某燃油直通管接頭65Mn鋼彈簧墊圈銹蝕原因
2022-03-15 09:43:08李鈞甫
理化檢驗(物理分冊) 2022年1期
關鍵詞:區域
李鈞甫,何 軍,朱 苓
(航空工業成都飛機工業(集團)有限責任公司,成都 610091)
彈簧墊圈是一種被廣泛用于機械產品承力和非承力結構中的標準件,其特點是利用開口所形成的左旋彈簧結構,有效防止右旋螺紋緊固系統的松動。因此,在有震動的部件連接中,彈簧墊圈具有較好的防松和預緊力補償等作用。另外,其成本低廉且安裝方便,適用于拆裝頻繁的部位。
GB859輕型彈簧墊圈采用65Mn鋼制成,表面處理為氧化發藍。65Mn鋼是一種典型的彈簧鋼材料,具有強度高、淬透性好、脫碳傾向小、價格低廉、切削加工性好等優點,但是這種材料具有過熱敏感性和回火脆性,易產生淬火裂紋。65Mn鋼主要用于生產鋼絲、鋼帶,制造各種截面較小的扁彈簧、圓彈簧、板簧和彈簧片等。近年來,報道的多起事故均因65Mn鋼彈簧墊圈額外增加了鍍層工藝而產生氫脆斷裂[1-4],關于其在服役狀態下發生的腐蝕失效卻鮮有報道。
腐蝕失效是在機械、化工、冶金等工程領域除疲勞失效以外最為常見的失效形式之一,其影響和造成的經濟損失巨大。據估算,我國2009年因腐蝕造成的經濟損失已經超過1萬億元[5]。彈簧墊圈一旦出現問題就會使緊固件防松失效,導致整個產品不能正常工作,這會給產品使用造成嚴重影響[6]。
某結構組件上安裝的擴口式A型燃油直通管接頭(HB4-5-10)順航向后端的彈簧墊圈GB859-18-65Mn(以下簡稱彈墊,材料牌號為65Mn,熱處理工藝為淬火+回火,表面處理工藝為發藍處理),在氣密性檢查后,發現其側面有大面積銹蝕,并已擴展到左右兩邊的HB 4-46 M18×1.5鎖緊螺母(材料牌號為2A12,熱處理工藝為T4,表面處理工藝為陽極化)和HB1-521平墊圈(以下簡稱平墊圈,材料牌號為LY12)。銹蝕彈墊的三維裝配結構及銹蝕位置見圖1。
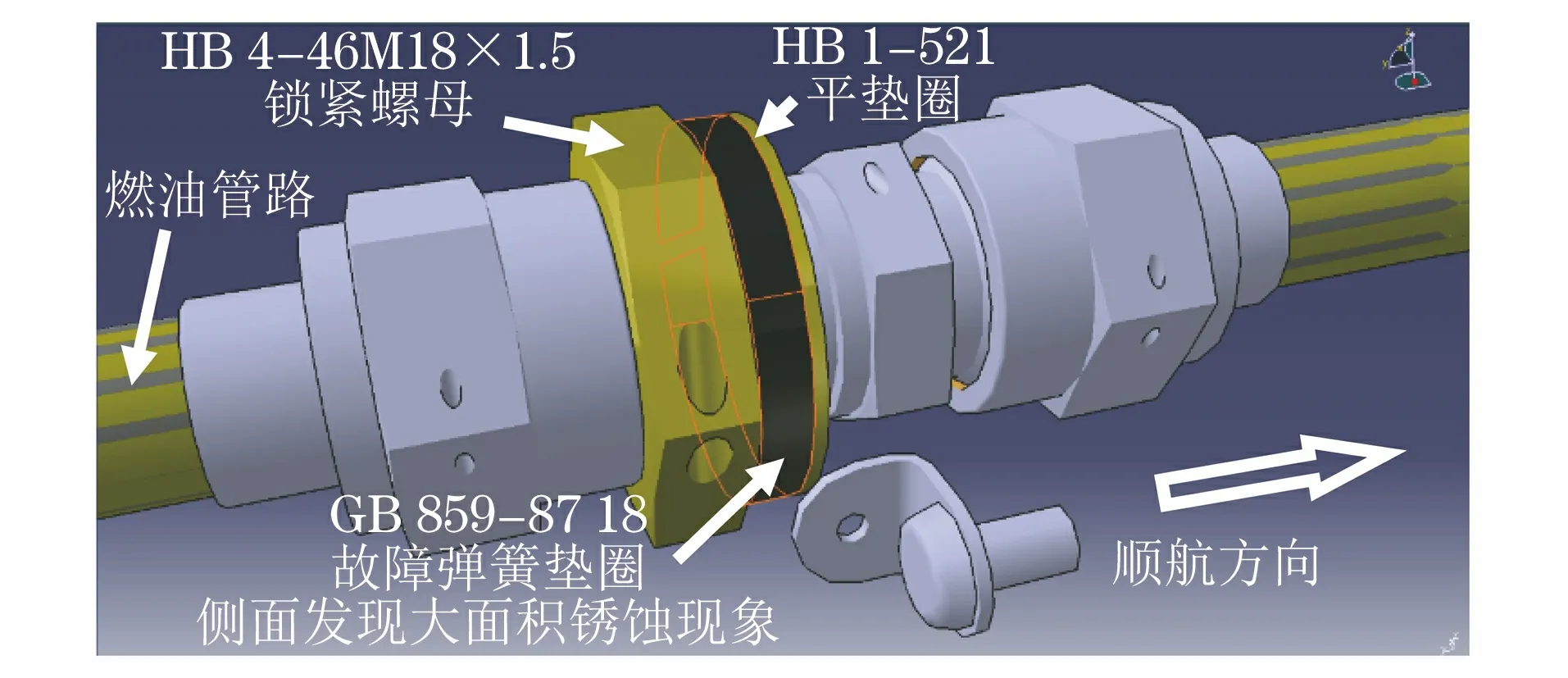
圖1 銹蝕彈墊的三維裝配結構示意
根據現場了解,該彈墊夾在鎖緊螺母和平墊圈之間,通過鎖緊螺母結構組件連接另一側的燃油管螺紋接頭。該彈墊已安裝一個多月,且此處燃油管螺紋接頭有氣密性檢查要求,現場氣密性檢查時使用皂液是為了方便氣密性目視檢查。將銹蝕位置處的組件拆卸后發現,彈墊兩側的鎖緊螺母和平墊圈表面的陽極化膜層均已被彈墊開口銳角端劃破,基體暴露并與彈墊直接接觸。
筆者通過宏觀觀察、微觀形貌觀察、金相檢驗和化學成分分析、掃描電鏡及能譜分析等方法,確定了彈墊銹蝕模式。在此基礎上,對氧化膜層完好和破損的彈墊的開路電位進行測量,進一步確定了該彈墊銹蝕的根本原因。
1 理化檢驗
1.1 宏觀觀察
由圖2可見:拆卸后的彈墊除側面有不均勻、不連續的紅棕色銹蝕外,兩個承力面也存在大面積銹蝕;兩個承力面遠離彈墊開口端處的銹蝕比其他區域嚴重;彈墊開口端受力位置和兩個承力面表面的黑色氧化層發生部分脫落,隱約可見銀白色金屬基體。對庫房中同批次的其他彈墊進行檢查,未見其表面黑色氧化層發生破損和產生銹蝕產物。彈墊外周及各承力面表面有均勻完整的黑色氧化發藍層,在庫房環境中,零件表面均涂抹了防銹油并用牛皮紙包裝進行存放。
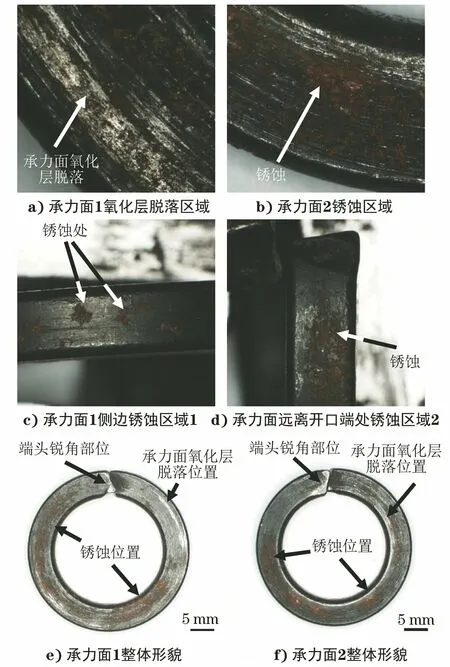
圖2 彈墊不同位置處的宏觀形貌
由圖3可見:平墊圈與彈墊接觸側靠內圈區域的陽極氧化膜層已被刮掉,露出內部銀白色鋁合金基體,其周圍可見黑色印記,靠外圈區域可見部分紅棕色銹蝕痕跡;未與彈墊接觸側的陽極氧化膜層完好,未見明顯缺陷。

圖3 平墊圈不同位置處的宏觀形貌
由圖4可見:鎖緊螺母與彈墊接觸一側表面陽極氧化膜層部分被刮掉,內、外圈銀白色鋁合金基體暴露,內圈還附著有不連續的紅棕色銹跡,根據銹跡顏色可以判斷銹蝕起源于內圈劃傷部位。

圖4 鎖緊螺母與彈墊接觸側的宏觀形貌
1.2 金相檢驗
由圖5可見:彈墊銹蝕區域呈明顯的鐵銹紅色,且已經形成深入金屬基體的腐蝕坑,腐蝕坑底部未見腐蝕裂紋;相對于正常區域,銹蝕區域附近氧化膜層厚度明顯增厚,正常區域氧化膜層厚度為1~3 μm,符合GJB 594-1988《金屬鍍覆層和化學覆蓋層選擇原則與厚度系列》標準中對鋼制零件化學氧化膜層厚度的要求(0.5~15 μm),銹蝕區域氧化層厚度為5~6 μm。

圖5 彈墊銹蝕區域和正常區域的微觀形貌
1.3 掃描電鏡分析
采用掃描電鏡(SEM)對彈墊表面銹蝕區域、鎖緊螺母表面缺陷處及平墊圈表面缺陷處進行形貌觀察。由圖6可見,彈墊表面銹蝕區域已形成疏松多孔的氧化物層,且與基體剝離。由圖7可見,彈墊兩個承力面銹蝕區域有一層厚度不均的附著物,附著物較厚區域呈團絮狀或冰花狀多孔結構,導電性較差,可能為氧化物;正常區域表面覆蓋著一層均勻的氧化物。

圖6 彈墊銹蝕區域的微觀形貌

圖7 彈墊銹蝕區域、正常區域及銹蝕區域附著物的SEM形貌
由圖8可見:鎖緊螺母表面銹漬呈塊狀附著在陽極氧化膜層表面,且靠近劃傷部位;進一步放大銹漬位置處觀察發現,銹漬與彈墊表面銹蝕的微觀形貌不同,沒有明顯的疏松多孔結構,這可能是彈墊與鎖緊螺母承力面緊密接觸后,銹蝕產物黏附到螺母承力面所致。
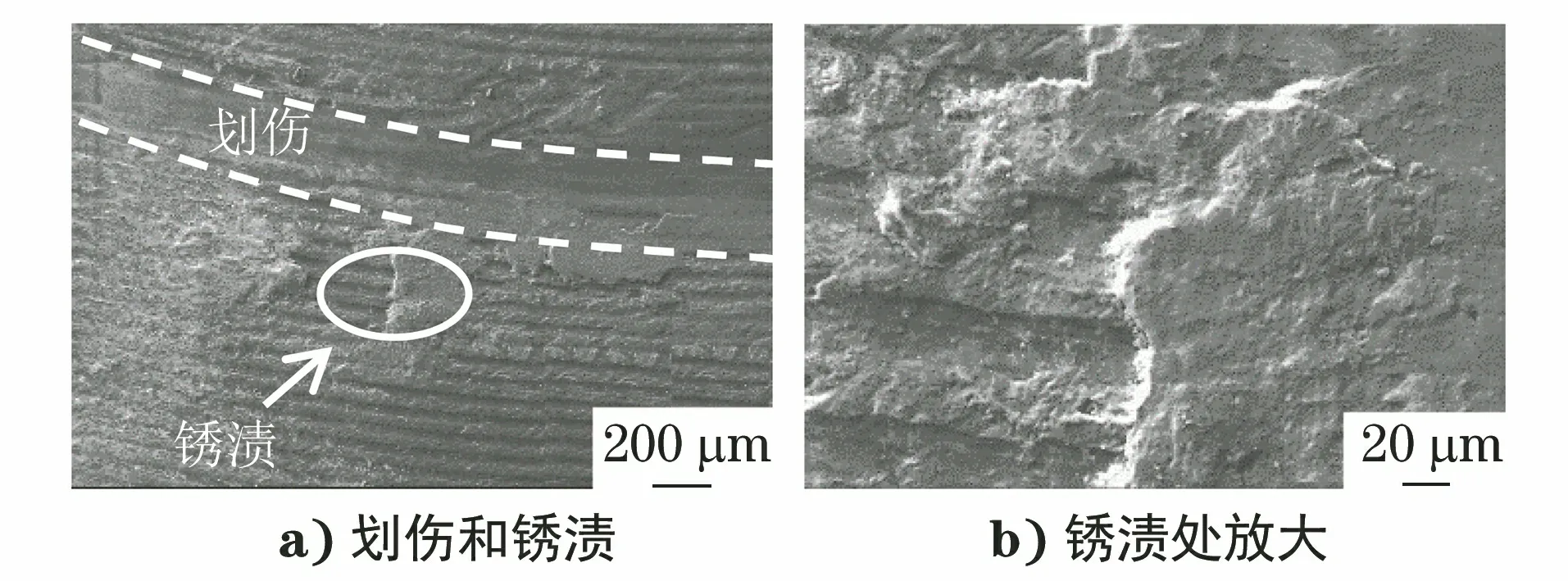
圖8 鎖緊螺母表面缺陷的SEM形貌
由圖9可見:平墊圈表面形貌與鎖緊螺母的類似,可見其表面陽極氧化膜層有明顯劃傷,劃傷附近可見銹漬。

圖9 平墊圈表面缺陷的SEM形貌
1.4 能譜分析
采用能譜儀(EDS)對彈墊正常區域、磨損區域和銹蝕區域進行能譜分析。由表1可見:與正常區域表面氧化膜相比,磨損區域表面氧化膜發生脫落,檢測到該區域含鋁元素,65Mn鋼基體部分暴露;彈墊磨損區域表面氧化膜脫落位置的氧/鐵質量分數比值比正常區域的低,未檢測出其他典型的腐蝕性元素;彈墊銹蝕區域的氧含量相對于正常區域明顯增高,且氧/鐵質量分數比值為0.40~0.45,接近Fe2O3的氧/鐵質量分數比值(約為0.43),該區域也含有鋁元素。

表1 彈墊正常區域、磨損區域和銹蝕區域表面氧化膜的EDS分析結果
由表2可見,鎖緊螺母銹漬區域鐵、氧元素含量相對較高,氧/鐵質量分數比值為0.46,接近Fe2O3的氧/鐵質量分數比值,可以確定該區域銹蝕產物主要為Fe2O3;鎖緊螺母劃傷區域的鋁合金基體已完全暴露,銅、鎂元素為2A12鋁合金的主要合金元素,未檢出其他異常元素。

表2 鎖緊螺母銹漬區域和劃傷區域的EDS分析結果
由表3可見:平墊圈銹漬區域的主要元素與鎖緊螺母的類似,除鐵以外,未檢出其他異常元素;鉻元素為鉻酸陽極化殘余物;正常區域除少量鐵元素外,無其他異常元素;少量的硫和鉻元素為鉻酸陽極化殘余物。
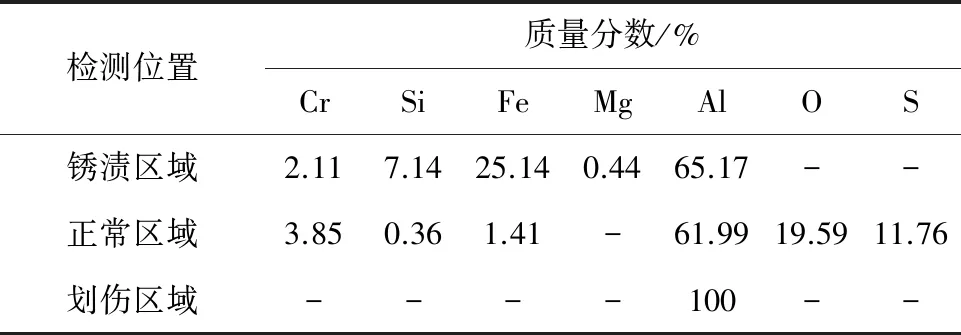
表3 平墊圈銹漬區域、正常區域和劃傷區域的EDS分析結果
1.5 維氏硬度測試
參考彈簧墊圈的常規硬度檢驗方法[7],在銹蝕彈墊和同規格庫存彈墊截取截面試樣,經打磨、拋光后,進行維氏硬度測試,根據GB/T 1172-1999《黑色金屬硬度及硬度換算值》標準,將維氏硬度換算成洛氏硬度,換算結果見表4。由表4可見,銹蝕彈墊和庫存彈墊的洛氏硬度均滿足GB/T 94.1-2008 《彈性墊圈技術條件 彈簧墊圈》標準對65Mn鋼彈墊的要求(42~50 HRC)。

表4 銹蝕彈墊和庫存彈墊的維氏硬度及洛氏硬度
2 開路電位試驗
采用電位分析法分別測試了與銹蝕彈墊同規格的氧化膜破損與完好庫存彈墊的開路電位,開路電位均在飽和KCl溶液中測量,相對于232型甘汞電極SCE,開路電位測試裝置示意見圖10。

圖10 開路電位試驗示意
開路電位可用于評價零件自腐蝕電位的高低。氧化膜破損庫存彈墊的開路電位因氧化膜破損面積不同而不同,故開路電位測試結果為范圍值。由表5可見:與氧化膜完好的庫存彈墊相比,氧化膜破損的庫存彈墊的開路電位均向負值移動,庫存彈墊的開路電位由-493 mV(均值)降至-513 mV以下。開路電位越小,表明材料失去電子轉化為陽離子的傾向越大,說明材料腐蝕傾向增大[8-9]。

表5 氧化膜破損與完好的庫存彈墊的開路電位測試結果
3 分析與討論
通過宏觀觀察結果可知,銹蝕彈墊在安裝過程中與兩側鎖緊螺母和平墊圈發生旋轉摩擦,兩個承力面表面的黑色氧化膜部分發生脫落,導致65Mn鋼基體暴露,表面氧化膜基本失去對彈墊的保護作用。彈墊開口銳角端在安裝過程中受到扭轉力和壓力,嚴重劃傷鎖緊螺母和平墊圈表面的陽極氧化膜層,使鋁合金基體暴露,直接和彈墊基體接觸,這與能譜分析結果中彈墊承力面和銹蝕區域檢測到的鋁元素相一致。
金相檢驗結果表明:彈墊銹蝕區域原氧化膜層出現增厚現象,表面有腐蝕坑,腐蝕坑深度超過原氧化膜層厚度,尚未出現腐蝕裂紋,說明基體金屬已被腐蝕形成氧化物,發藍的原氧化膜Fe3O4有被繼續氧化的可能。能譜分析結果表明:銹蝕發生于彈墊表面與鎖緊螺母和平墊圈基體直接接觸的區域,且在多個區域均有發生,其腐蝕產物的主要成分為Fe2O3,這與銹蝕彈墊表面的疏松多孔結構以及紅棕色外觀相一致。
銹蝕彈墊兩個承力面黑色氧化層脫落區域,可見已明顯銹蝕,有些區域沒有發生腐蝕,其原因是彈墊在裝配時該區域處于壓緊狀態,氣密性檢查殘留的皂液較難滲入并完全覆蓋承力面,尤其是承力面與鋁墊圈和鎖緊螺母緊密貼合的區域。因此,銹蝕彈墊承力面黑色氧化層脫落區域僅發生在彈墊與電解質環境直接接觸的區域。
通過開路電位試驗結果可知,當彈墊表面氧化膜被破壞后,其開路電位會負移,導致材料的腐蝕傾向增大。另外,在進行氣密性檢查時使用的皂液為腐蝕的發生創造了電解質環境,使金屬離子的溶出和氧化更加容易。
綜合以上分析,銹蝕彈墊銹蝕的原因是氣密性檢查中所使用的皂液殘留在彈墊表面,為電化學腐蝕創造了的電解質環境。彈墊外表面發藍的氧化膜層主要成分為Fe3O4,氧化膜在殘留皂液的潮濕環境中進一步生成的Fe2O3,反應方程式見式(1)。
2Fe3O4+H2O=3Fe2O3+2H++2e-
(1)
彈墊承力面黑色氧化層脫落區域的銹蝕產物主要成分為Fe2O3,是基體中鐵元素與皂液反應生成的,反應方程式見式(2)。
2Fe+O2+2H2O=2Fe(OH)2
(2)
Fe(OH)2繼續氧化生成Fe(OH)3,Fe(OH)3干燥脫水生成Fe2O3,具體反應方程式見(3)和式(4)。
4Fe(OH)2+O2+2H2O=4Fe(OH)3
(3)
2Fe(OH)3=Fe2O3·xH2O+(3-x)H2O
(4)
表面氧化層未破損的彈墊側面同樣出現了銹蝕,在使用皂液檢查氣密性時,若不及時清除殘留的皂液,將會加速彈墊腐蝕。另外,發藍處理后彈墊的耐蝕性比較差,彈墊夾在兩個鋁合金緊固件之間,也可能會發生電偶腐蝕。
在干燥和無應力環境中,鋼制零件表面的腐蝕速率較為緩慢,無法在短時間內觀察到明顯的銹蝕現象,即使在設計失效模式與影響分析(Design Failure Mode and Effects Analysis,DFMEA)階段也很難分析出該類潛在故障。該銹蝕彈墊已裝配超過一個月,由于某些原因,彈墊銹蝕程度尚處于肉眼可見范圍,若未能及時發現,該連接燃油直通管接頭的彈墊可能會發生斷裂,造成燃油管變形或拉斷等事故。
4 結論及建議
(1)彈簧墊圈在裝配過程中與平墊圈和鎖緊螺母之間發生摩擦,導致彈墊表面氧化層部分發生脫落,在氣密性檢查殘留的皂液環境中,彈簧墊圈發生銹蝕。
(2)在結構組件設計過程中,應選用不銹鋼或者表面有防護鍍層的彈簧墊圈,在安裝過程中應盡量避免表面防腐蝕層發生破損,在結構檢查過程中應謹慎使用和仔細清理皂液等腐蝕性介質。
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15
