雙V形坡口圓環鏈的閃光對焊工藝研究
2022-03-06 08:40:20王福明高國印馮錦國
起重運輸機械 2022年24期
關鍵詞:焊縫
王福明 高國印 馮錦國
1中煤張家口煤礦機械有限責任公司 張家口 075025 2河北省高端智能礦山裝備工程技術研究中心 張家口 075025
0 引言
圓環鏈作為一種廣泛應用于煤礦采掘、煤化工、火力發電、港口起重、海洋船舶甚至軍事領域的工業產品,焊接質量是其所有質量要素中最重要的一環。圓環的焊接成型方式主要有電阻對焊和閃光對焊2種。電阻對焊一般用于材料強度較低、直徑φ20mm以下的圓環鏈的焊接成型;材料強度較高、直徑較大的圓環鏈一般都采用閃光對焊。閃光對焊是將待焊工件裝配成等截面的對接接頭,并利用液壓、機械等結構在接通電源后使待焊工件的端面逐步接近并達到局部接觸,利用接觸電阻的電阻熱加熱這些觸點,使待焊端面的金屬觸點受熱融化,直至在垂直端面的方向上形成一定深度的溫度梯度之后,迅速施加頂鍛力,依靠焊接區高溫金屬的塑性變形和持續電阻熱,使2個待焊表面的金屬原子之間接近到晶格距離,形成牢固的金屬鍵,當在結合面上產生足夠多的共同晶粒時就能得到永久接頭。如何提高閃光對焊焊接接頭質量是許多焊接從業人員一直在研究的課題。馮元秋等[1]詳細介紹了閃光對焊工藝和設備的研究及其應用現狀;王洪飛[2]對閃光對焊過程中出現的燒傷、未焊透等各種缺陷進行了原因分析;黃華剛等[3]研究了閃光對焊工藝參數對焊接接頭金相組織、熱處理后接頭力學性能的影響;本文使用KSH402D閃光對焊機焊接雙V形坡口的22×66規格的圓環鏈,對焊接成型的鏈環熱處理后進行彎曲、沖擊、靜拉伸、金相分析等,對焊接工藝的可靠性進行評估。
1 試驗材料及方法
1.1 試驗材料
用于焊接試驗的材料為德國生產的φ22mm的熱軋退火圓鋼,原材料表面經過了磨外圓處理,材質為低碳合金鋼23MnNiCrMo52(以下簡稱52鋼),其主要化學成分如表1所示。

表1 23MnNiCrMo52鋼化學成分(質量分數) %
52鋼主要用于生產井下牽引運輸鏈條和港口起重鏈條,由于作業環境惡劣,鏈環在使用工況下頻繁受到交變載荷、應力腐蝕、高速沖擊以及受力摩擦。鋼材質量的好壞直接關系到工作人員的人身安全,故要求鏈條必須具有高強度、高韌性、良好的冷彎性能、可靠的焊接質量和優良的耐疲勞性能。52鋼在低碳鋼的基礎上添加Mn、Ni、Mo、Gr、Al、Cu等合金元素,通過這些合金元素的固溶強化、晶界強化及第二相強化來提高材料的強度和韌性。同時,通過控制鋼材中的有害元素S、P等提高鋼材的疲勞壽命,該材料具有高強度、高韌性、良好的冷彎能力,較高的破斷拉力及綜合力學性能。用52鋼生產的鏈條,具有耐磨性能好,疲勞壽命高,破斷強度高,抗沖擊能力強,承載負荷大的特點。
1.2 焊接設備及焊接試驗過程
試驗采用的焊接設備為德國生產的KSH402D全自動液壓閃光對焊機,設備功率250 kVA。鏈環通過KBA型中頻加熱鏈條編結機編結成型。單V形坡口、雙V形坡口鏈環編結成型后如圖1所示。
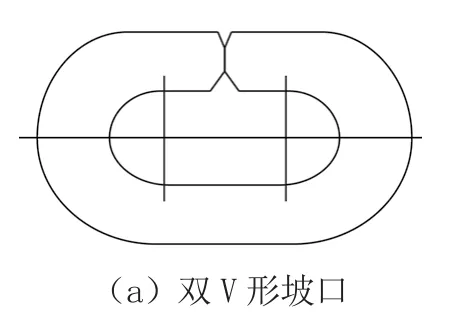
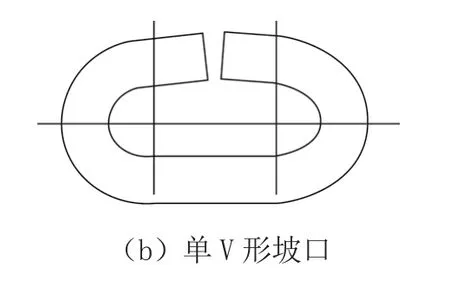
圖1 鏈環編結成型示意圖
閃光對焊分為連續閃光對焊、預熱閃光對焊和閃光-預熱-閃光對焊3種[4]。具體焊接模式根據焊接件的橫截面來選取,由于選取的材料直徑為φ22 mm,大于φ20 mm,故本次試驗采用預熱閃光對焊的模式。預熱閃光對焊過程主要由環背預熱、往復焊口預熱、連續閃光、頂鍛(包括有電頂鍛和無電頂鍛)、保壓和去刺等步驟組成;環背預熱為恒流加熱,通過設定電流大小與加熱時間長短調整預熱效果;預熱、閃光為恒壓控制,但往復預熱電流大于閃光電流;頂鍛開始為帶電頂鍛,之后為無電頂鍛。此次雙V形坡口試驗的主要焊接參數如表2所示,為方便對比,單V形破口的焊接參數也同步列于表2。

表2 22×66鏈環閃光對焊參數
從表2可以看出,在相同焊接電壓、焊接電流、閃光電流、頂鍛電流及保壓時間條件下,雙V形坡口鏈環的往復預熱效果更好,用明顯少于單V形破口的預熱次數就達到了焊接所需的溫度梯度,且成功實現了焊接成型。
熱傳導是熱量由系統的一個部分傳導到系統的另一個部分或由一個系統傳導到另一個系統的現象,是熱量傳遞的3種基本方式之一,也是熱量在固體中傳遞的主要方式。熱傳導過程的實質就是大量的物質分子通過熱運動相互撞擊,從而把能量從物體的高溫部分傳遞到低溫部分,或由高溫物體傳遞到低溫物體。在固體中,熱傳導的具體微觀過程是:在溫度較高的部分,晶體節點上的微粒振動動能較大;在溫度較低的部分,晶體節點上的微粒振動動能較小;由于微粒是互相聯系的,且在固體內部微粒不間斷地發生振動,動能由能量高的部分向能量低的部分傳遞,故在固體中的熱傳導就是能量的遷移。在固體金屬中由于自由電子的存在,自由電子不停地在做無規則的熱運動,自由電子在金屬晶體中對熱的傳導起主要作用,其熱傳導效率也比其他固體高得多。根據相關熱力學理論研究,在二維的矩形平面上,熱源在中間位置的熱傳導速度呈現傳熱較快的特點,且這種速率遠遠快于熱源在兩邊位置的熱傳導速率,基本上呈現指數級暴漲。
分析認為,雙V形坡口鏈環在往復預熱時熱量由端面中心向四周擴散,端面預熱更加快速、均勻,且熱量擴散行程較單V形破口縮短一半,焊接端面溫度能較快達到焊接溫度,且能快速地在待焊端面縱向建立適宜焊接的溫度梯度,滿足后續的連續閃光需求,為獲得優質接頭打下良好的基礎。
2 分析與討論
使用上海某廠生產的WE-100型液壓式萬能試驗機對焊接成型并熱處理后的鏈環與鏈條進行彎曲撓度試驗、靜拉伸試驗,使用濟南某司生產的JB-W300C型微機控制擺錘式沖擊試驗機對焊接接頭部位做常溫V形缺口沖擊試驗,其試驗結果如表3所示。

表3 22×66鏈環(雙V形坡口)力學性能試驗結果
進行彎曲試驗的5個22×66鏈環的彎曲撓度值均達到18 mm,大于歐標EN818規定的DN0.8,且未出現斷裂、目視裂紋等缺陷,故判定5環抗彎全部合格。焊接接頭部位V形缺口沖擊值均達到70 J以上,5條靜拉伸試驗鏈條均為肩部斷裂,破斷載荷均達到歐標EN818規定的80級以上,使用英國某司生產的CS3400型掃描電鏡對斷口做微觀形貌觀察,掃描圖片如圖2所示。

圖2 焊接鏈環彎曲、沖擊斷口、靜拉伸斷口及SEM圖片
2.1 彎曲試驗
彎曲試驗主要用于測定焊接接頭的抗裂紋能力并反映焊接接頭塑性指標,通過彎曲試驗,同時可反映出焊接接頭各區域的塑性差別,暴露出構件的焊接缺陷。彎曲試驗主要過程為:在壓力機上安裝專用的抗彎胎具之后,使用標準規定尺寸的彎曲輥,將試樣緩緩彎曲到規定的撓度,以此檢驗焊接接頭抵抗塑性變形的能力。根據標準EN818的規定,鏈環在熱處理后進行彎曲試驗時使用的彎曲輥直徑為DN2,同時要求彎曲撓度不小于DN0.8。如果彎曲后鏈環未出現斷裂、目視裂紋等缺陷,則視為抗彎合格,彎曲試驗的具體形式如圖3所示。

圖3 焊接鏈環彎曲試驗示意圖
2.2 沖擊試驗
沖擊試驗是用來研究材料、組織、結構在經受外力沖撞或作用時構件的安全性、可靠性和有效性的一種試驗方法。是用來度量材料在高速狀態下的韌性或斷裂的抵抗能力。與構件受靜載荷時不同,由于沖擊試驗加載速度很快,構件的內應力驟然提高,而變形速度往往會影響構件的機構性質,故構件對動載荷作用很可能表現出另一種反應。通常在靜載荷下表現為極佳塑性性能的接頭,在沖擊載荷下會呈現出脆性的性質。金屬材料沖擊試驗還可以揭示在靜載荷條件下不易發現的應力集中、材料內部缺陷、化學成分不均勻、受力狀態不均勻及熱處理缺陷等問題。按沖擊試驗溫度來分,沖擊試驗可分為常溫沖擊試驗、低溫沖擊試驗,本次沖擊試驗為常溫沖擊試驗。根據GB/T 229—2020《金屬材料 夏比擺錘沖擊試驗方法》規定,在23±5℃條件下,對焊接成型并熱處理之后的鏈環做焊縫V形缺口沖擊試驗,按沖擊試驗的形狀和破斷方式,沖擊試驗分為彎曲沖擊試驗、扭轉沖擊試驗和拉伸沖擊試驗3種,本次沖擊試驗采用的方式為彎曲沖擊試驗。通過圖2b的焊縫處宏觀沖擊斷口和圖2c焊縫處微觀沖擊斷口可以發現,本次試驗的焊縫處沖擊斷裂方式為延性斷裂,間接表明本次試驗的焊接質量、熱處理質量均合格。從表2的數據可得出,單個試樣的最低沖擊值為82.3 J,高于MT 244.1—2005《煤礦窄軌車輛連接件 連接鏈》中關于焊縫處常溫平均沖擊值不低于64 J的規定。
2.3 拉伸試驗
拉伸試驗是指在承受軸向拉伸載荷下測定材料特性的方法,又稱為抗拉試驗,是測定材料機械性能的基本試驗方法之一,主要用于檢驗材料是否符合規定的標準或者研發的新材料能否達到預定性能。拉伸試驗得出的數據可以用來確定材料的彈性極限、伸長率、彈性模量、斷面收縮率、拉伸強度、屈服強度等其他指標。在高溫下進行的拉伸試驗可得到材料的高溫蠕變數據。但是圓環鏈的拉伸試驗和棒料的拉伸試驗又不完全相同。圓環鏈在靜拉伸試驗時的正常斷裂方式為肩部和頂部受到了拉伸-剪切復合應力,故其最終反映的破斷強度為鏈環肩頂部的抗剪切能力。通過圓環鏈靜拉伸試驗可得到鏈條破斷強度、破斷延伸率、試驗延伸率等的基本力學性能指標。由表3的靜拉伸試驗數據可以得出,22×66鏈條(雙V形坡口)靜拉伸破斷載荷與破斷延伸率都滿足標準EN818-2中關于T8級鏈條的規定。由靜拉伸斷口圖2d、圖2e可以看出,鏈環肩部斷裂前發生了明顯塑性變形,相對于原始尺寸斷口尺寸也發生了明顯的變化。從其宏觀斷口形貌圖2d可以看出,斷口比較光滑且呈現弱金屬光澤,未發現放射線,此為典型的延性剪切斷裂。其微觀掃描電鏡照片(見圖2f)具有明顯的韌窩狀斷裂特征,也證明鏈環靜拉伸斷裂種類為典型的延性斷裂。
2.4 金相檢驗
金相檢驗的主要目的是檢查原材料或零部件的質量,評定構件的各種缺陷,檢驗工藝過程是否合理以及失效分析等,分為宏觀金相檢驗與微觀金相檢驗[5]。焊接接頭的金相檢驗是用放大鏡、顯微鏡來檢查焊縫、近逢區及焊接工件的金相組織以及確定內部缺陷、評判熱處理質量等。宏觀金相檢驗是指用肉眼或低倍的放大鏡檢查金屬表面、斷口或宏觀組織及其缺陷的方法,這種檢驗方法操作簡捷、迅速,能反映金屬宏觀區域內組織和缺陷的形態及分布狀況;本次試驗宏觀金相主要被用來觀察焊縫與近縫區的宏觀形貌,如夾雜、宏觀裂紋等。微觀金相檢驗是指用高倍光學顯微鏡或電鏡來觀察金屬材料內部各組成物微觀結構的一種技術,微觀金相主要被用來觀察材料的顯微組織、偏析、缺陷以及析出相的種類、性質、形態等,以分析材料的均勻性,焊接、熱處理工藝的穩定性等。對焊接成型的鏈環熱處理以后的焊縫進行金相檢驗,金相圖片如圖4所示。

圖4 雙V形坡口鏈環焊縫金相
從圖4a可以看出,由于碳燒損的原因,其中白亮的貧碳帶為焊縫,2個端面之間的焊縫融合良好。根據圖4b分析可得,焊縫組織為回火索氏體,未見顯微裂紋和其他異常組織。
3 結論
1)在相同的參數下,雙V形坡口鏈環的往復預熱效果更好,用明顯少于單V形破口的預熱次數就達到了焊接所需的溫度梯度,其焊接效率更高。
2)雙V形坡口鏈環焊接成型并經過熱處理以后,其機械性能能夠滿足相關標準要求,焊縫組織均勻,未見裂紋及其他缺陷。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
