、枝晶區和與表層附近的枝晶區相等的枝晶區如圖6(c)、(d)所示。在光學顯微鏡下,可以看出,在層與基板之間的結合區域存在沒有可見結構特征的白色光帶,表明了該結構的結構特征。另外,隨著掃描速度的提高,涂層微觀結構的不均勻性也隨之增加。
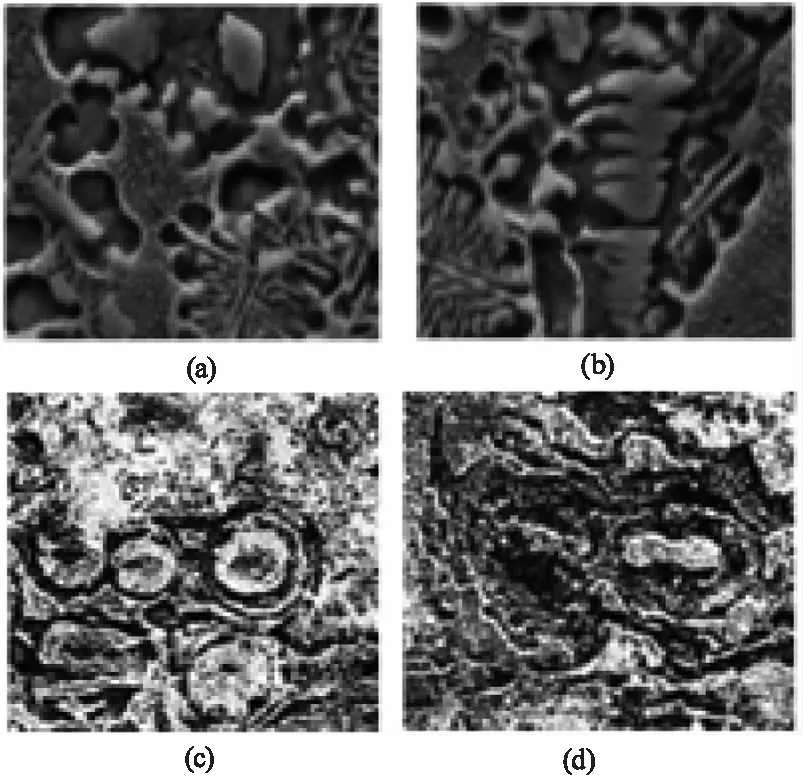
圖6 不同掃描速度下激光熔覆截面組織
4.2 掃描速度對熔覆層硬度的影響
4個樣品熔覆層平均成分如表2所示。可見隨掃描速度的增大,熔覆層的厚度減小,導致熔覆層的稀釋率減小,故隨掃描速度的增大,熔覆層中平均Si含量有上升的趨勢。熔覆樣品中枝晶和枝晶間Si含量略有差別,枝晶中的Si含量高于枝晶間組織的Si含量。結合區的Si含量低于熔覆區,高于基體,是基體材料和熔覆材料的混凝區。

表2 激光熔覆層區域成分
圖7顯示了不同掃描速度下熔覆層的顯微硬度分布曲線。掃描速度的增加,提高了鍍層的硬度和界面的硬度。這一現象符合激光封裝后晶體的傳熱和冷卻的一般規律。界面結合區和加熱區的最大硬度略高于基體。顯微硬度的增加主要是由于溶液的存在,它強化了層中元素的作用,并且隨著掃描速度的增加,細晶粒放大效應越來越明顯。
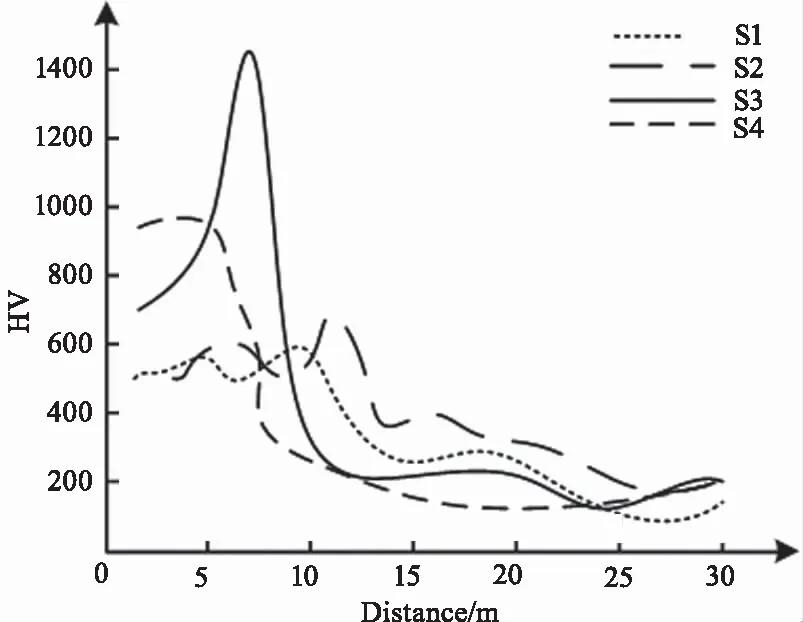
圖7 不同掃描速度對熔覆層硬度影響分布
5 結 論
在實驗條件下,兩個熔覆層界面處的硬度變化規律為:以界面為基準線,隨著距第二熔覆層距離的增加,硬度逐漸增加;隨著距第一熔覆層距離的增加,硬度逐漸降低后,再通過增大掃描速度,提高鍍層的硬度和界面的硬度。將上述規律應用在體育器材硬度改善過程中,能夠提升體育器材的硬度。