N80-1鋼加厚油管加厚部位斷裂原因
2022-03-15 09:43:22李光輝米永峰許莞琪郝葆江王海博
理化檢驗(物理分冊) 2022年1期
關鍵詞:裂紋
李光輝,米永峰,許莞琪,郝葆江,王海博
(1.西安三維應力工程技術有限公司,西安 710075;2.內蒙古包鋼鋼聯股份有限公司,包頭 014010)
API外加厚油管由于管端壁厚的增加,其連接強度較同規格的非外加厚油管得到了提高,應用也較為廣泛[1]。在某油田油管下井作業過程中,一支規格為φ88.90 mm×6.45 mm的N80-1鋼加厚油管坐在井口吊卡上時,管體加厚部位突然發生斷裂,接箍從吊卡上彈出,其下部油管(共計351支)全部掉入井中,質量約為48.57 t。該油管加厚部位管體額定最小破斷拉力(額定最小抗拉強度×公稱橫截面積)為1 230.9 kN,SY/T 6417-2016《套管、油管和鉆桿使用性能》標準中規定該規格加厚油管管體的額定抗拉載荷為921.6 kN,該油管斷裂時承重約為加厚部位管體額定最小破斷拉力的39.5%。為了找出該加厚油管斷裂的原因,筆者進行了一系列檢驗和分析。
1 理化檢驗
1.1 幾何尺寸測量
根據API SPEC 5CT-2018《油管和套管》標準要求,對該油管管體和加厚部位的幾何尺寸進行測量,沿管體縱向每50 mm測量一次,測量位置示意如圖1所示。圖中b為加厚過渡區長度;c為平滑區長度;NL為接箍長度;a為標準接箍承載面寬度;Dc為加厚過渡區起始處管體外徑;D為不加厚部位管體外徑;d為不加厚部位管體壁厚;Da為加厚部位管體外徑;Leu為管端到加厚過渡區結束處長度(加厚區);La為管端到加厚過渡區起始處長度;Lb為管端到平滑區起始處長度;Q為鏜孔直徑;W為接箍外徑。由表1可見,該油管加厚部位及管體外徑均大于標準要求的上限值,且存在壁厚不均現象。
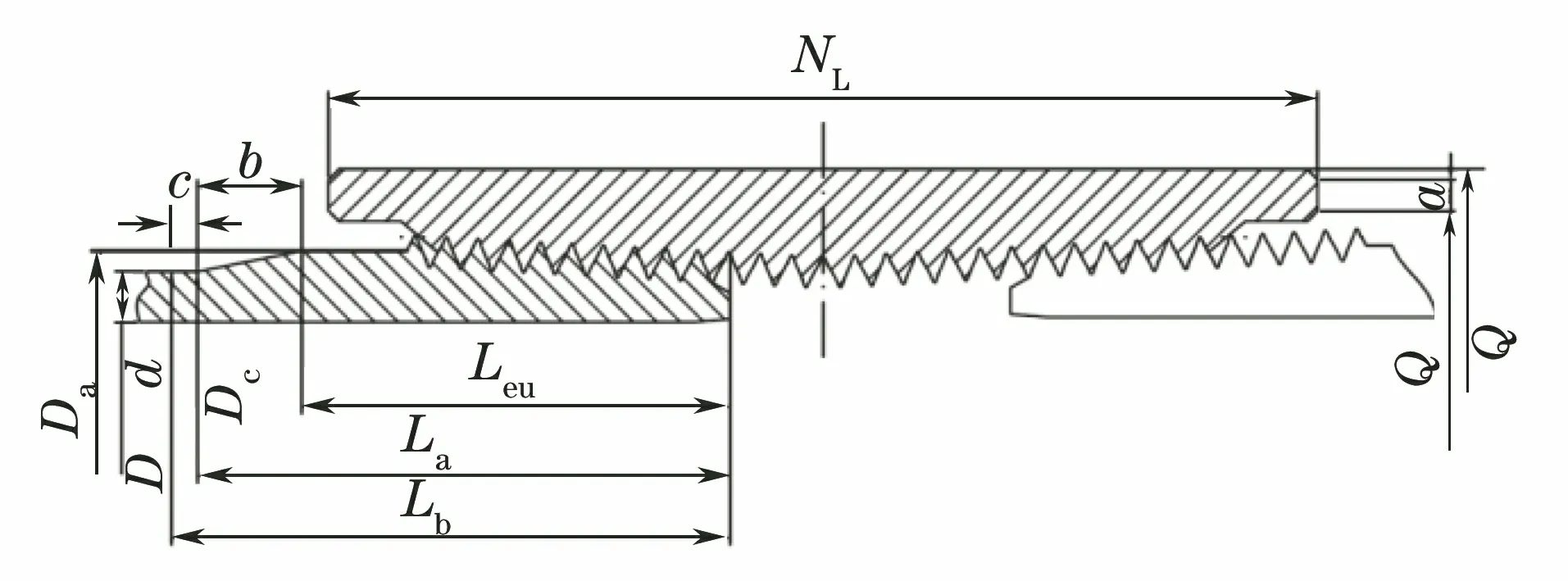
圖1 加厚油管管體加厚部位的測量尺寸示意
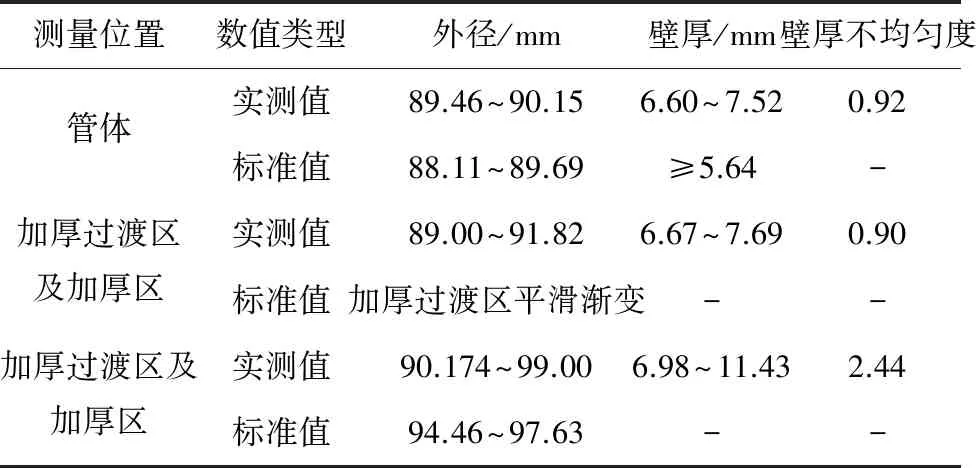
表1 加厚油管管體的幾何尺寸測量結果
1.2 宏觀分析
如圖2所示:加厚油管接箍端斷口未發生塑性變形,斷口整體呈脆性斷裂特征,除圖1a)中的黑色光亮區(區域Ⅰ)略有凸起之外,其他位置較為平整,可見人字紋花樣,黑色光亮區表面光滑且有光澤,約占管體橫截面積的10%;油管斷口黑色光亮區油管內表面可見明顯的縱向裂紋,裂紋延伸至油管端部,裂紋處可見明顯凹槽;油管端部可見凹坑,深度可達2 mm;與黑色光亮區呈90°夾角的分層區(區域Ⅱ)沿壁厚方向呈分層狀,該區域由靠近外壁約2/3壁厚處的臺階狀斷面和靠近內壁1/3壁厚的棱狀斷面組成,整體呈中間高、兩邊低的形貌,表面光滑;分層區油管內表面可見沿管體縱向擴展的裂紋,該裂紋未貫穿整個壁厚。
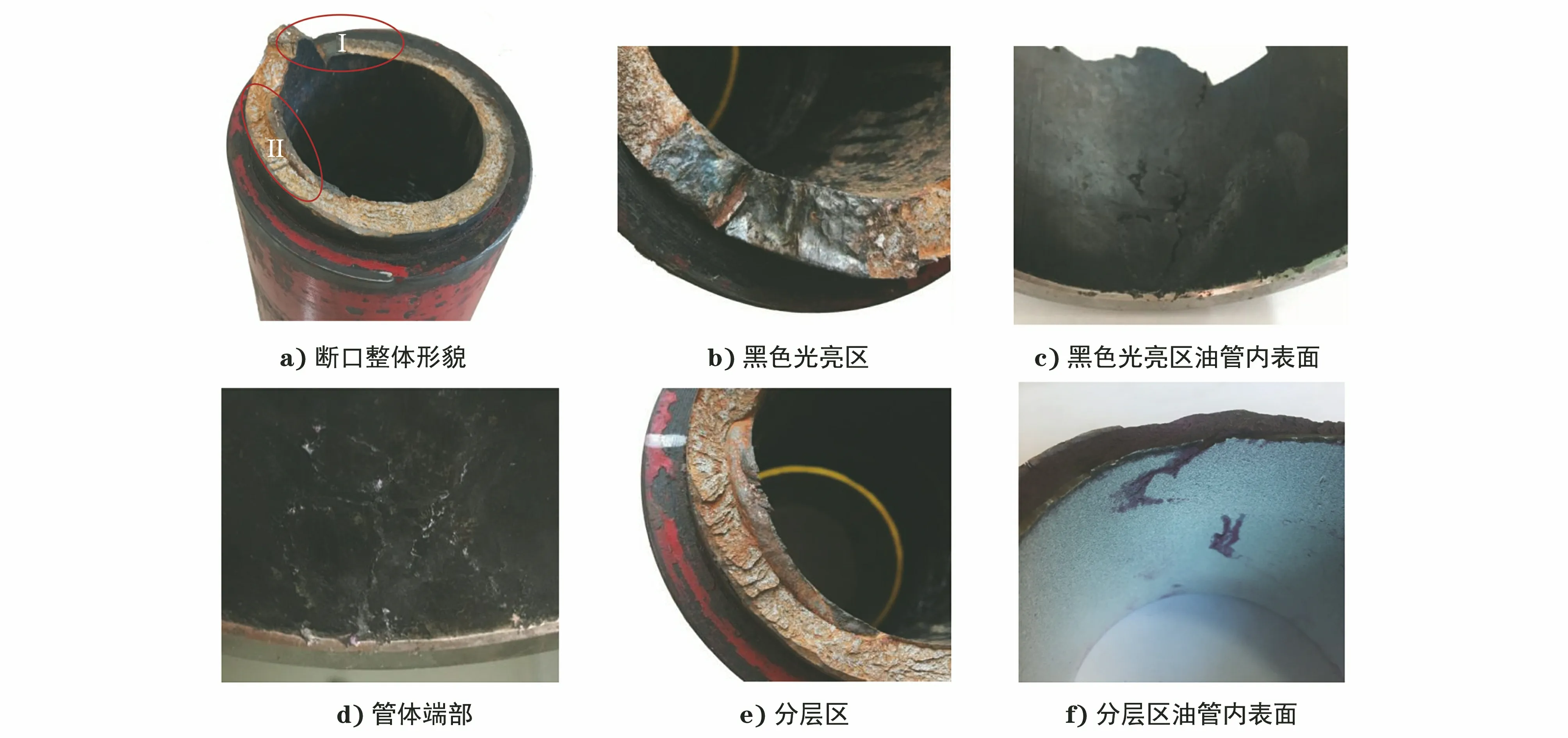
圖2 加厚油管接箍端斷口不同位置處的宏觀形貌
采用滲透探傷法對加厚油管接箍端的螺紋部位進行檢測。如圖3所示,斷口除黑色光亮區延伸出裂紋外,分層區也可見沿縱向擴展的裂紋,該條裂紋僅在油管內表面可見,未貫穿整個壁厚。
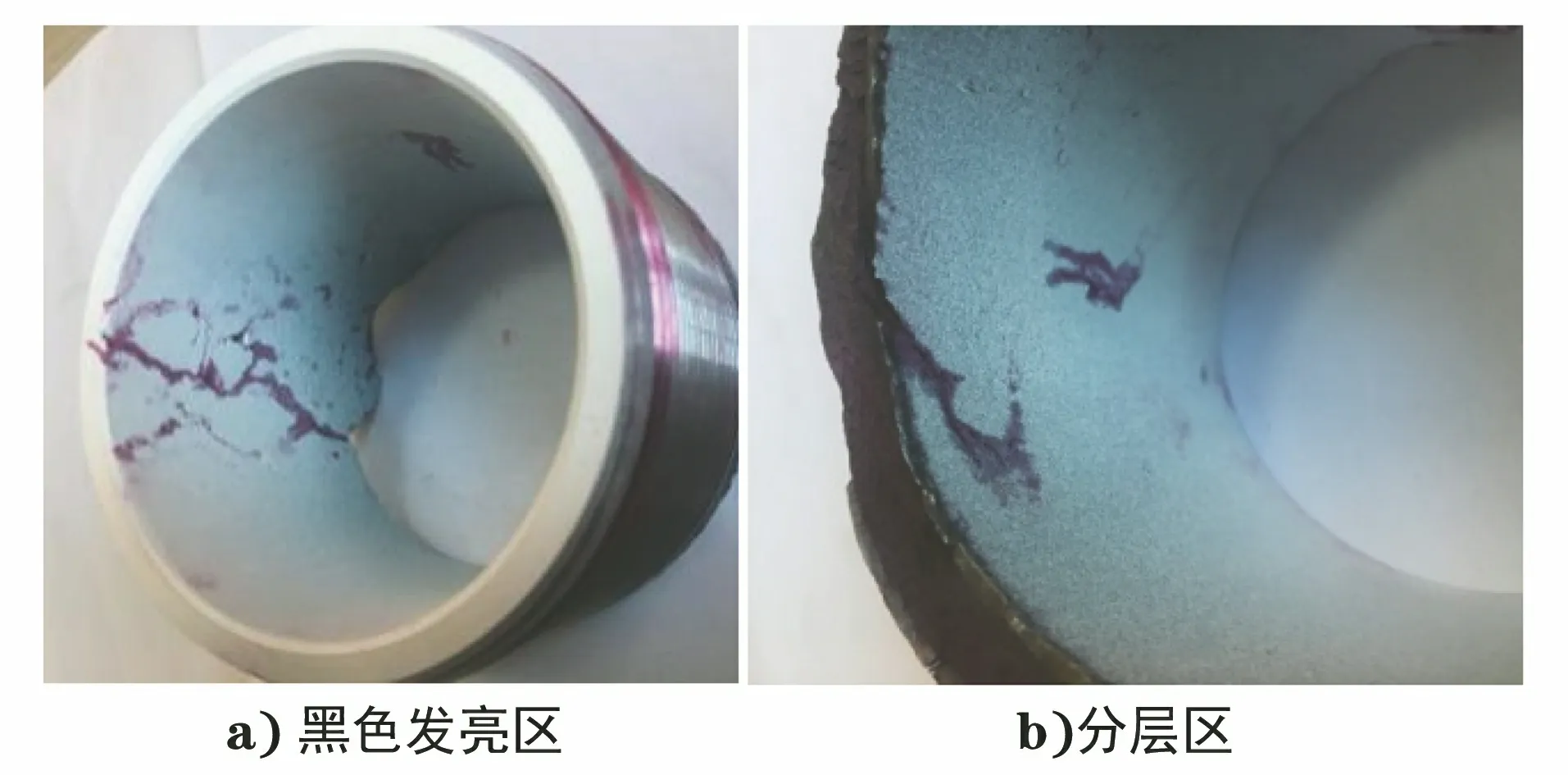
圖3 加厚油管接箍端斷口不同位置處的滲透探傷結果
如圖4所示,加厚油管管體端斷口的宏觀形貌與接箍端的相似,可見黑色光亮區和分層區。將斷裂加厚油管管體端沿軸向剖開,可見黑色光亮區油管內表面有舌狀軋疤,距離斷口約10 cm處可見環狀凹面,應為加厚工藝過程中形成的缺陷。
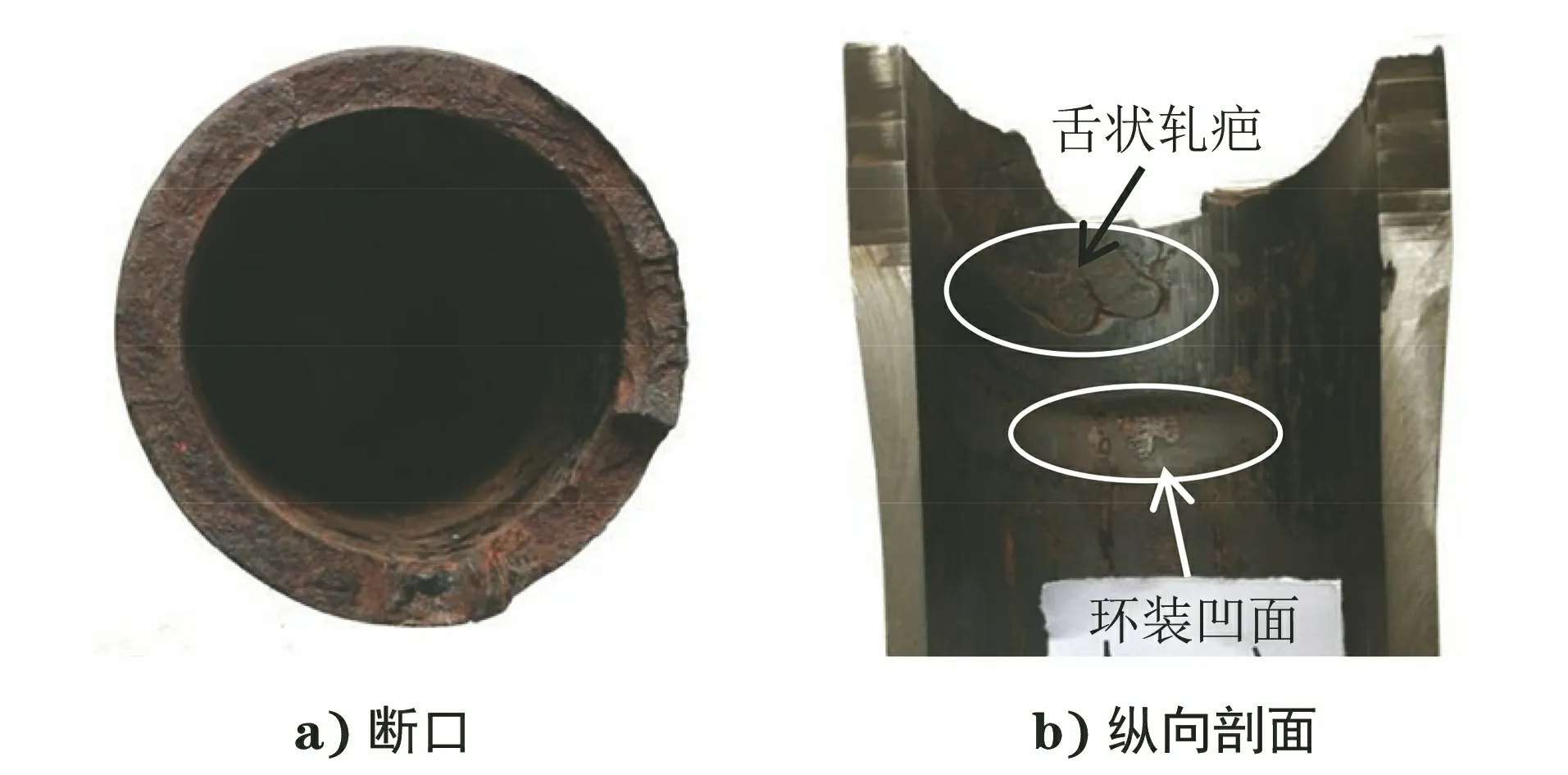
圖4 加厚油管管體端斷口與縱向剖面的宏觀形貌
1.3 化學成分分析
對該加厚油管進行化學成分分析,結果見表2,可知該加厚油管的化學成分滿足API SPEC 5CT-2018標準的要求。

表2 加厚油管的化學成分
1.4 力學性能試驗
1.4.1 拉伸試驗
分別從該加厚油管的加厚部位和管體截取尺寸為φ5 mm×25 mm的棒狀拉伸試樣(分別記為加厚區棒樣和管體棒樣),另在管體位置處截取尺寸為19 mm×50.8 mm的板狀拉伸試樣(記為管體板樣),對其進行拉伸試驗。由表3可見,僅加厚區棒樣的拉伸性能滿足API SPEC 5CT-2018標準要求。
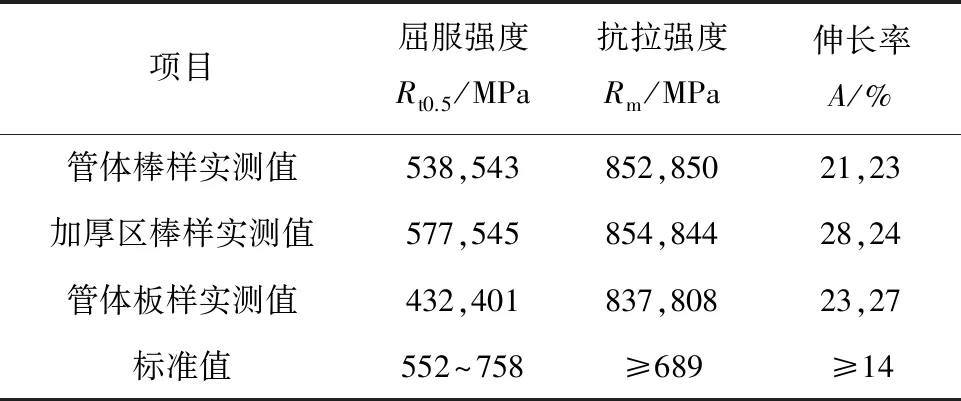
表3 加厚油管的拉伸性能
1.4.2 沖擊試驗
從加厚油管的加厚部位和管體截取試樣,進行縱向夏比V型缺口沖擊試驗,加厚部位沖擊試樣尺寸為10 mm×7.5 mm×55 mm(3/4尺寸試樣),管體沖擊試樣尺寸為10 mm×5 mm×55 mm(1/2尺寸試樣),試驗溫度均為0 ℃,試驗結果如表4所示,可見該加厚油管的沖擊性能符合API SPEC 5CT-2018標準要求。
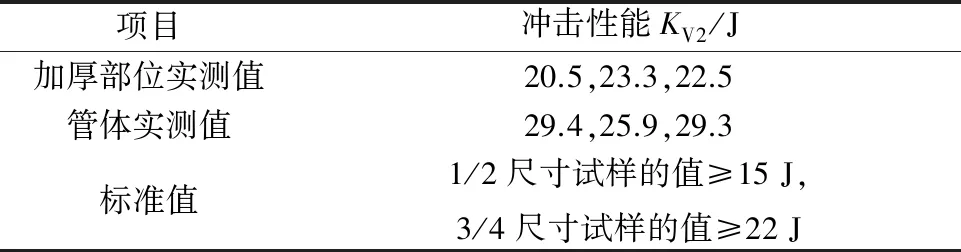
表4 加厚油管的沖擊性能
1.5 掃描電鏡及能譜分析
對加厚油管接箍端斷口的黑色光亮區、分層區及管體端軋疤缺陷進行掃描電鏡和能譜分析。如圖5所示:黑色光亮區域由發黑區和啞光區組成,其中啞光區呈典型的脆性斷裂特征,可見河流狀花樣,夾雜物較多;發黑區較為平整,未見夾雜物等缺陷。如圖6和圖7所示,油管接箍端斷口處裂紋沿管體縱向擴展至管端部,且油管內表面裂紋附近有大量夾雜物,能譜分析結果表明,該處夾雜物種類較多,除碳、氧、硅、錳元素以外,還有磷、硫、鋁、鈦等元素,夾雜物是在管坯冶煉過程中形成的。
圖5 加厚油管接箍端斷口黑色光亮區的微觀形貌
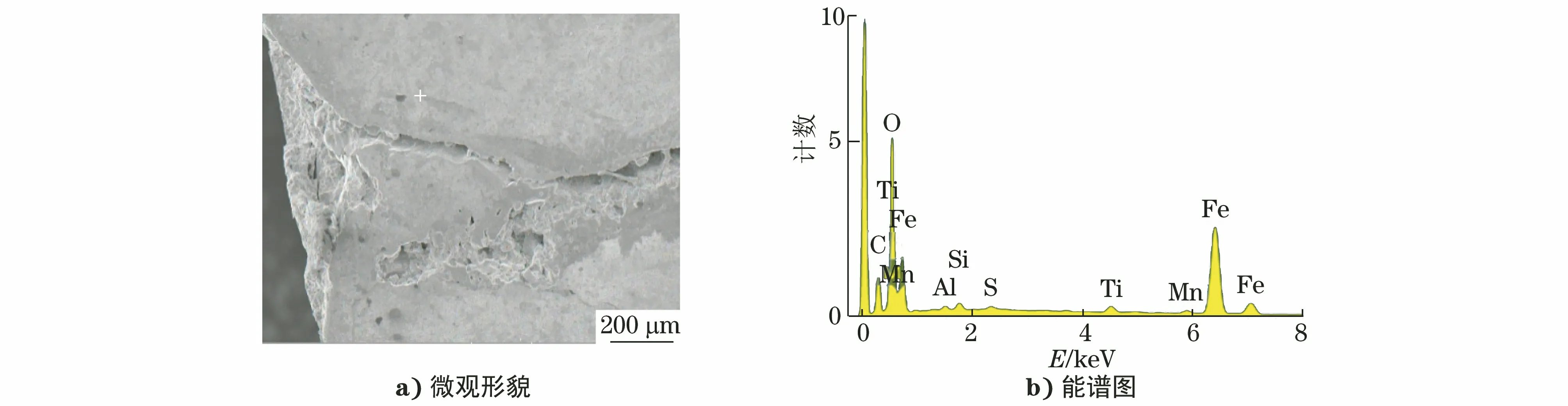
圖6 加厚油管接箍端端部裂紋處的微觀形貌及能譜圖
圖7 加厚油管接箍端處表面裂紋內夾雜物的微觀形貌和能譜圖
在加厚油管接箍端斷口分層區截取縱向試樣,進行掃描電鏡和能譜分析。如圖8所示,夾層兩邊組織不連續,存在裂紋,裂紋中間可見含氧、硅、錳元素的夾雜物,該夾雜物是在鑄坯冶煉過程中產生的。

圖8 加厚油管接箍端斷口夾層區裂紋內部夾雜物的微觀形貌及能譜圖
在加厚油管管體端舌狀軋疤處截取縱向試樣,進行掃描電鏡和能譜分析。如圖9所示:軋疤處裂紋起始位置檢測到氧、硅、錳元素,裂紋末端兩側金屬已經結合,部分金屬與基體結合不連續,仍可見孔洞;對裂紋起始位置進行碳元素分析,裂紋處未出現脫碳現象,說明該裂紋不是在鑄造過程中形成的,而是鑄坯中存在的鑄造缺陷導致軋制時金屬流動性差而產生的軋疤缺陷,軋疤缺陷不是造成此次事故的主要原因。

圖9 加厚油管管體軋疤處裂紋的微觀形貌、裂紋起始位置碳元素面掃結果及裂紋起始位置能譜圖
加厚油管管體端內表面環狀凹面應為加厚過程中產生的[2-4]。一般情況下,環狀凹面的形成與加熱溫度和加熱時間有關,加熱溫度越低或加熱時間越短,金屬的流動性就越差,金屬不能完全聚集、變形,而產生環狀凹面。綜上所述,環狀凹面為加厚過程中產生的,不是造成此次斷裂事故的直接原因。
2 分析與討論
結構件發生低應力脆斷時,不會出現明顯的塑性變形,斷口呈脆性斷裂特征,斷口無結晶狀形貌,結構件中的宏觀裂紋缺陷是導致低應力脆斷的主要原因。裂紋會破壞材料的連續性,改變材料內部的應力狀態和應力分布,使結構件在應力水平較低或低于材料屈服強度情況下發生斷裂。該油管斷裂時承重約為加厚部位管體額定最小破斷拉力的39.5%,加厚部位早期斷裂為低應力脆斷,斷口平齊,呈脆性斷口特征,斷口處裂紋內存在大量的夾雜物,裂紋貫穿壁厚,且該油管中存在嚴重的鑄造缺陷。綜上所述,鑄造缺陷導致的低應力脆斷是該加厚油管斷裂的主要原因。
加厚油管的拉伸性能和管體外徑均不滿足標準要求、管體加厚部位壁厚不均、管體軋疤缺陷和環狀凹面是該加厚油管斷裂的次要因素。
3 結論
該油管加厚部位異常斷裂的主要原因是管坯鑄造缺陷改變了油管內部應力狀態和應力分布,加厚油管的拉伸性能和管體外徑均不滿足標準要求、管體加厚部位壁厚不均、管體軋疤缺陷和環狀凹面是該加厚油管失效的次要原因。在主、次要原因的共同作用下,使油管在遠低于最小破斷拉力的重力作用下發生脆性斷裂。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
