巨尾桉人工林小徑桉木常規干燥工藝優化
2022-03-03 09:10:48陳桂丹陳松武劉曉玲林家純羅玉芬蒙芳慧
廣西林業科學 2022年1期
陳桂丹,陳松武,劉曉玲,林家純,羅玉芬,蒙芳慧,陳 艷
(廣西壯族自治區林業科學研究院 廣西木材資源培育質量控制工程技術研究中心,廣西南寧 530002)
桉樹(Eucalyptusspp.)為桃金娘科(Myrtaceae)桉屬植物,生長迅速,干形通直,出材量高,輪伐期短,是我國種植面積較大的速生人工林樹種,主要栽培品種有尾葉桉(E.urophylla)及巨桉(E.grandis)與尾葉桉的雜交品種巨尾桉(E.grandis×E.urophylla)和尾巨桉(E. urophylla×E. grandis)[1-4]。桉樹木材生長應力大,易開裂變形,多為5 ~10年生的短周期小徑材,多用于生產膠合板、刨花板和纖維板,實木利用率低[5-7]。將小徑桉木制成鋸材,加工成指接板,用于生產木門、地板和家具等產品,邊角余料可用于生產刨花板和纖維板,可有效解決桉木尺寸穩定性問題,提高桉木綜合利用率及產品附加值。
因自身特殊的生長特性,桉木屬于典型的難干材,桉木的干燥技術是其實木加工利用的關鍵,也是最難攻克的一項技術[8-9]。近年來,不少學者對桉木干燥技術開展了相關研究。陳松武等[10]采用百度試驗法對不同樹齡巨尾桉無性系廣林9號(E.grandis×E.urophyllaGLGU9)木材的干燥特性進行研究并制定了干燥基準,結果顯示隨巨尾桉樹齡增加,木材開裂現象減少;唐日俊等[11]對15年生巨尾桉木材干燥基準進行研究,在進行25 ~30 mm 厚巨尾桉鋸材干燥時,初期干濕球溫差不宜過大,后期干燥溫度不宜過高,能有效減少干燥缺陷;王喜明等[12]對比了尾巨桉、尾圓桉(E.urophylla×E.tereticornis)和大花序桉(E.cloeziana)3 種桉樹人工林木材的干燥皺縮特性,結果顯示尾巨桉木材較尾圓桉和大花序桉木材更容易發生皺縮;Llic[13]在-20 ℃對王桉(E.regnans)木材進行預凍處理,研究表明預凍處理能有效降低木材皺縮;林興昌[14]研究預蒸煮對巨尾桉木材性能的影響,結果表明水熱化學預蒸煮處理可有效降低木材的差異干縮,減少干燥變形等缺陷的產生;孔璐璐等[15]探究最佳的巨尾桉汽蒸預處理工藝,結果顯示巨尾桉氣干含水率和汽蒸溫度分別為50%和100 ℃時,汽蒸效果最佳,能有效防止后續干燥過程中干燥缺陷的產生。上述研究多在實驗室開展。本研究依托企業的原材料和干燥設備,進行堆垛方式和干燥基準的優化對比試驗,研究成果能更好地指導企業生產。
木材的干燥方法很多,常規干燥因其技術成熟、操作簡便、干燥特性易掌握、適應性強、裝材量大和干燥速度快等諸多優勢占主導地位。目前,國內木材干燥生產所采用的干燥設備80%以上為常規設備,以頂風機型最多,約占98%以上[16]。木材加工企業對桉木鋸材進行干燥時,多根據操作工的經驗進行干燥基準設定,主要采用較保守的常規低溫干燥工藝,存在部分干燥工藝參數不科學的問題,干燥效率不高。筆者團隊在對木材加工企業開展實地技術調研和跟蹤測試的基礎上,對巨尾桉人工林小徑桉木鋸材常規干燥工藝進行優化,以期為桉木鋸材干燥生產提質增效、節能減排及高附加值實木利用提供技術支持。
1 材料與方法
1.1 試驗材料
材料取自廣西某木材加工企業,品種為巨尾桉無性系廣林9號,6年生;木段小頭直徑14 cm以下,長度約2 m,鋸制加工成640 mm×44 mm×38 mm(長×寬×厚)規格的鋸材,大棚內氣干至含水率為40%~50%后裝窯干燥。
1.2 試驗設備
干燥設備為企業定制的以蒸汽為熱源的頂風機型強制循環干燥窯,窯內尺寸為8.5 m(寬)×7.4 m(深)×4.1 m(高),干燥鋸材的容積約為60 m3,鍋爐系統的飽和蒸汽經由蒸汽管路系統送至干燥室,配置頂風式風機4個,運行風速約為1.5 m/s,采用智能儀表型半自動控制系統,通過干球和濕球溫度控制干燥工藝。
1.3 試驗方法
1.3.1 企業干燥工藝
材堆以鋸材自身為層間隔條,隔條間距約300 mm,鋸材間留空隙,共15 層。每單元小材堆長約1.3 m,寬約1.3 m,高約1.2 m(包括墊板),端部不齊平。裝窯時,高度方向上裝3個單元小材堆,每垛高約3.6 m,寬度方向上每排放置5 垛,深度方向上放置4排;材堆在窯內均勻分布放置,材堆與材堆間隔約30 cm。
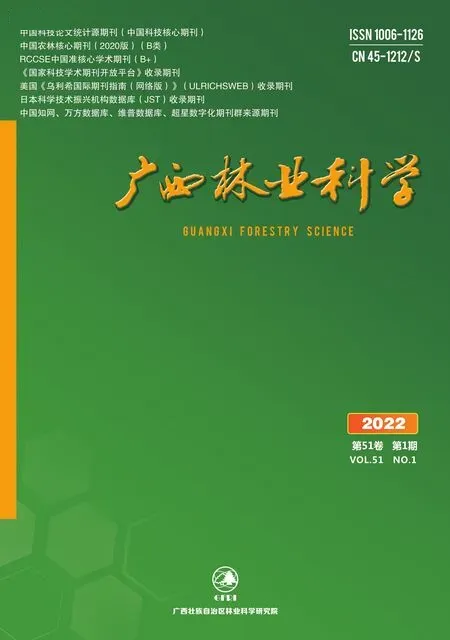
該企業采用低溫干燥方式進行干燥。干燥初期干球溫度為43 ℃,后期干球溫度升至56 ℃,干濕球溫度差最大為13 ℃;干燥過程中未進行中間處理;在含水率為25%~20%階段提高窯內相對濕度(表1)。
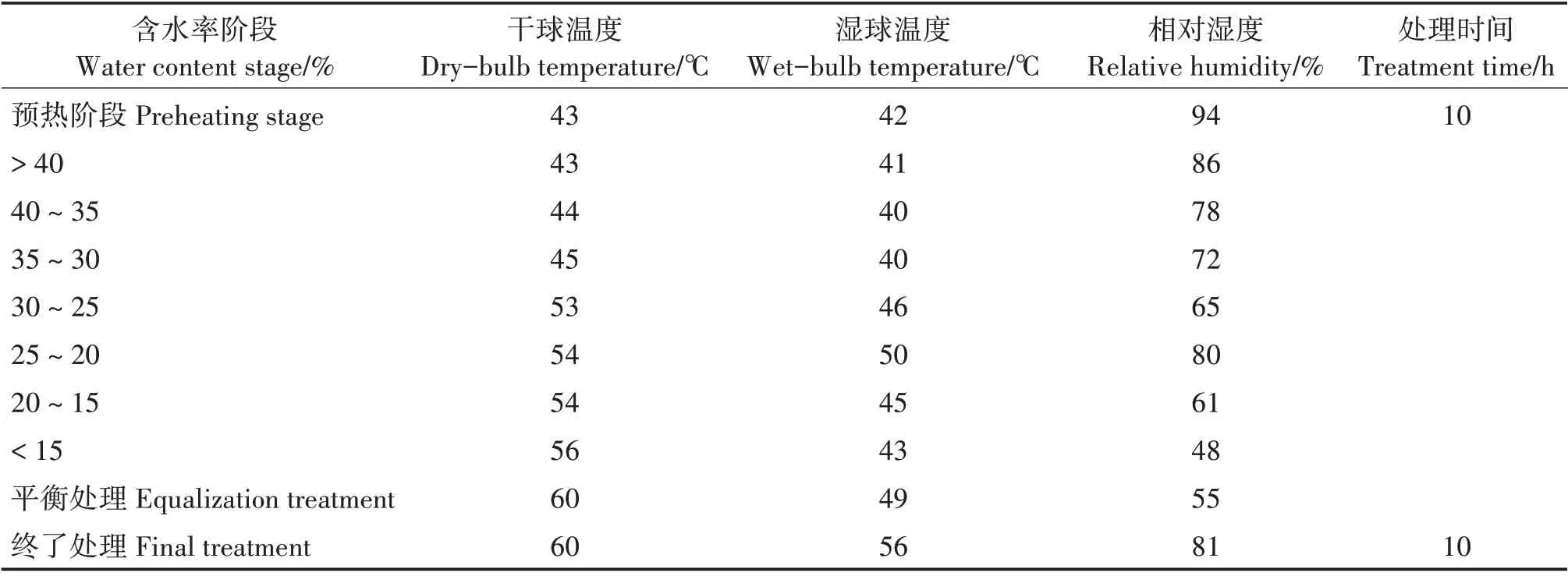
表1 企業干燥基準Tab.1 Drying schedule in enterprise
1.3.2 優化干燥工藝
以鋸材自身為層間隔條,鋸材間留空隙,單元小材堆長度和寬度尺寸與企業材堆保持一致,高度增加至約1.3 m,以減少材堆頂部的氣流損失;采用齊頭堆積法,鋸材兩端的隔條與鋸材外側齊平,保持層內與層間鋸材外端部對齊,材堆兩側整齊垂直;進窯材堆數與企業干燥生產時一致,但材堆與材堆連接擺放,盡量減少材堆間的空隙;在深度方向,相鄰兩排材堆相互錯開[17](圖1)。在材堆頂部,選取部分小材堆用塑料打包帶打包壓緊。
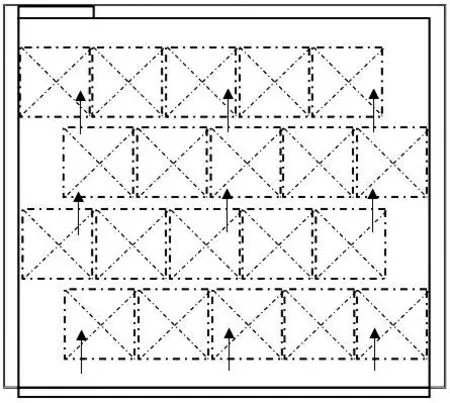
圖1 相鄰兩排材堆相互錯開示意圖Fig.1 Diagram of two adjacent rows of wood stacks stagger?ing each other
采用百度試驗法對6年生巨尾桉無性系廣林9號木材的干燥特性進行研究。該木材的內裂和截面變形較嚴重(表2)。在制定干燥基準時,干燥初期的溫度不宜過高,且需緩慢升溫,以減少初期開裂和截面變形現象;需控制干燥初期的干濕球溫度差,不宜過大,減少內裂產生;待干燥中后期木材相對穩定后,加大升溫幅度和干濕球溫度差,提高干燥速度。

表2 巨尾桉無性系廣林9號木材干燥缺陷等級Tab.2 Drying defect grades of E.grandis×E.urophylla GLGU9 specimen
結合百度試驗法研究結果,并利用實驗室小型干燥窯進行小試試驗,制定優化干燥基準(表3)。該基準設定了干燥過程中預熱階段、中間處理、平衡處理和終了處理等不同階段的工藝條件;干燥初期和后期的干球溫度及干濕球溫度差均比企業干燥基準有所提高;在含水率降至35% 和20%時,分別進行中間處理;檢驗板含水率最低的達到8%時,開始進行平衡處理,檢驗板含水率最高的達到12%時結束;終了處理時間為溫度和濕度到達設定值后持續10 h。
表3 優化干燥基準Tab.3 Optimized drying schedule
1.3.3 干燥質量檢測
依據LY/T 1068-2012[18],在材堆中放置6 塊無明顯缺陷的檢驗板;依據GB/T 6491-2012[19],測定檢驗板初含水率和絕干質量。干燥過程中,定時將檢驗板取出稱重,并推算實際含水率,記錄干燥缺陷變化情況。干燥結束后,根據GB/T 6491-2012[19],進行干燥質量檢測。
1.4 數據處理
對各檢驗板干燥質量進行檢測后,依據GB/T 6491-2012[19]計算平均終含水率、干燥均勻度、厚度上的含水率偏差、殘余應力及各可見干燥缺陷質量指標值,再進行干燥質量等級評定。根據優化工藝中干燥窯內干球和濕球溫度及鋸材含水率隨時間的變化,繪制干燥過程曲線圖。
2 結果與分析
2.1 干燥質量對比分析
采用企業干燥工藝進行干燥,鋸材由初含水率45.50%干燥至終含水率9.76%,共耗時210 h(8.75天),平均干燥速率為0.17%/h。采用優化后的干燥工藝進行干燥,鋸材由初含水率47.30%干燥至終含水率9.14%,共耗時178 h(7.42天),平均干燥速率為0.21%/h,比企業干燥工藝的平均干燥速度高出23.53%;含水率>30%階段,平均干燥速率為0.23%/h,含水率≤30%階段,平均干燥速率為0.19%/h,整個干燥過程中干燥速率較平穩(圖2)。優化干燥工藝采取材堆緊密相連、相鄰兩排材堆相互錯開的進窯方式,同時增加材堆高度,有效防止循環空氣僅從材堆間的空隙流過而未經過材堆,減少熱量損失;優化干燥基準提高了干燥后期的干球溫度和干濕球溫度差,加快鋸材水分蒸發,有效提升干燥速率。
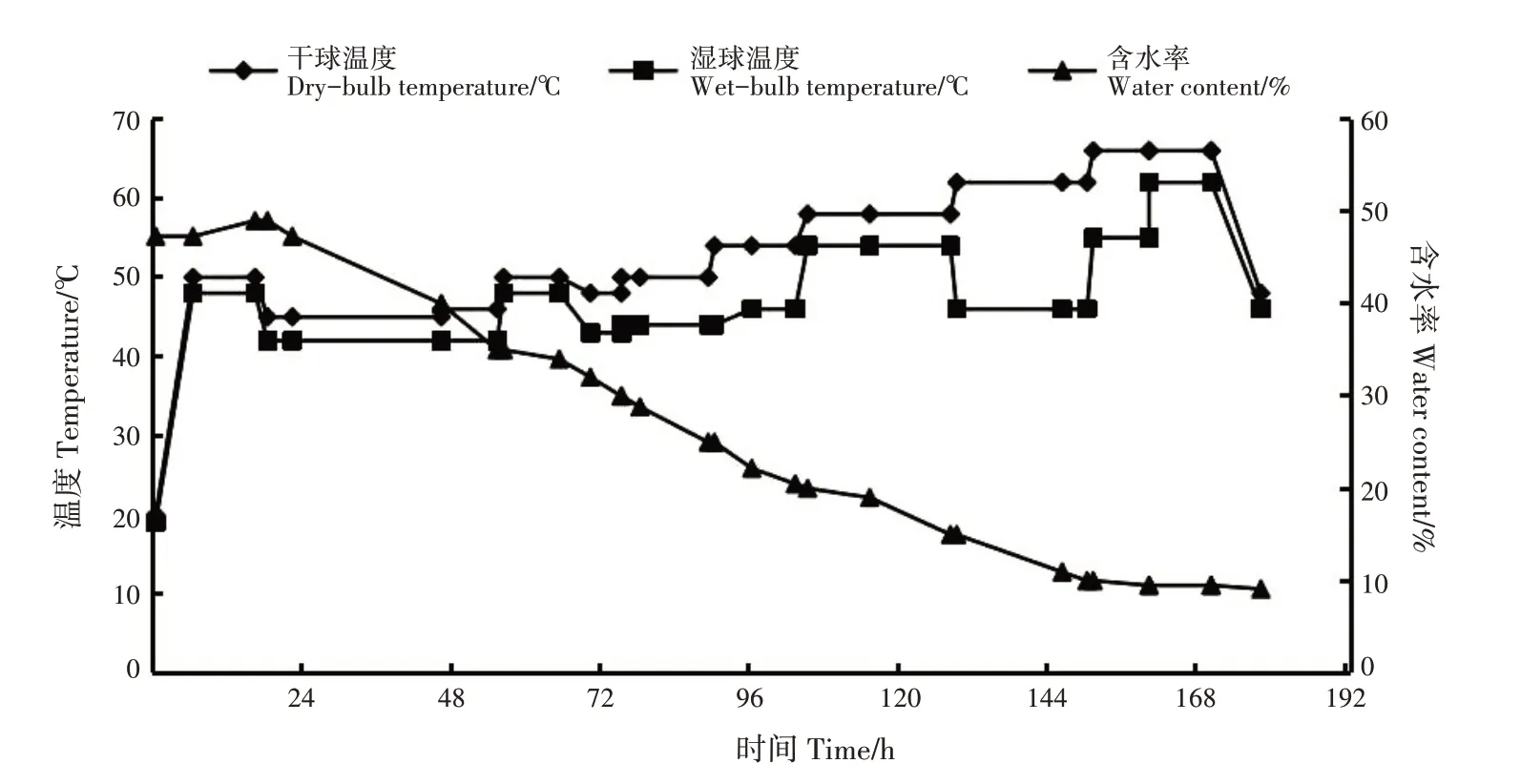
圖2 優化工藝干燥過程曲線Fig.2 Drying curves in optimized drying process
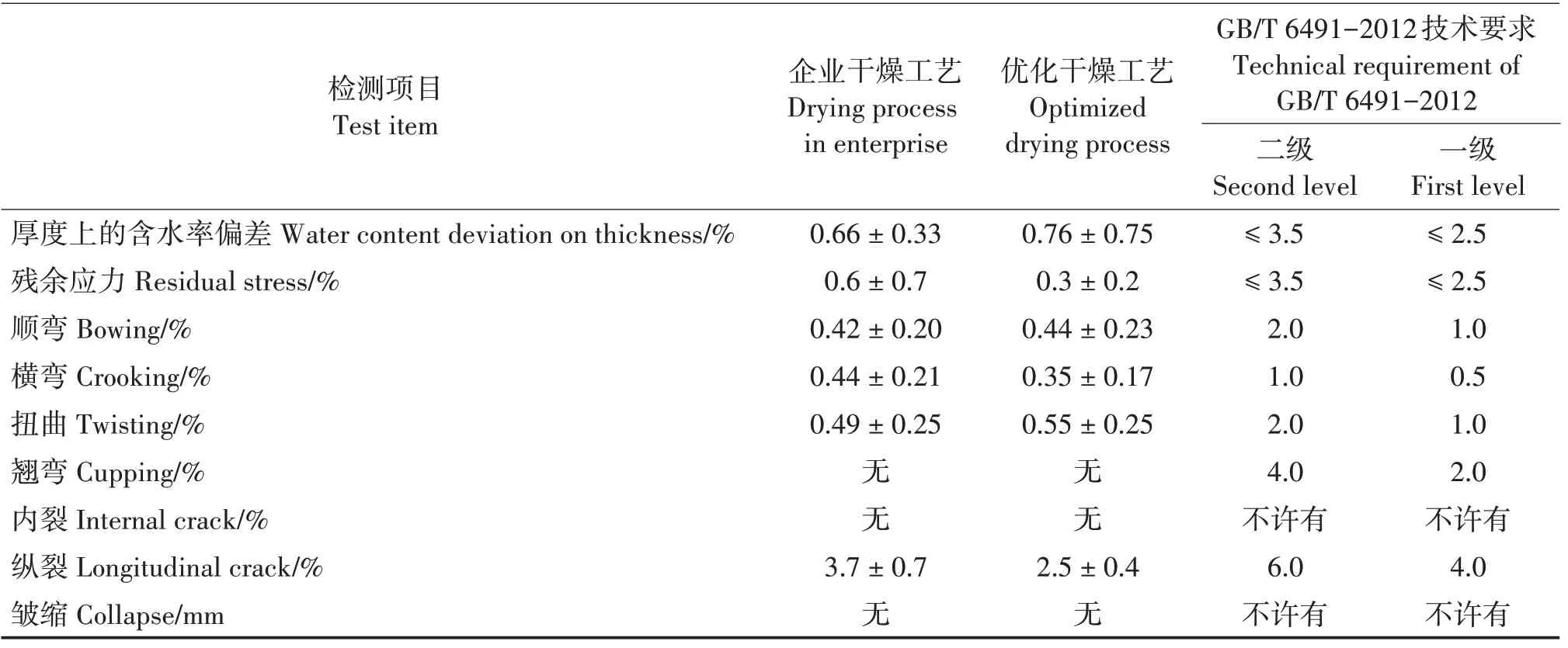
采用企業干燥工藝和優化干燥工藝兩種不同工藝生產的鋸材,除最終含水率為二級外,其他指標均達到一級要求,翹彎、內裂和皺縮現象均未產生(表4)。采用優化干燥工藝,鋸材殘余應力和縱裂明顯低于企業干燥工藝,優化前后的殘余應力值分別為0.6%和0.3%,優化前后的縱裂值分別為3.7%和2.5%,主要是由于優化干燥工藝的材堆堆積采用齊頭堆積法,并保持各鋸材端部齊平,且在干燥過程中進行兩次中間處理,能有效減少開裂缺陷,并降低殘余應力,提高出材率,緩解后期木材加工變形。
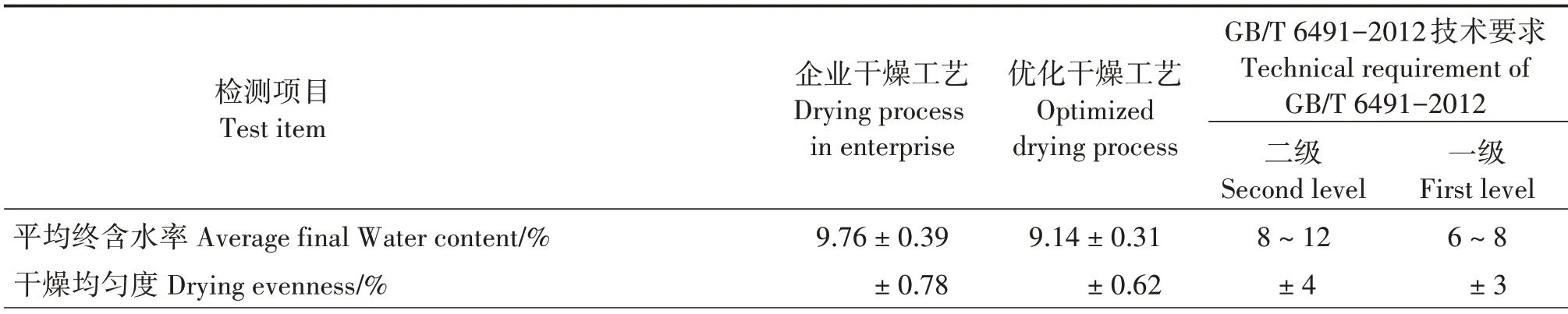
表4 不同干燥工藝鋸材干燥質量Tab.4 Drying qualities of sawn timbers with different drying processes
2.2 不同高度位置鋸材干燥質量對比分析
采用優化工藝干燥后,統計干燥窯內高度方向上材堆上、中和下3個部位鋸材的干燥質量指標(表5)。不同部位鋸材的干燥質量指標有差異,但無明顯變化規律。
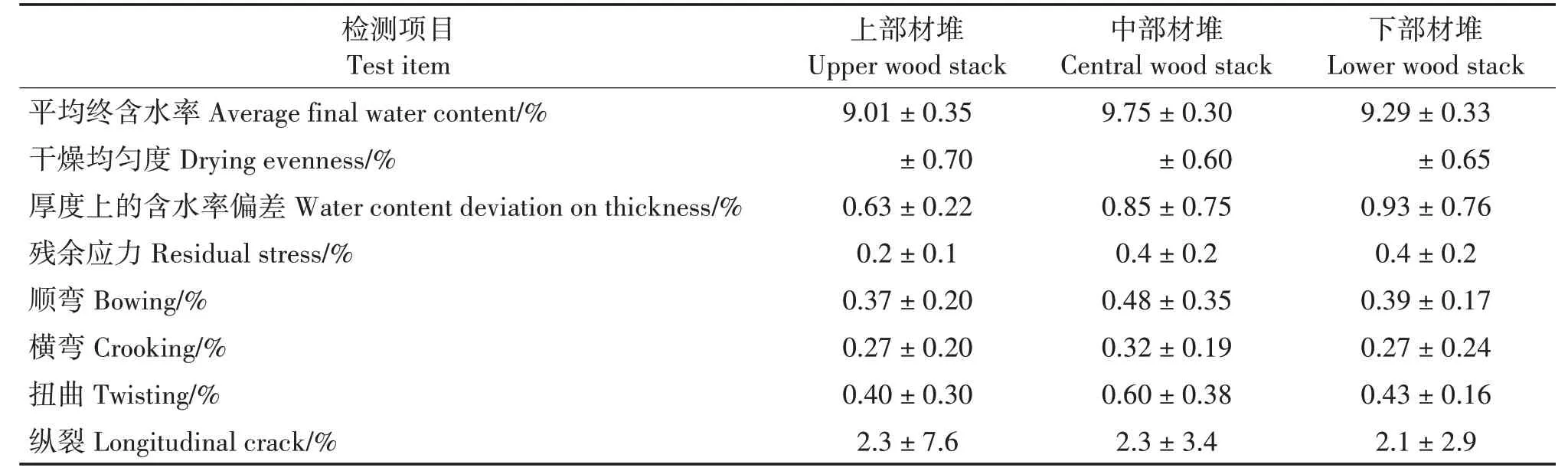
表5 不同高度位置鋸材干燥質量Tab.5 Drying qualities of sawn timbers at different heights
續表4 Continued
2.3 壓緊處理對鋸材干燥質量的影響
對材堆頂部用塑料打包帶進行打包壓緊處理鋸材與未進行打包壓緊處理鋸材的彎曲缺陷進行對比分析。進行壓緊處理鋸材的順彎、橫彎和扭曲缺陷指標值分別為0.30%、0.29%和0.42%,未進行壓緊處理鋸材的上述3 項缺陷指標值分別為0.38%、0.39%和0.54%。進行壓緊處理后,鋸材的彎曲變形指標有所降低,說明壓緊處理對于減少鋸材彎曲變形缺陷有一定效果。
3 結論
針對企業在進行人工林小徑桉木鋸材干燥時采用的原有干燥工藝,從堆積方式和干燥基準兩方面進行干燥工藝優化。優化后的干燥工藝將平均干燥速度提高了23.53%,干燥效率提升明顯;干燥質量檢測指標均滿足GB/T 6491-2012 對二級鋸材的技術要求;干燥鋸材的縱裂較企業工藝干燥生產有所減輕,干燥質量改善明顯。
在采用優化工藝干燥時,窯內上、中和下部材堆的鋸材干燥質量隨高度位置變化無明顯變化規律;材堆頂部采取壓緊處理可減少干燥鋸材彎曲變形缺陷的產生。
企業在進行人工林小徑桉木鋸材干燥時,可在堆積裝窯時盡量保持材堆各鋸材端部齊平,在干燥窯深度方向采取相鄰兩排材堆相互錯開的方式堆放,材堆頂部進行壓緊或壓重處理;在制定常規干燥基準時,針對桉木易開裂變形的木材特性,采用軟基準工藝,干燥生產過程中可進行兩次中間處理,干燥后期適當提高干燥溫度和干濕球溫度差。該工藝可有效提高桉木干燥效率和干燥質量,實現節能降耗的同時提高出材率,有利于干燥鋸材的進一步加工利用。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09