復合材料機匣周向安裝邊模擬件強度與損傷分析
2022-03-11 02:27:42籍永青游彥宇
航空發動機 2022年1期
籍永青 ,徐 穎 ,游彥宇
(1.南京航空航天大學能源與動力學院,南京 210016;2.中國航空制造技術研究院,北京 100024)
0 引言
碳纖維樹脂基復合材料以其輕質、高比強度、高比模量等優勢,已廣泛應用在渦扇發動機外涵機匣為代表的多種冷端部件中。機匣可分為分段式結構或分半式結構,其中分段式機匣一般通過法蘭邊連接。復合材料機匣安裝邊位置通常采用金屬材料,以鉚釘搭接方式與復合材料連接,機匣周向安裝邊含有非對稱變厚度鋪層、單金屬蓋板、雙排間隔鉚釘排布等復雜結構特征,是復合材料的薄弱位置。探究機匣周向安裝邊位置的局部強度和失效模式對于機匣設計具有重要意義。
然而,目前針對復合材料與金屬連接結構的研究多是以等厚度層合板與金屬的單搭接或雙搭接為研究對象,這些研究僅可反映機匣周向安裝邊的部分結構特征,而無法明確機匣周向安裝邊的破壞模式及失效機理,需要開展機匣周向安裝邊模擬件的試驗研究。另外,針對機匣周向安裝邊強度及損傷設計,通過對不同設計參數的機匣周向安裝邊進行試驗研究的時間、經濟成本較高,采用數值模擬的方法建立機匣周向安裝邊參數化強度和失效分析模型,可以為機匣周向安裝邊的結構優化設計提高效率、降低成本。
復合材料連接結構的力學性能分析比層合板和無擠壓孔層合板的復雜,擠壓孔附近的應力狀態和結構的失效模式與連接結構類型、鋪層順序、結構尺寸等多種因素有關。熊勇堅等基于3維漸進損傷理論研究了3種不同的金屬-復合材料搭接結構(鉚接、膠接、混合連接)在靜載下的失效形式,表明鉚接接頭的失效形式為鉚釘剪切失效;Quinn 等通過試驗發現不同鋪層順序直接影響層合板螺栓連接的擠壓強度,試驗表明90°鋪層在層板最外側時承載能力最差;劉忠獻等應用有限元法預測復合材料連接孔處的擠壓強度,同時利用非線性分析方法分析了復合材料對角多釘連接的強度,并將仿真強度與試驗結果比較,誤差在6%以內;張爽等以ANSYS為平臺建立了復合材料層合板的多釘連接參數化有限元模型,結合非線性接觸分析建立了整個加載過程的逐漸損傷分析模型,同時開展了T300/QY9512層合板的單釘靜拉試驗,表明不同尺寸的多釘連接結構各釘孔附近的應力狀態和損傷起始、擴展均有較大區別。
基于以上相關研究進展和存在的問題,本文開展了復合材料機匣周向安裝邊模擬件的靜拉伸試驗,以ANSYS 軟件為平臺實現了復合材料機匣周向安裝邊的參數化有限元建模,并建立了機匣周向安裝邊模擬件的靜載逐漸損傷分析模型,將仿真結果與試驗結果進行對比。
1 機匣周向安裝邊模擬件靜拉試驗
1.1 機匣周向安裝邊模擬件試樣
復合材料機匣結構如圖1所示。從圖中可見,鈦合金安裝邊以內搭接鉚釘連接形式固定在機匣一端。
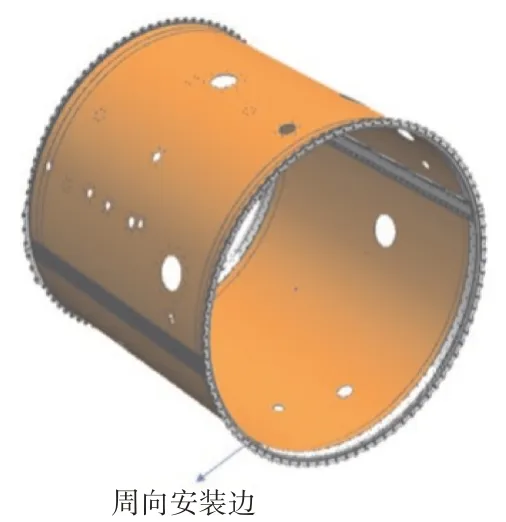
圖1 復合材料外涵機匣結構
機匣周向安裝邊實際結構局部如圖2 所示。針對其雙排間隔鉚釘排布特征,為了方便試驗機裝夾,按照圖2 紅線將安裝邊模擬件設計為I 型和II 型典型模擬件,其尺寸及鉚釘孔的位置均按照實際結構設計,由于模擬件相比機匣整體較小,忽略局部結構中較小的弧度,將模擬件設計成平板。
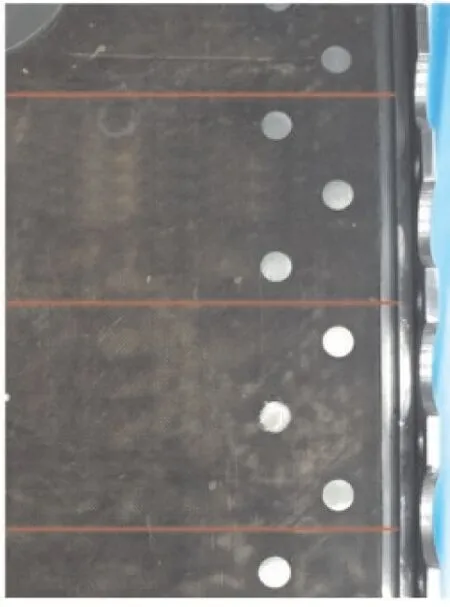
圖2 機匣周向安裝邊實際結構局部
機匣I 型和II 型周向安裝邊模擬件如圖3、4 所示。機匣部分為T300/BMP-316 層合復合材料,蓋板及鉚釘為TC4 鈦合金。I型和II型安裝邊僅鉚釘孔的位置不同。鋪層為非對稱變厚度鋪層,將覆蓋復合材料整板面的子層稱為主鋪層,未覆蓋復合材料整板面的子層稱為次鋪層,結構由左側20 層主鋪層的平直部分逐漸過渡至32 層主、次鋪層的局部加強區(含孔區域),底層為第1層,鋪層參數見表1。
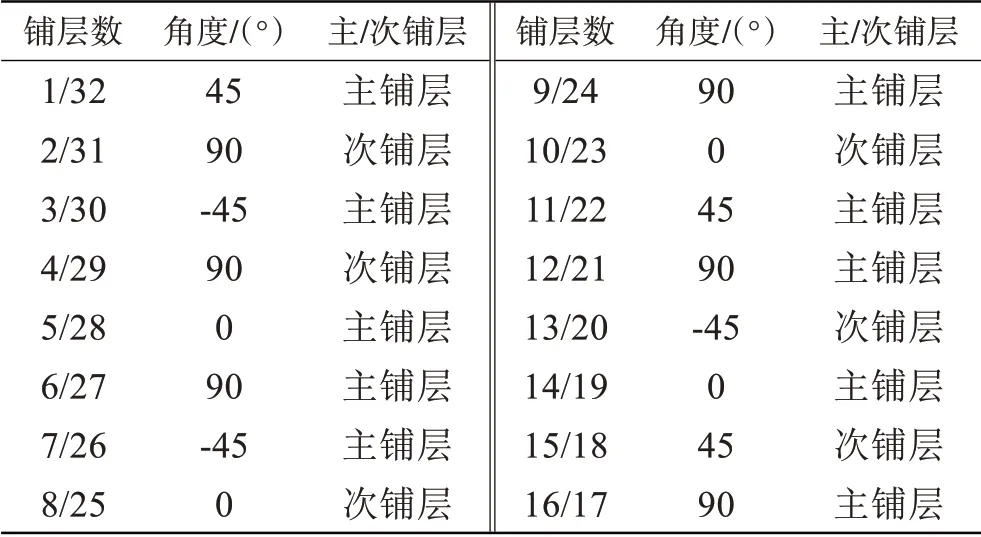
表1 機匣周向安裝邊鋪層角度
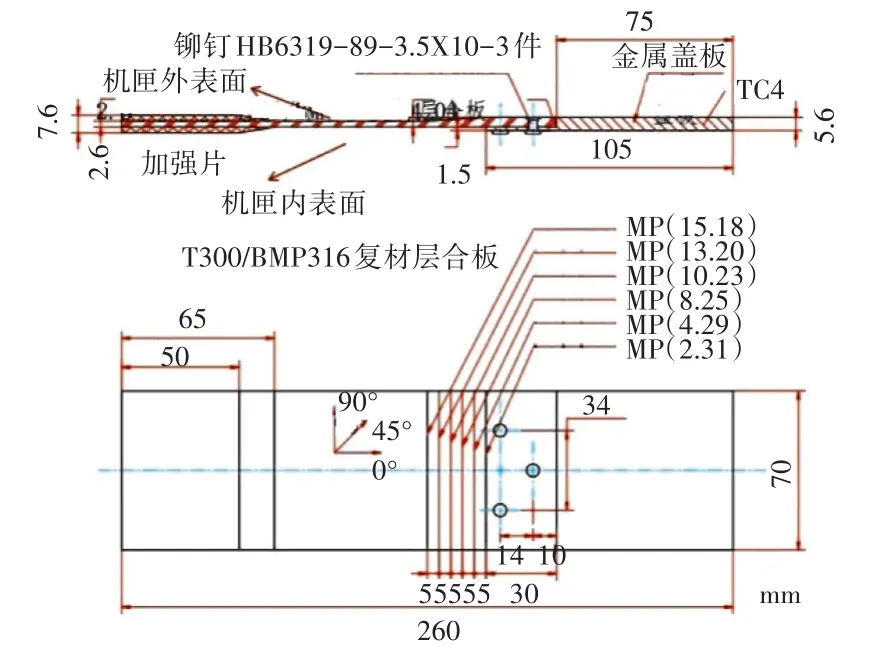
圖3 I型周向安裝邊模擬件
圖4 II型周向安裝邊模擬件
1.2 靜強度試驗結果
靜拉伸強度試驗在MTS-Landmark 試驗機上進行,試驗前后模擬件外觀對比如圖5 所示。從圖中可見,周向安裝邊模擬件的破壞形式為在鉚釘孔處的局部擠壓破壞,觀察破壞區域,試樣在孔的受壓一側主要發生纖維壓斷損傷和基體壓裂損傷。研究結果顯示,層合板接頭的寬孔比W/D>4 時結構一般發生孔邊局部擠壓破壞。周向安裝邊試樣的寬孔比為6.306,其破壞模式與文獻研究結果的一致。
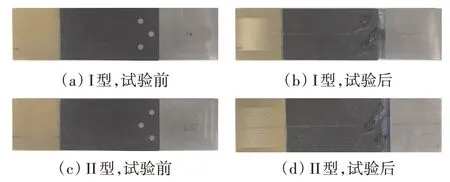
圖5 周向安裝邊靜拉伸強度試驗前后模擬件外觀對比
周向安裝邊模擬件靜拉伸強度試驗值見表2。從表中可見,I 型和II 型周向安裝邊的靜拉伸強度值基本相同,可以認為在保證寬孔比相同的條件下,鉚釘孔的位置對復合材料機匣周向安裝邊模擬件的靜拉伸強度影響不大。
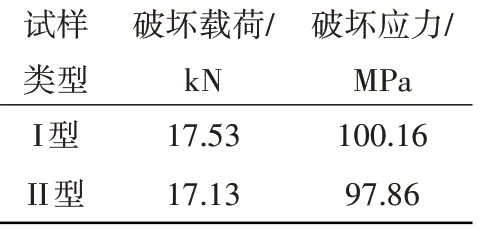
表2 周向安裝邊模擬值靜拉伸強度試驗值
周向安裝邊模擬件靜拉伸強度試驗載荷-位移曲線如圖6 所示。從圖中可見,周向安裝邊的靜拉伸載荷-位移曲線在加載過程前期基本是線性的,加載至一定程度后載荷持續緩慢降低,位移持續增大,這是由于孔邊受壓一側已經開始出現纖維和基體的擠壓損傷,隨著繼續加載,載荷不再提高,位移不斷增大,結構失效。
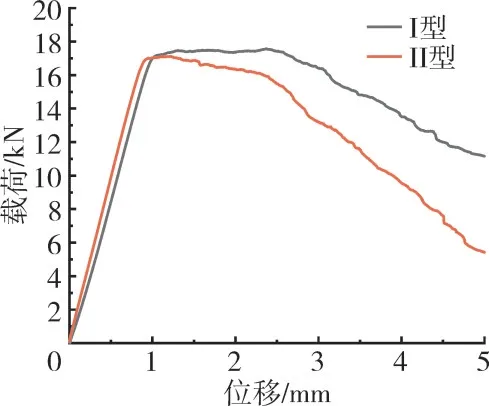
圖6 周向安裝邊模擬件靜拉伸強度試驗載荷-位移曲線
1.3 考核載荷下的損傷檢測
在靜強度試驗過程中,采用中斷加載的方式對考核載荷下的周向安裝邊模擬件的損傷進行超聲C 掃描檢測。根據設計單位給出的機匣周向安裝邊最大靜載(名義拉伸應力)19.46 MPa,乘以安全系數3作為考核靜載58.39 MPa。
機匣周向安裝邊模擬在未加載和加載至考核載荷下的超聲C掃描損傷圖像如圖7所示。超聲C掃描可以將探頭接收到的試樣某橫截面的反射波強度在一定色域范圍內以不同的顏色顯示成圖像。由于損傷會造成聲波難以穿透,損傷區域的反射波強度較高,因此圖中顏色較深的區域為損傷區域。從圖中可見,當加載至靜拉伸載荷考核點時,結構在鉚釘孔受壓一側出現半圓形的損傷,以及在變厚度段和自由邊界出現少量損傷。
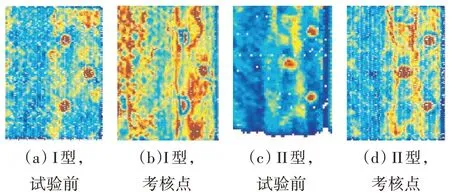
圖7 機匣周向安裝邊模擬件考核載荷下的損傷行為
2 機匣周向安裝邊模擬件力學失效模型
2.1 機匣周向安裝邊模擬件參數化建模
為了使有限元模型可適用于不同鋪層、不同尺寸參數的機匣周向安裝邊結構,即通過在子程序中改變設計參數值的方法建立此類周向安裝邊模擬件參數化有限元模型。機匣周向安裝邊模擬件有限元模型如圖8 所示。其中,橘紅色為復合材料部分,淺藍色為金屬部分,單元類型為SOLID185 3維8節點六面體單元,在厚度方向上每一子層劃分成1 個單元。此模型可以根據APDL 子程序輸入的鋪層、尺寸、孔位置、鉚釘數量、網格密度等參數在ANSYS 軟件中自動建模。有限元模型的位移邊界條件為在金屬端部施加全位移約束,載荷邊界條件為在復合材料端部施加靜拉伸載荷。
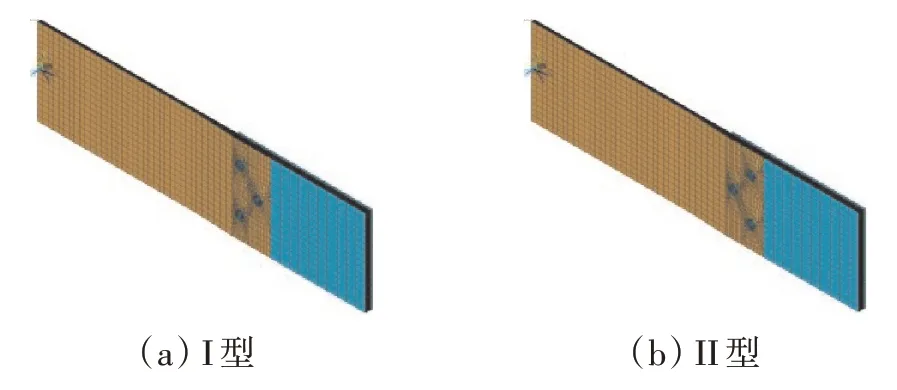
圖8 機匣周向安裝邊模擬件有限元模型
由于復合材料存在非對稱變厚度區域,即由鉚釘孔附近的32層逐漸過渡到平直部分的20層。本文采用的網格劃分方式是將變厚度區域等分成6 段,分別對其劃分網格,這也與結構實際的鋪層一致,變厚度部分的網格如圖9 所示。在圖9(b)中對厚度做了放大處理,其中藍色為復合材料主鋪層,紫色為次鋪層。
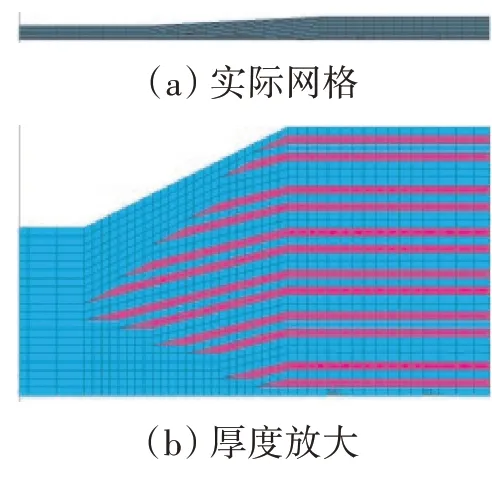
圖9 機匣周向安裝邊變厚度段有限元模型
2.2 鉚釘與復合材料接觸的等效方法
機匣周向安裝邊含有鉚接結構,當安裝邊受載時,鉚釘與孔邊復合材料存在載荷傳遞,常用的處理方法是將復合材料孔邊單元與鉚釘單元進行非線性接觸分析。但是,逐漸損傷分析方法需要多次循環加載進行應力計算,若采用非線性接觸計算,計算成本過高。因此,本文采用節點合并法實現復合材料與鉚釘結構的載荷傳遞。其原理是將鉚釘與復合材料孔邊的單元網格劃分一致,再將處于實際接觸區域的同位節點合并成1 個節點,以實現載荷傳遞。節點合并法的前提條件是需要預先設置實際接觸區,本文采用非線性接觸法計算結構在某載荷下的接觸應力,確定結構存在接觸的區域,并分析該接觸區域的滑移值,滑移值小于0.1 mm 的接觸區域近似為實際接觸區,即確定了節點合并的角度。
采用非線性接觸法計算的100 MPa 拉伸載荷下的接觸狀態、接觸應力以及接觸滑移值分別如圖10~12 所示。從圖10 中可見,在拉伸載荷下接觸區域為右側擠壓孔邊半圓柱面。從圖11中可見,3處接觸區域的最大應力均在圓孔右側靠近底面的頂點。從圖12 中可見,選取滑移值小于0.1 mm 的區域近似為實際接觸區,等效節點合并角度:I型左側雙鉚釘孔和II型右側雙鉚釘孔的節點合并角度為100°;I 型右側單鉚釘孔板和II 型左側單鉚釘孔的節點合并角度為120°,將節點合并角度內的節點進行“粘結”操作,如圖13所示。
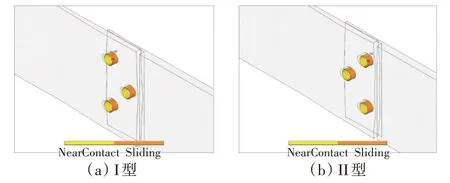
圖10 機匣周向安裝邊模擬件接觸狀態
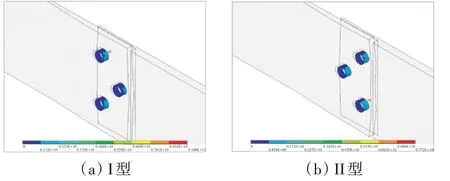
圖11 機匣周向安裝邊模擬件接觸應力

圖12 機匣周向安裝邊模擬件接觸滑移值
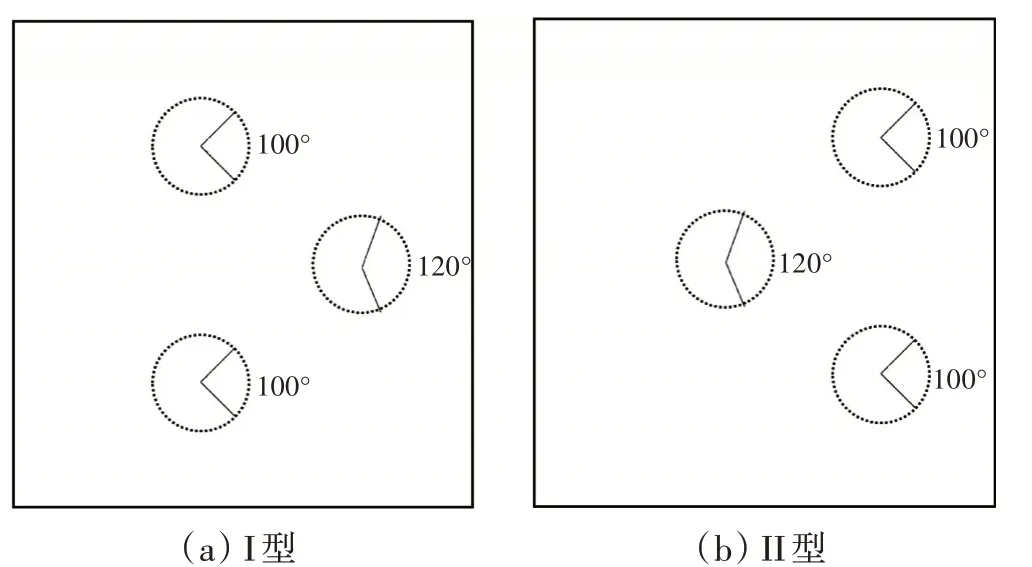
圖13 機匣周向安裝邊模擬件節點合并角度
為了驗證選用節點合并角度的合理性,將節點合并計算應力結果與接觸計算應力結果進行對比,如圖14 所示。從圖中第14 層(0°,主鋪層)的等效應力對比可見,應力云圖基本一致;但節點合并計算的孔邊最大應力相較接觸計算的偏高,這可能導致預測的強度偏保守。
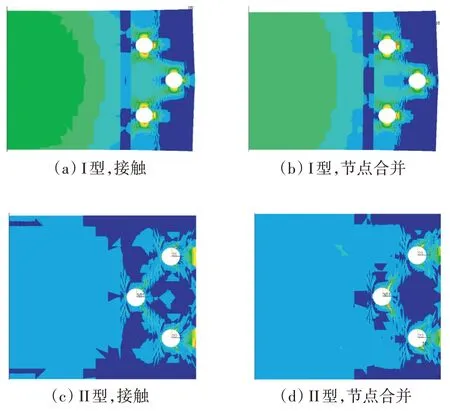
圖14 周向安裝邊模擬件第14層(0°,主鋪層)的等效應力對比
2.3 機匣周向安裝邊靜載逐漸損傷分析模型
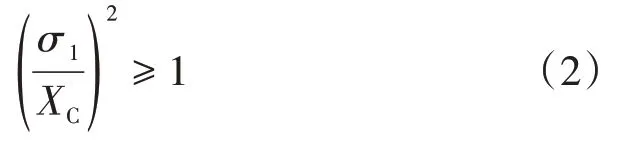
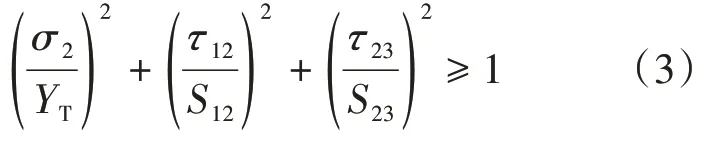
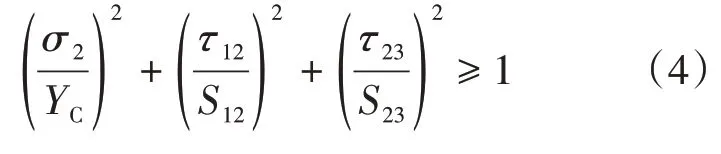
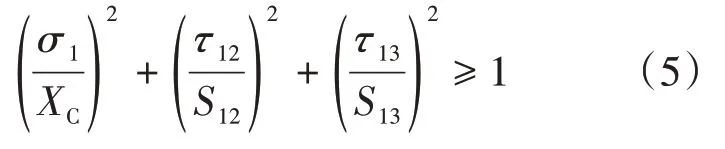
復合材料的損傷是漸進的過程,局部損傷會導致載荷重新分配,損傷造成結構的剛度系數不斷衰減,直至最終結構失效。本文選用3 維Hashin 準則作為面內損傷和分層損傷判據,損傷模式分為:纖維拉伸、纖維壓縮、基體拉伸、基體壓縮、基纖剪切、分層。在靜載條件下的3維Hashin準則的具體形式為
纖維拉伸:0
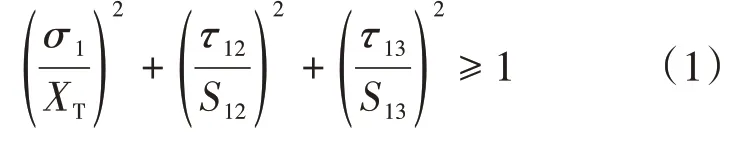
纖維壓縮:≤0
基體拉伸:>0
基體壓縮:≤0
基纖剪切:
分層:>0

≤0
式中:σ和τ分別為子層單元在材料主軸上的正應力和剪應力;、、、、、分別為單向板的縱向、橫向、法向的拉伸、壓縮強度;下標T 為拉伸,C 為壓縮;S為單向板主方向的剪切強度。
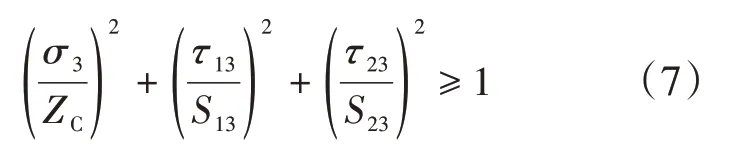
在逐漸損傷分析過程中,需要對發生損傷的單元進行剛度折減,本文采用改進后的Camanho 退化準則,退化方式為根據損傷單元的損傷模式,將該單元的彈性模量和泊松比乘以相應的折減系數,對應的折減系數見表3。
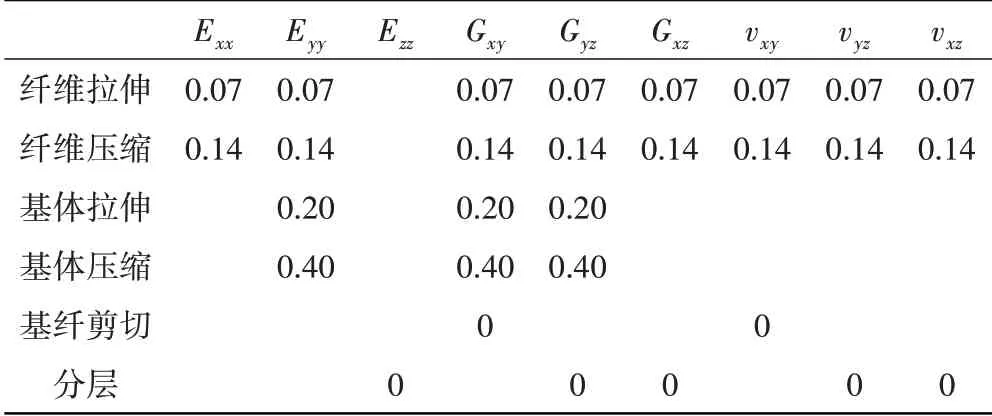
表3 材料剛度及泊松比折減系數
為了準確預測結構的靜強度,除判斷每個單元的損傷模式外,需要有標準衡量總體結構是否發生破壞,稱為結構總體失效判據。Papanikos等采用的方法是,當層合板0°子層中發生纖維損傷的單元覆蓋整個子板的寬度范圍時判斷為結構破壞,但這種判斷手段需要考核每一子板的纖維損傷情況,不具量化性。為了定量判斷結構總體失效,本文采用陳津博等的判斷方法,即結構中的纖維損傷單元占結構總單元數目的30%以上時,認為結構失效。
綜合以上參數化建模方法,采用節點合并等效接觸算法,基于逐漸損傷分析方法,并結合相應的損傷判據和性能退化準則及總體失效判據,在ANSYS軟件中建立了復合材料機匣周向安裝邊模擬件的靜載逐漸損傷分析模型和方法,即先根據設計參數建立機匣周向安裝邊模擬件的有限元模型,并對其施加合理的初始位移與載荷邊界條件;然后進行應力分析,根據得到的應力分量值結合損傷判據確定結構的損傷情況,并根據性能突降準則進行剛度折減;直至此載荷步下無新的損傷出現,增加1個載荷步長;重復上述過程,直至滿足總體失效判據,完成計算。具體分析流程如圖15所示。
圖15 機匣周向安裝邊靜載逐漸損傷分析流程
3 仿真結果與試驗對比
3.1 靜強度與考核載荷下的損傷
機匣周向安裝邊模擬件靜拉伸強度仿真與試驗結果對比見表4。從表中可見,最大仿真誤差僅為5.15%,仿真強度較小,預測結果偏保守。

表4 機匣周向安裝邊模擬件靜拉伸強度仿真與試驗結果對比
機匣周向安裝邊模擬件靜拉伸考核點58.39 MPa整板損傷仿真與試驗結果對比如圖16所示。
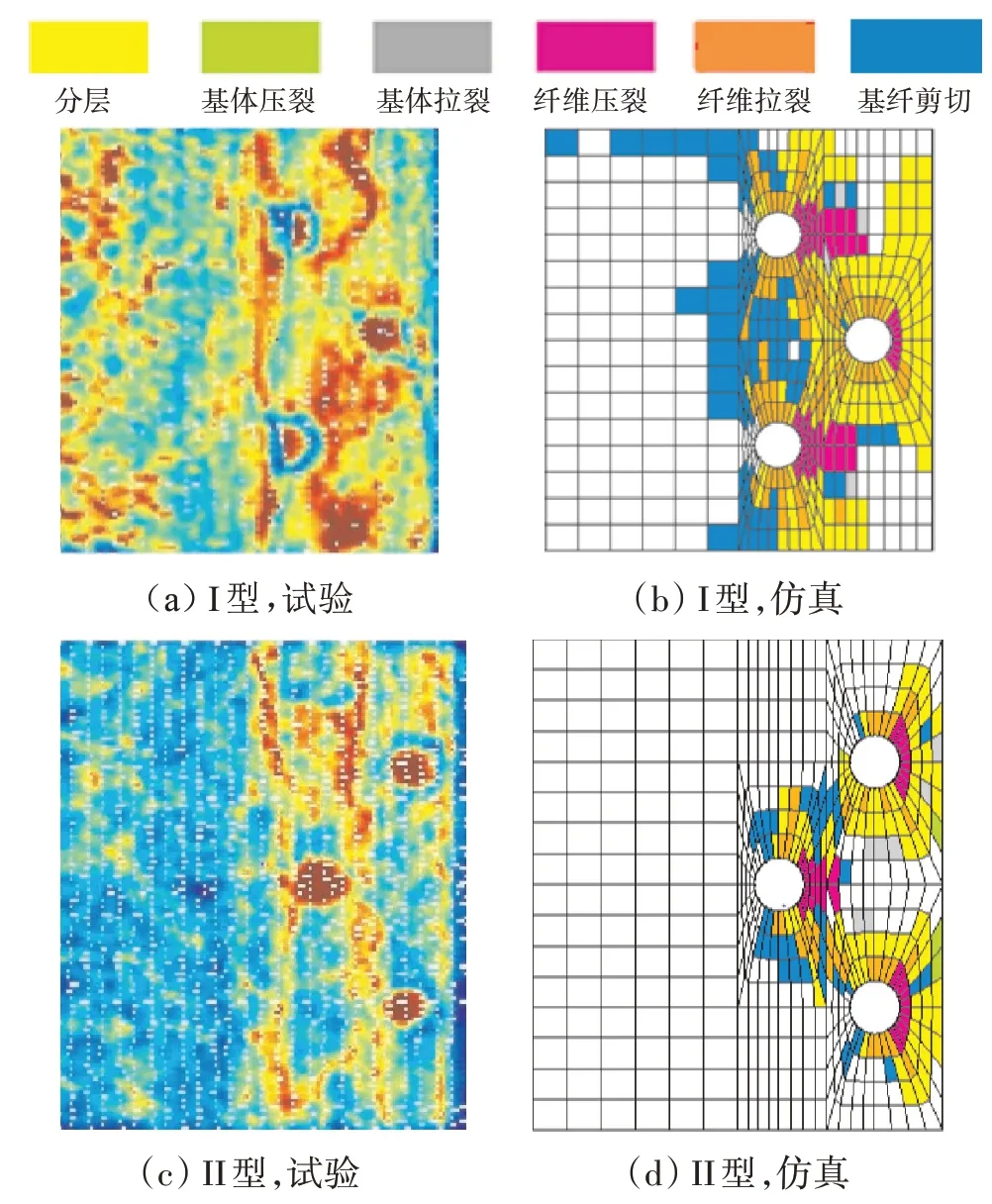
圖16 機匣周向安裝邊模擬件靜拉伸考核點58.39 MPa整板損傷仿真與試驗結果對比
從圖中可見:
(1)仿真預測的損傷區域與試驗結果基本一致,損傷主要集中在孔的受壓一側;
(2)仿真預測的損傷面積較試驗的偏大,預測結果偏保守。
3.2 損傷擴展仿真分析
根據仿真的損傷結果總結了機匣周向安裝邊模擬件各鋪層角度子板的損傷模式、損傷起始位置及擴展方向,見表5。
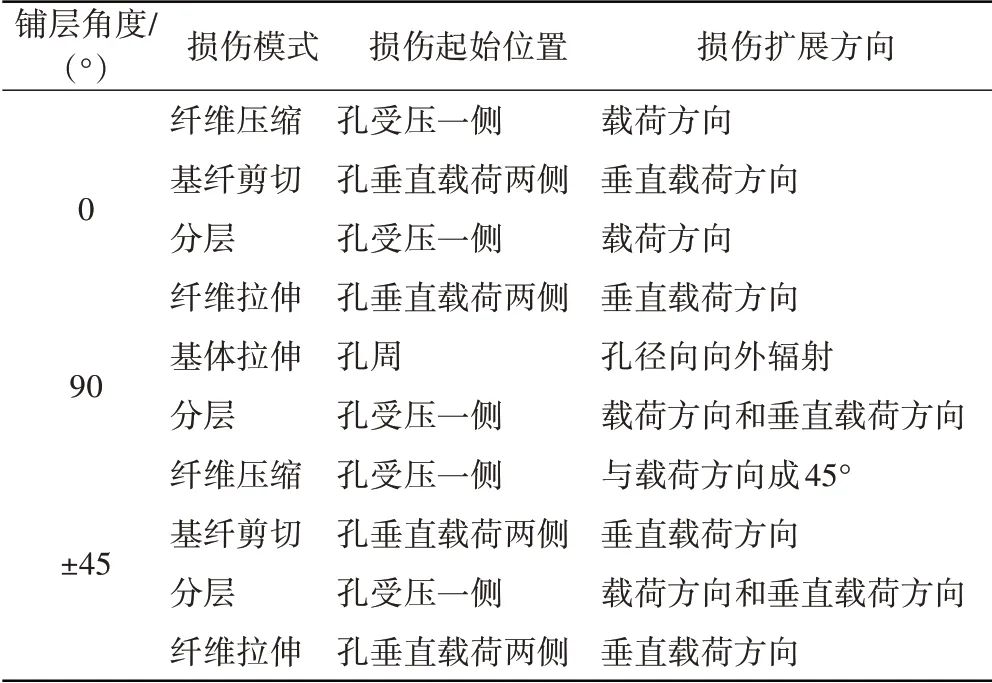
表5 機匣周向安裝邊模擬件各鋪層角度子板的損傷模式損傷起始位置與擴展方向
從表中可見:
(1)任何損傷的起始位置均為孔邊,即機匣周向安裝邊孔邊的應力集中較為顯著;
(2)0°鋪層子板和±45°鋪層子板的損傷模式與損傷起始位置均一致,纖維壓縮損傷的擴展方向與其鋪層角度有關。
周向安裝邊雖為上下對稱鋪層,但由于其含有非對稱變厚度部分,其上下對稱鋪層的損傷有所差別,因此也需要對上下對稱鋪層的損傷情況進行對比分析。且II型周向安裝邊的損傷模式及擴展過程與I型的基本一致,僅因孔位置不同而損傷位置不同,這里僅以I型周向安裝邊為例。
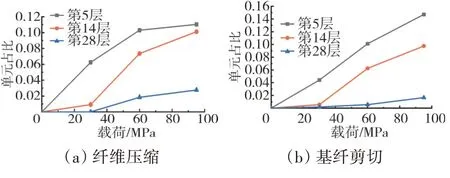
機匣I 型周向安裝邊模擬件0°鋪層子板各損傷模式損傷單元數占子板總單元數比例隨載荷變化曲線如圖17 所示。±45°鋪層子板的曲線規律與0°的基本一致,這里不再給出圖像。從圖中可見,0°和±45°鋪層子板越靠近外表面,相應損傷模式的損傷單元數越少,表明機匣周向安裝邊靠近內表面的子板更易發生損傷。
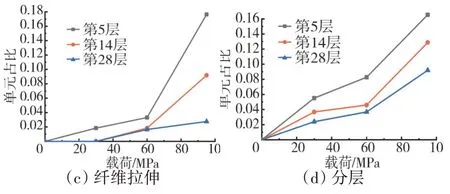
圖17 機匣I型周向安裝邊模擬件0°鋪層子板各損傷模式損傷單元占子板總單元數比例隨載荷變化曲線
4 結論
(1)機匣周向安裝邊模擬件的破壞模式為孔邊的局部擠壓破壞,與寬孔比的關系和文獻研究一致,其在靜拉伸載荷下的易損傷區域為孔受壓一側及變厚度段;
(2)建立的復合材料機匣周向安裝邊模擬件靜載逐漸損傷分析模型能夠反映結構的損傷機制與過程,模型預測的靜拉伸強度與試驗測得結果相差不超過6%,預測的損傷區域與試驗基本一致,具有較高的計算精度;
(3)仿真預測各類損傷模式的起始位置均為孔周,說明機匣周向安裝邊的孔周應力集中最為顯著,機匣周向安裝邊的強度和損傷設計應首先考慮孔周的應力狀態;
(4)仿真分析表明,0°和±45°鋪層子板越靠近外表面,相應損傷模式的損傷單元數越少,即機匣周向安裝邊靠近內表面的子板更易發生損傷。
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
哲學評論(2021年2期)2021-08-22 01:53:34
紡織科技進展(2021年3期)2021-06-09 08:07:14
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
應用化工(2014年10期)2014-08-16 13:11:29