兩種檢測方法在分層缺陷中的檢測分析與比較
2022-03-01 10:27:00王長蕾徐海亮胡修坤
大眾標準化 2022年1期
關鍵詞:檢測
王長蕾,徐海亮,胡修坤
(1.淄博市特種設備檢驗研究院,山東 淄博 255086;2.泰山學院,山東 泰安 271000)
分層缺陷出現在壓力容器與壓力管道的生命周期中的各個環節,分層缺陷屬于內部缺陷,在制造過程中,由于鋼坯或鋼錠的質量問題,比如板坯中存在縮孔、夾渣等缺陷,在軋制鋼板時未能很好地焊合,有可能會將鋼板從中間分離成兩層或者很多層,尤其是在復合材料的壓力容器制造過程中,基層為合金鋼,內襯不銹鋼,加工貼合不緊密,存在分層,焊接過程中,不銹鋼復層邊緣離焊縫中心較近,在焊接時高溫熱循環過程中,焊接溫度過高,況且熱膨脹系數差別較大,在焊基層時復層反復受熱膨脹,而引起復層張口,導致分層的缺陷出現。分層具有多種危害,一是,分層缺陷降低了承壓件的有效厚度,惡化材料的力學性能,特別是沿厚度方向的強度、韌性、抗沖擊能力和抗疲勞能力顯著降低。二是,分層缺陷的邊緣形狀不規則,易形成尖角,容易引起應力集中,特別是在交變載荷作用下,比如吸附塔或者焦炭塔等設備,在應力集區形成交變應力,以致造成應力疲勞。三是,在長時間的濕硫化氫環境,H2S 與碳鋼或者合金鋼反應生成的氫原子向材料內部擴散,在分層處易聚集形成氫分子,形成孔穴結構由于很難逸出,從而形成強大內壓導致其周圍組織屈服,導致氫鼓包,這種現象在液化石油氣儲罐等設備中常見。
1 在定期檢驗中分層缺陷存在的初步判斷
當分層缺陷延伸到鋼板表面時,宏觀檢查時,打磨無法消除,可初步判定為分層缺陷。這種判斷大多依據經驗,無法定量。
(1)當用超聲波測厚儀測厚時,如發現數據與設計圖樣標注筒體公稱厚度或與其他部位厚度相差較大且有一定面積,可初步判定為分層缺陷。
這種辦法大致可以判斷分層后的有效厚度和大約面積。具體不是很準確。
(2)用超聲波探傷儀對壓力容器檢測時,當發現表面與底波之間的回波波形陡直,底波明顯下降或安全消失,可判定為分層缺陷的存在。采用單晶直探頭或者雙晶直探頭可以確定分層的內外兩面的厚度,以及缺陷的有效面積,但是需要反復測量,反復計算,不易在現場實施。
(3)用相控陣檢測時,利用相控陣多種掃查方式對某在用壓力容器筒體進行掃查和分析,由于掃描盲區小、精度高、連續成像的特點對在用設備進行檢測,可以準確對分層缺陷的定位、定量,可以克服超聲檢測的局限性,可以檢測小徑薄壁管、PE 管、奧氏體不銹鋼等埋藏的缺陷。
2 分層缺陷的定位與測量
在定期檢驗中,不僅要考慮母材與自由表面的夾角,判斷設備安全等級,同時滿足承壓類用鋼要求也是重要的考慮項。當判定為分層缺陷時,需測定分層的指示長度、面積、分層的缺陷高度,分層與母材自由表面的夾角等。現提供兩種較為準確的測量方式,第一種采用超聲波探傷儀直接接觸法,另一種采用相控陣線性掃查測量。
2.1 采用脈沖反射式超聲波探傷儀測量參數調節方法
脈沖反射式超聲波探傷儀其性能應滿足NB/T47013.3 的規定。探頭選用:依據母材厚度,選用標稱頻率;試塊選用:依據母材厚度,厚度小于20 mm 時,選用階梯平底試塊,厚度大于20 mm 時,板材對比試塊或者被容器檢板材無缺陷完好部位調節;基準靈敏度確定:與工件等厚部位試塊或被檢板材的第一次底波調整到滿刻度的50%,再提高4.0 dB。當板厚大于20 mm 時,按所用探頭和儀器在φ5 mm 平底孔試塊上繪制距離-波幅曲線。
2.2 采用相控陣測量儀檢測參數調節方法
當采用相控陣測量儀檢測時,選擇工藝參數,應注意以下幾點:根據所檢測母材的厚度確定檢測范圍,設置輸入縱波、橫波在鋼中的聲速,為了提高檢測效率,如果耦合條件允許,可用多晶片探頭,檢測靈敏度與晶片數量無直接關系,只與合成聲束數量有關。為了更好地檢測缺陷,利用相控陣的聚焦功能,參考常規超聲波檢測設置靈敏度的方法,設置靈敏度為采用標準試塊,使相控陣探頭任一聲束對5 mm 平底孔第一次回波高度達50%作為基準靈敏度。
3 分層指示長度及面積的測定以及夾角的測定
3.1 超聲波探傷儀測量分層長度和面積及夾角
在分層處,找到最高波,即為分層的最高點,并記錄厚度,以此為O 圓心,向X+、X-、 Y +、Y-、A +、A+、B+、B-八個方向移動,移動方向與探頭隔聲層相垂直,邊界點的確定:當板材小于20 mm時,缺陷波下降到基準靈敏度條件下顯示屏滿刻度的50%;此處為邊界點;當檢測面厚度在20~60 mm 時,移動探頭使缺陷波下降到距離-波幅曲線,探頭中心即為邊界點。底面第一次反射波波幅與之相反。缺陷邊界確定后,以距離O 點最遠的邊界點為直徑,畫出缺陷的指示圓,指示圓的面積即缺陷的指示面積,同時記錄每個邊界點X+、X-、Y+、Y-、A+、A+、B+、B-的厚度,通過測量厚度與O 點到實際缺陷輪廓的距離,就可以測得缺陷與自由表面的夾角。此方法可以測量到8 個夾角,取其中的最大值作為判別方法,如圖1。

圖1 分層缺陷檢測示意圖
但此辦法較為粗糙,很難找到夾角的實際的最大值,另一種方法為制作一個10 度的鋼板試塊,只需要測出深度差,就可以直觀明了,便于操作。適合現場作業。難點在于需要制作專門的試塊,成本高。
3.2 相控陣超聲檢測分層缺陷
可以選擇多種掃描方式,綜合運用線性掃描和扇形掃描,采用多種顯示,比如C 顯示,可以測得分層缺陷的面積和指示長度,S 扇形掃描可以測定缺陷的高度,參數設置簡單,檢測面積大,缺陷直觀,可以運用計算機軟件精確定位、定量缺陷,計算面積、深度、指示長度、與表面夾角。
4 兩種檢測方法在特種設備定期檢驗中分層缺陷檢測的實例應用
在定期檢驗中,某企業一臺液氨球罐,容積為1 499 m3,直徑為14.2 m,工作壓力為1.92 Mpa,工作溫度為-17~50℃,材質為Q345R,厚度為55 mm,在中部赤道焊縫下側球翹板處,發現測厚異常,從內向外側,最小厚度為19.8 mm,從外向里側,最小厚度為34.7 mm,區域大約40 mm×40 mm 區域,初步判斷為分層缺陷。
采用普通超聲波探傷儀檢測,根據被檢工件的母材厚度,確定采用2.5P20Z 探頭,試塊選用鋼板對比試塊-3 基準靈敏度調節:孔深15/30/45/60/80、Φ5 平底孔制作距離波幅曲線。依據上述方法測得數據如表1 所示:

表1 超聲波探傷儀測量各方向厚度與自由表面夾角表
采用相控陣探傷儀檢測,選用主頻為5 MHZ,16 晶片標準探頭,采用相控陣檢測對比試塊-4(15/30/45/60/80),靈敏度確定,按所用探頭和儀器在力5 mm 平底孔上選用 TCG 或 DAC 進行靈敏度設置,并根據實際情況進行耦合補償作為基準靈敏度。掃查敏度跟基準靈敏度相同。根據不同的掃查方式,選擇不同角度的試塊,線性掃查,選用0 度楔塊,扇形掃查選用30°楔塊。分別選用C 顯示,S 顯示。檢圖2 為扇形掃查S 型顯示示意圖。

圖2 分層缺陷相控陣扇掃圖
距離通過扇形掃查測得,如從X-方向向X+方向做扇形掃查,即可得到邊界點X+到O 點的厚度;反之,即可得到邊界點X-到O 點的厚度。測得結果如表2 所示。
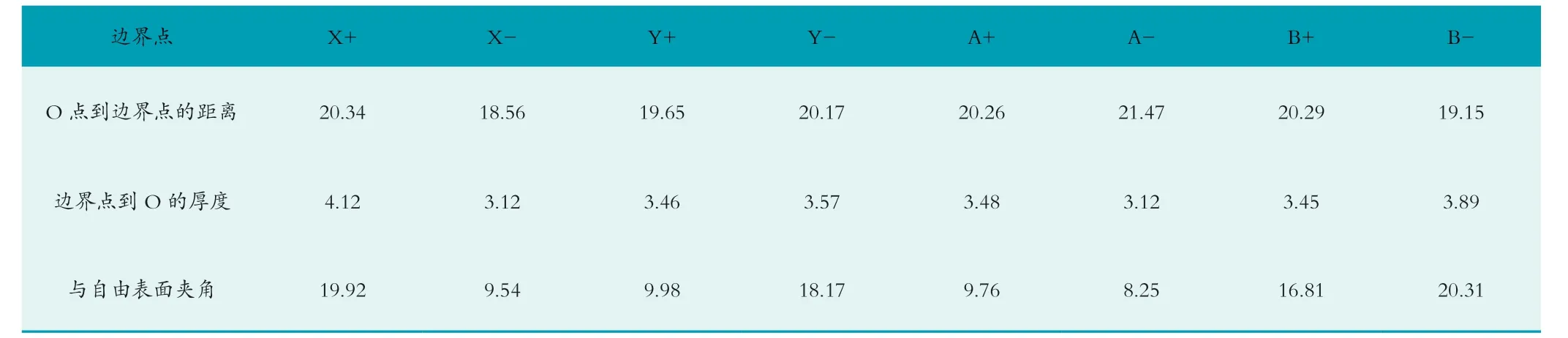
表2 相控陣探傷儀測量各方向厚度與自由表面夾角表
5 結論
從以上的檢測數據可以得出,相控陣檢測得出的夾角普遍比普通測厚儀得出的夾角大,其中X+、Y-、B+、B-檢測四組數據超過10%,甚至還有達到20%。普通超聲檢測時,邊界點到O 的厚度可以通過測量得出,但是O 點到邊界點的距離,只能假設成指示長度,無法準確給出,相控陣檢測,可以明確的確定O 點到邊界點的長度,因此,相控陣檢測可以準確計算出夾角,所以,對于普通超聲檢測來說,只能在假設理想化條件下進行,檢測數據太缺乏,計算太粗糙,很難找到最大的夾角,極易引起誤判,對于一些單個分層、一二級壓力容器,可以確定安全等級。但對一些高溫、高壓設備危險設備,并且存在大面積、多點分層缺陷時,相控陣檢測可以發揮檢測面積大、檢測效率高、檢驗數據準確的優勢,可以幫助檢驗人員準確判斷設備的運行狀況,確保設備安全運行。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48