可調整式“一面兩銷”定位裝置的應用
2022-03-15 01:28:30呂利偉
制造技術與機床 2022年3期
關鍵詞:設計
呂利偉
(一拖(洛陽)柴油機有限公司,河南 洛陽 471003)
“一面兩銷”組合定位裝置在夾具設計中廣泛應用,是最常用的一種定位方式之一,在機械加工行業的殼體、蓋類零件夾具定位中普遍使用,具有夾具簡單緊湊,定位便捷的特點。“一面兩銷”和夾具的連接組合方式又分為固定式和可調整式。固定式是當前大多數該類夾具所采用的一種方式,在設計時已經根據產品位置、空間需求、工藝要求和定位精度設計好了一面兩銷定位裝置,固定安裝在夾具體上。可調整式是通過采用定位銷基座或基板的方式連接在夾具體上,能夠通過基座或基板的定量移動來優化定位銷位置,從而達到調整定位誤差的目的。
1 可調整式“一面兩銷”定位裝置定位原理及定位誤差分析
1.1 可調整式“一面兩銷”定位原理
可調整式“一面兩銷”定位裝置的定位原理和固定式“一面兩銷”定位裝置的定位原理完全相同。“一面兩銷”是從夾具方面進行的命名簡稱,從零件或工件方面又稱“一面兩孔”定位,是一種完全定位方式,在機械加工中廣泛應用。“一面”就是殼體、蓋等工件的大平面,用一周圈若干個墊塊(裝配后磨平)支撐,墊塊用螺釘緊固在夾具體上,限制零件的Z向移動,繞X、Y向的轉動3個自由度。“兩銷”即為夾具上的兩個定位銷,定位銷的設計對保證加工質量和降低制造成本具有一定的實際意義。定位銷分為標準定位銷和非標準定位銷,通常采用標準的一面兩銷定位方式。一面兩銷采用2位銷(菱形銷或扁銷)與4位銷(圓形銷)組合定位,限制零件X、Y向移動以及繞Z向的轉動3個自由度。兩銷可以布置成對角形式,也可以布置成相鄰形式,具體布局根據零件形式設計(如圖1)。國內大多數生產線機床都采用一圓銷和一菱銷的組合定位方式,圓銷作為主銷起主要的定位作用,而菱銷通常作為副銷起定角向的作用 ,定位孔必須是兩圓。當然也可以采用兩圓銷的組合定位方式,但定位孔必須是3個圓孔和3個長圓孔,圓孔銷起主要的定位作用,而長圓孔銷通常起定角向的作用。兩圓銷設計較為簡單,但是零件加工工藝稍微復雜,通常不采用。

1.2 采用固定式“一面兩銷”定位裝置帶來的定位誤差對零件加工精度的影響及當前常見的主要解決方案
根據零件定位原理分析,“一面兩銷”定位主要的誤差影響因素有:主銷配合間隙造成的X向和Y向的移動誤差、副銷轉角的誤差、銷孔和“一面”垂直度誤差受銷和定位孔配合長度帶來的誤差、兩銷及兩銷孔中心距的誤差、夾具多點支撐形成的“一面”的平面度帶來的誤差、工件“一面”定位面平面度的誤差、工件定位夾緊后因零件形變等其他原因導致的定位誤差,這些定位誤差都不同程度地降低了“一面兩銷”定位方式的定位精度,對工件加工后的形位公差精度產生一定的影響,尤其是各個孔系位置度精度難以滿足高精度要求。
針對以上誤差影響因素,目前主流的設計是采用漲心式圓柱銷與菱形銷組合可提高“一面兩銷”組合定位的移動精度和轉動精度,采用漲心式圓柱銷與模擬式菱形銷組臺定位顯著地提高移動定位精度和轉動定位精度,同時可以消除中心距誤差帶來的裝夾困難的影響。如果采用普通圓柱銷,需要根據定位精度要求,選用合適公差配合對定位銷和銷孔進行設計,提高配合精度。另外通過降低兩銷和銷孔的配合長度,采用短銷的形式來消除銷孔和定位面的垂直度誤差帶來的影響,針對多點支撐形成的“一面”定位面,需要一次磨平等高的方式建立初次的基準平面,保證“一面”的整體平面度要求,提高定位精度。針對工件定位基準加工精度、夾具夾緊后零件可能產生的形變對定位精度產生的影響,一方面要做好工件定位基準加工精度的檢查和管控,另一方面也要根據工件特點設計合理的多點支撐和多點氣檢方式來滿足零件的定位要求,從而提高零件“一面兩銷”的定位精度。
2 可調整式“一面兩銷”定位裝置在專用夾具中的設計方案
2.1 可調整式“一面兩銷”定位裝置設計方案的由來
當工件工藝路線確定后,根據加工工藝設計好定位銷,通常將定位銷嵌入固定到夾具臺,有些設計了襯套,便于后期的更換,以提高定位銷和夾具臺的配合定位精度。這種固定式“一面兩銷”定位裝置連接方式的圓銷和菱形銷固定在夾具體的固定位置,兩銷中心距相對穩定,適用于加工種類固定,品種單一的批量零件加工定位,具有定位精度準確、穩定可靠的特點,但是當由于各種原因出現定位誤差時,難以調整優化,給生產帶來影響。機械制造行業隨著產品研發周期的不斷縮短,零件加工品種不斷變化,生產效率不斷提高,這就要求機床從單一品種向多品種兼容逐漸過渡,柔性加工也就越來越受設計人員的青睞。按以往經驗,加工多品種就要為機床準備多套夾具,有些對于研發的單件零件加工十分不便,成本太高。因此可兼容夾具越來越受到機械行業的歡迎,因此,可調整式“一面兩銷”裝置在夾具中的應用越來越廣泛。
2.2 可調整式“一面兩銷”定位裝置的設計方案
為了達到“一面兩銷”定位裝置的微量調整,滿足便捷的可調式要求,通過對該裝置的仔細研究,只有實現定位銷能夠便捷高效的微量移動,改變零件定位位置相對刀具及鏜模板或導套的原有位置,才能實現零件的定位精度修正。經過認真研究分析,實現可調整的具體方案有A、B這2種:
A方案采用獨立布局的結構,對圓形定位銷和菱形定位銷分別設計。根據原有定位裝置及零件空間布局,設計增加定位銷固定基板,設計定位銷固定基板和夾具體的連接方式及定位方式,連接方式通過螺釘的合理布局確保定位銷固定基板能夠固定在夾具體上,定位方式采用調整限位支座和調整墊片的方式使定位銷固定基板和夾具體完成兩個方向的定位要求;針對調整限位支座和夾具體的連接采用銷定位及螺釘連接的方式,作為定位銷固定基板調節的定位基準;為了兼顧空間布局,將定位塊的安裝嵌套入定位銷固定基板中,滿足空間布局的緊湊性;對定位銷機構進行設計優化,設計成制造簡單,更換快捷的鎖緊頂絲結構形式,滿足磨損后的快換要求。
B方案依然采用獨立布局結構,分別設計圓形銷和菱形銷的定位銷固定基板,與A方案不同的是,調整限位支座和夾具體采用更為可靠的鍵定位,定位銷固定基座的設計和定位塊獨立布局,使各個組件小型化,單一調整更便捷。
比較A、B方案,受到諸多空間和制造手段的影響,A方案更適合于設備改造,B方案更適合于設備的初期設計制造,因此筆者選擇了A方案。
2.3 可調整式“一面兩銷”定位裝置的調整原理和方法
遵循A方案的設計原則,結合夾具體和零件的空間布局設計的可調整式“一面兩銷”裝置主銷圓柱銷部分如圖2所示。
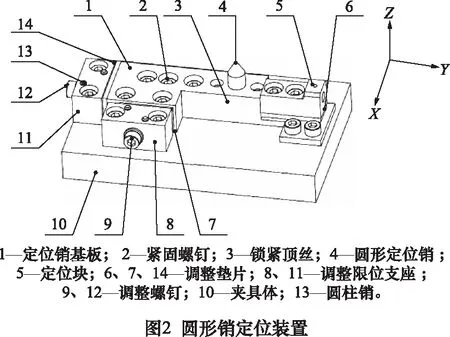
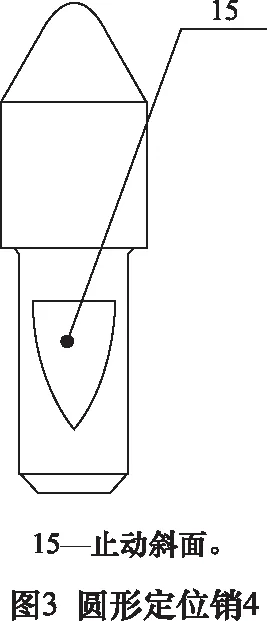
可調整式“一面兩銷”裝置圓形定位銷的調整原理和方法:當需要對零件X向的定位誤差精度調整時,首先將圓形銷定位銷基板1的9條緊固螺釘2略微松開,確保定位銷基板1能夠在X向微量的左右移動,此時通過改變X向調整墊片14的厚度,然后通過X向第一調整螺釘12將圓形銷定位基板1重新拉緊到X向第一限位支座11上,然后將圓形銷定位銷基板1的7條緊固螺釘2重新上緊即可;Y向的調整原理和方法與X向相同,由于圓形銷只對零件在該位置的X、Y向自由度進行限制,因此需要調整零件該位置Z向精度時,首先將兩條緊固螺釘2松開,將定位塊5下面的調整墊片6進行厚度的增減,然后重新將定位塊5緊固到圓形銷定位銷基板1以及夾具體10上;當圓形定位銷4磨損需要更換時,首先需要將鎖緊頂絲3完全松開,然后將圓形定位銷4從圓形銷定位基板1銷孔中拔出,然后更換上新的圓形定位銷4,安裝到位后將鎖緊頂絲3鎖定在圓形定位銷4的止動斜面15上進行鎖定。
副銷菱形定位銷部分如圖4所示。
由于菱形定位銷裝置與“一面兩銷”裝置的圓形定位銷調整原理和方法大致相同,只是作用不同,菱形定位銷只是對中心距偏心進行修正,對轉角誤差引起的位置度偏差進行修正。

2.4 可調整式“一面兩銷”定位裝置優缺點
由于定位誤差的客觀存在,要想改善或者提高定位精度,固定式“一面兩銷”定位裝置只能通過特殊的漲銷,或者頻繁更換存在磨損的定位銷或者定位塊的方式保證定位的高精度要求,這些工作也增加了操作的復雜性,降低了設備使用效率。
可調整式的“一面兩銷”定位裝置,通過設計過度連接的定位基板的創新方式,解決了定位銷的可調整的位置修正要求,在修正和保證零件定位精度方面效果明顯,通過連接的定位銷基板實現兩銷位置的微量精確修正調整,從而使定位銷的局部和定位銷孔處于緊配合狀態,消除了因定位銷間隙大造成的定位精度超差問題,調整精度能夠控制在0.05 mm以內。
可調整式的“一面兩銷”定位裝置,可以根據工件加工位置的精度要求以及加工后的精度狀況分析,確定定位誤差產生的主要原因和方向,進而通過調整優化定位銷的位置,定位塊的高度進行定位誤差的修正,來滿足加工工件的高精度定位要求。還可以適應多品種、不同批次零件的加工調整需求,可以有效解決零件裝夾時定位孔與定位銷配合不完善的問題,解決定位基準加工精度誤差對零件定位精度的問題,尤其是適用于定位基準和工藝基準不重合問題引起的零件加工精度問題。給零件定位精度的提升提供了一種便捷的解決方案。同時在柔性多品種加工時,可以解決定位孔位置不一致、中心距變化大的優化調整問題,不同產品切換的問題。可調整式的“一面兩銷”定位裝置的缺點就是,隨著調整頻次的增多,定位銷的磨損會加劇,定位銷的更換將更頻繁。
2.5 可調整式“一面兩銷”定位裝置應用實例分析
筆者公司的英國CROSS鏜床265、275屬于上世紀80年代進口的設備,夾具定位采用固定式“一面兩銷”定位(如圖2),零件加工現狀是孔系加工位置度不穩定,經常出現超差現象。機床上的定位銷底孔磨損變大,定位銷緊固螺釘螺紋底孔損壞,加工時零件定位精度差,而且由于目前加工品種較多,由于品種問題引起的零件孔系位置度偏差無法通過調整定位銷的方式滿足位置度要求,而是通過調整兩端鏜模板來滿足位置度要求,該種調整方式將造成刀桿彎曲變形、磨損、造成刀桿壽命的下降,后來又通過單邊斜墊調整定位銷改變定位銷垂直度的方式修正零件定位偏差,以臨時滿足加工工藝要求,為了提高零件的定位精度,筆者對該夾具進行了認真的研究,決定采用“一面兩銷”定位機構的改造來解決設備定位精度下降的問題,進行設備定位功能的拓展、提高設備定位精度。

在對大量“一面兩銷”定位裝置的理論研究和分析的基礎上,對原有設備夾具進行設計改造可行性分析,查閱大量原有圖紙資料,現場對原有“一面兩銷”定位裝置進行測繪,按照可調整式“一面兩銷”定位裝置的設計思想,按照設計方案中的A方案,細化設計各個部件,繪制加工了包括定位基板、定位銷、定位塊、定位固定調整座和調整墊片等部件,最終順利完成夾具定位系統固定式到可精確調整式的設計改造(如圖5)。
通過可調整式“一面兩銷”定位機構的設計改進,利用定位基座調整便捷的特點,解決了原有零件定位機構定位精度下降引起加工出的零件位置精度穩定性差的問題;解決了在原有定位機構定位下,零件位置度偏差大后無法調整,或者不恰當的調整方法引起兩端同軸度下降,刀桿受力不均出現彎曲、磨損的現象;適應了當今產品改進、機型多的工藝需求,符合現代零件加工的工藝需求。設計改造后設備夾具工藝調整的效率大大提高,同時對刀桿的使用壽命、支撐銅套及導向套的使用壽命均有很大的延長,定位銷的制造復雜性降低,降低了設備使用成本。
3 結語
隨著設備現代化理念的不斷進步發展,工藝先進性的不斷提升,對設備夾具的兼容性、自動化程度提出了更高的要求,因此夾具的設計應用也要與時俱進,不斷革新,更便捷可靠的實現設備工藝制造的需求,共同推進制造業的高速發展。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04