焊縫成形線結構光視覺檢測方法研究*
2022-03-15 01:28:32張艷喜王靜靜高向東
制造技術與機床 2022年3期
胡 丹 張艷喜 王靜靜 高向東
(廣東工業大學廣東省焊接工程技術研究中心,廣東 廣州510006)
線結構光視覺檢測廣泛應用于焊接領域[1],包括焊縫跟蹤、焊接質量控制及焊縫成形檢測等方面[2-4]。其結構簡單,采集的圖像為焊縫某一截面特征,圖像處理算法難度較低,通過掃描采集即可得到焊縫全貌。焊縫幾何尺寸是表示焊縫表面形態特征的指標,是評判焊接質量的直觀參數[5]。線結構光焊縫視覺檢測系統通過采集焊縫激光條紋圖像,從圖像中提取焊縫中心線以及特征點,從而實現焊縫表面成形檢測[6]。近年來,國內外相關科研人員利用自主搭建的結構光視覺傳感器對焊縫進行質量檢測,將圖像處理算法進行改進、組合并應用,得到表征焊縫外貌的特征參數,并重建焊縫表面的三維輪廓,實現焊縫尺寸測量以及缺陷檢測[7-9]。針對角焊縫激光條紋圖像的光條特點,改進圖像處理算法,優化圖像處理流程,準確提取焊縫中心線及特征點;對焊縫幾何尺寸進行詳細定義,實現焊縫表面特征參數的智能計算,并完成了焊縫三維重建,可直觀體現焊縫宏觀形貌。
1 結構光焊縫檢測系統
1.1 結構光視覺傳感器
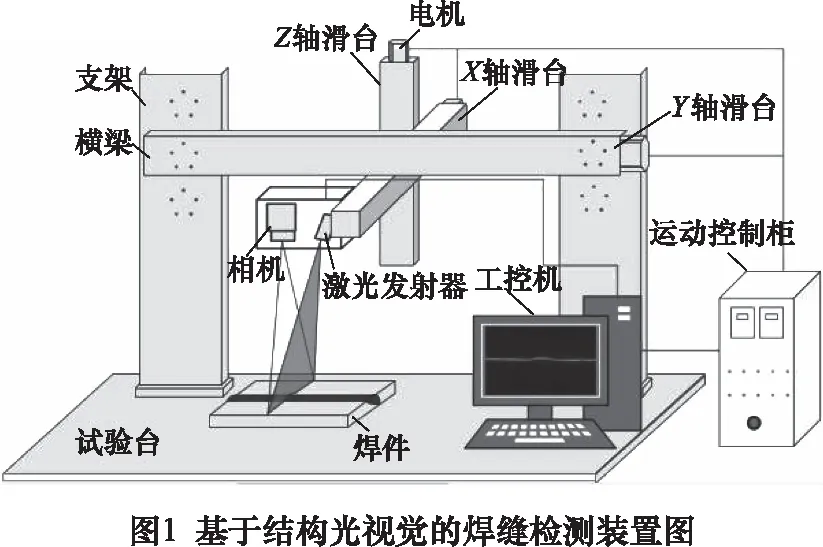
結構光視覺傳感器主要包括線激光發射器、CMOS相機、工業鏡頭以及濾光片。結構光視覺傳感器采用斜射-直接收式固定于三軸滑臺上,焊件固定于試驗臺上,運動控制柜控制電機,以一定速度驅動滑臺。檢測時,線激光發射器將激光投射到待測焊件表面,包含焊接缺陷信息的激光條紋圖像由CMOS相機接收,并實時傳輸給工控機,采用圖像處理算法實現焊縫表面成形檢測。基于結構光視覺的焊縫檢測裝置圖如圖1所示。
1.2 結構光視覺傳感器的標定
為了實現焊縫成形檢測,首先需對結構光視覺傳感器進行標定,即建立圖像坐標與世界坐標的轉換關系,基于鋸齒靶標的直接標定法示意圖如圖2所示。任意實點P(xw,yw,zw)與其投影點P′(u,v)、相機坐標系下p(xc,yc,zc)之間的關系可由式(1)表示:
(1)
式中:(fx,fy)為圖像平面坐標到圖像坐標的放大系數,(u0,v0)為相機的主點坐標,R為旋轉矩陣,T為平移矩陣。

焊縫三維成像檢測系統的參數標定主要包括相機內參標定(u0,v0,fx,fy,k)和外參數(R,T)。相機內參標定采用張氏棋盤格標定法。結構光視覺傳感器外參數標定采用基于鋸齒靶標的直接標定法。
結構光視覺傳感器采集并提取特征點,可得到A~G共7個特征點的圖像坐標,如圖3所示。假設世界坐標系中原點位于點0,已知鋸齒間距10 mm,齒高5 mm,齒數為4,齒頂與齒根夾角均為90°,從而獲得特征點的世界坐標及對應的圖像坐標。標定試驗使xw,yw軸固定不變,調整Zw軸的高度,獲得多組特征點的世界坐標和圖像坐標。將其代入式(1),可計算得到外參數(R,T)。

同時多次測量不同規格的0級量塊進行精度驗證,測量誤差在0.2 mm以內,可以滿足檢測要求。
1.3 檢測對象
以角焊縫為檢測對象,通過線結構光焊縫檢測系統測量焊縫成形尺寸,圖4給出了角焊縫的實物圖,焊縫示意圖與尺寸定義,以及采集的原始焊縫激光條紋圖像。

2 焊縫激光條紋圖像處理及特征提取
觀察圖4中的原始激光條紋圖像,可分為背景區域和光條紋;背景區域無焊縫信息且受噪聲影響;光條紋隨焊縫輪廓發生形變,精準可靠地反映著焊縫表面成形質量。因此,針對光條所在區域對激光條紋圖像進行處理是焊縫結構光視覺檢測的重要環節,直接影響焊縫成形檢測的精度。
2.1 圖像預處理
原始激光條紋圖像為彩色圖,濾光片雖能濾除大部分干擾信息,但圖像中仍存在離散噪聲點,故對原始圖像進行灰度化和中值濾波處理。并且通過Otsu算法選取分割閾值T,將像素灰度值小于T的設置為0;其他保持不變。改進閾值分割法可表示為:


(2)
圖像預處理效果圖及對應的灰度三維圖如圖5所示。可以看出,預處理操作濾除了無效信息,保留了光條區域的亮度信息,降低了數據復雜度,且為后續的激光條紋邊緣提取提供了有利條件。
2.2 基于限定邊界的灰度重心法
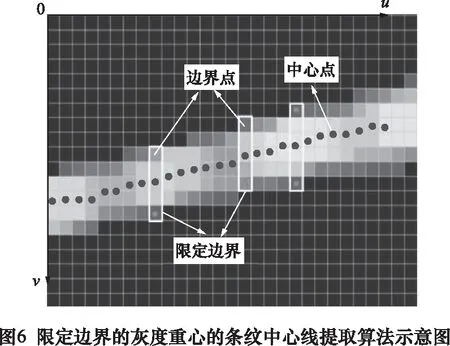
經過上述預處理后,為進一步減少計算量,準確定位焊縫特征區域,提出一種基于限定邊界的灰度重心法來提取激光條紋中心。該方法通過邊緣檢測算法來框選光條區域,在限定光條邊界內采用灰度重心法實現焊縫激光條紋中心的快速計算。圖6為基于限定邊界的灰度重心的條紋中心線提取算法示意圖。
2.2.1 激光條紋邊緣提取
激光條紋邊緣可最大程度地框選出光條所在區域,有利于提高中心點的提取精度,降低計算量。常見的基于一階導數的邊緣檢測算子,包括Roberts算子、Sobel算子、Prewitt算子以及基于二階導數的小波邊緣檢測算子[10]。圖7為邊緣提取效果局部放大圖。通過圖7發現,Roberts算子利用對角像素之差近似檢測邊緣,對噪聲敏感,且容易丟失部分邊緣點。Sobel算子和Prewitt算子均考慮了像素的上、下、左、右領域的信息,能達到較好的檢測效果,但會出現偽邊緣,影響后續中心線提取精度。
基于上述現象,進一步選用小波模極大值多尺度邊緣檢測算子提取激光條紋邊界,其基本思想是選取一個二階可導平滑函數對圖像進行平滑,小波函數對應于平滑函數的一階導數或二階導數,利用信號的小波變換的梯度幅值在信號突變點處取局部極大值或過零點的性質來進行邊緣檢測[11]。
當函數θ(x,y)為平滑函數時,則需滿足:
?R2θ(x,y)dxdy=1,θ(x,y)≥0
(3)
從時頻局部化的角度進行分析,得出3次B樣條小波在邊緣檢測中是漸近最優的,所以采用B樣條小波作為平滑函數。定義0次B樣條函數為:
(4)
n次B樣條基函數βn(x)用卷積遞推定義:
βn(x)=βn-1(x)·β0

對平滑函數θ(x,y)分別求x、y方向的一階偏導數,則基本小波為:
(6)
相應的二進小波變換為:
(7)
計算梯度幅值Mod2jf(s,u,v)和梯度幅角Ang2jf(s,u,v)為:
(8)
(9)
在尺度2j(小波分解級數j=3)上,圖像邊緣點即沿幅角Ang方向求得的梯度幅值Mod的局部極大值。

2.2.2 灰度重心法
獲取圖像單像素邊界后,再利用加權灰度重心法逐列求取光條中心,第i列中心點的像素坐標(ui,vi)可表示為:
(10)
式中:yi,up、yi,down分別為邊緣檢測算法框選出的第i列的上、下光條區域邊界點,p(i,y)為像素點的灰度值。
圖8為經不同邊緣檢測算子處理后提取的焊縫激光條紋中心線圖像的局部放大圖。圖8a為經Roberts算子處理后的提取效果放大圖,局部抖動較大,且出現了中心線斷裂現象,提取效果不佳。圖8b、c分別為經Sobel算子、Prewitt算子處理后的提取效果局部放大圖,中心線抖動較大,未反映焊縫表面成形真實輪廓,這對于后續焊縫表面成形測量的穩定性及準確性具有一定影響。圖8d為經小波多尺度邊緣檢測算法處理后得到的條紋提取效果局部放大圖,小波邊緣檢測綜合不同尺度下的邊緣得到檢測結果,得到的條紋中心線準確且平滑,與焊縫表面成形狀況相似度更高。

2.3 焊縫特征點提取
焊縫特征點的提取是表面成形檢測至關重要的。其中一類焊縫特征點,即焊縫與母材交界處的左右特征點Pleft,Pright。激光條紋發生形變,激光曲線的斜率也會改變,因此斜率解析法可有效提取焊縫特征點[12]。傳統的斜率算法只使用相鄰兩個點,激光條紋上的噪聲點可能會影響提取精度。為了提高焊縫特征點的提取精度,采用一種改進的斜率解析法。在像素坐標中,我們將激光曲線上某一點的斜率定義為:
(11)
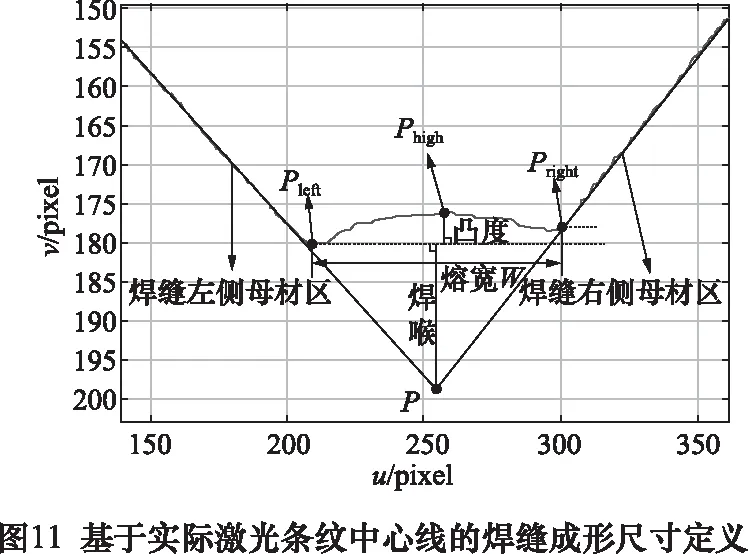
式中:Ki(4 另一類焊縫特征點,焊縫最高點Phigh,焊根點P。Phigh為左右特征點之間的最高點,采用區域極值法提取;焊根點P通過擬合母材區域的中心線,取擬合直線的交點,即擬合定位法。圖10為角焊縫中心線與特征點提取的效果圖。 焊縫激光條紋圖像經過預處理和特征提取,即可進行焊縫尺寸測量。根據圖11中對焊縫尺寸的定義,焊縫尺寸的計算可具體表示為: (1)熔寬W,左右特征點之間水平距離。表示為: W=|uleft-uright| (12) (2)余高H,焊縫在母材上方形成的最大垂直距離。表示為: H=vhigh-vp (13) 針對角焊縫進行焊縫表面成形檢測試驗,對本文提出的圖像預處理、特征提取和尺寸測量算法進行測試。根據1.2結構光視覺傳感器的標定,焊縫激光條紋圖像特征點之間的像素距離可以轉換為焊縫實際尺寸。圖12顯示了角焊縫的熔寬和余高,焊縫整體幾何尺寸直觀地通過數據顯示,相較人工檢測大大提高了檢測效率。 線結構光焊縫視覺成形檢測系統通過采集焊縫表面激光條紋圖像對其進行尺寸測量與三維重建。通過鋸齒靶標實現激光條紋圖像像素距離到焊縫實際尺寸的轉變,測量誤差在0.2 mm以內,滿足檢測需求。提出一種基于邊界限定的焊縫中心線提取方法,選用小波模極大值邊緣提取算法獲取完整、干擾較少的焊縫激光條紋區域,減少了像素坐標提取的圖像遍歷時間,適用于不同焊縫表面激光條紋圖像,提高了算法的穩健性和適應性。根據斜率解析法、區域極值法和交點定位法提取焊縫特征點,并建立了角焊縫相關尺寸的計算模型。最后,對焊縫進行檢測試驗,驗證了所優化的焊縫成形檢測系統的有效性和適用性,可滿足焊縫表面成形質量檢測的需求。

3 焊縫成形測量

4 結語
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
當代陜西(2019年10期)2019-06-03 10:12:04
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12