薄壁鏤空零件高速銑削加工技術(shù)研究*
2022-03-17 07:47:28斐柴回歸
艦船電子工程 2022年12期
關(guān)鍵詞:區(qū)域
陳 博 田 斐柴回歸
(1.西安工程大學(xué)工程訓(xùn)練中心 西安 710048)(2.西安思源學(xué)院 西安 710038)(3.西安精雕精密機(jī)械工程有限公司 西安 710100)
1 引言
薄壁零件由于具備質(zhì)量輕、強(qiáng)度高、承載能力強(qiáng)等優(yōu)點(diǎn)而被廣泛應(yīng)用于航天、航空、艦船、兵器等領(lǐng)域。然而壁厚薄、剛性差、材料去除率高、受力形式復(fù)雜等特點(diǎn),又使得薄壁零件的實(shí)際加工過程存在著變形、失穩(wěn)、振動等問題[1~2]。目前對于薄壁零件的加工主要在數(shù)控機(jī)床上進(jìn)行,從零件的粗加工到半精加工再到精加工,技術(shù)人員需要不斷檢測工件的尺寸變化并及時(shí)對變形量進(jìn)行修正,這嚴(yán)重的影響到了此類零件的加工質(zhì)量和生產(chǎn)效率。高速切削技術(shù)(High Speed Machining,HSM)是一種采用高主軸轉(zhuǎn)速、高進(jìn)給速度、小吃刀深度進(jìn)行加工的先進(jìn)制造技術(shù)[3]。與傳統(tǒng)加工方式相比,HSM對于零件的材料去除率提升了30%~40%,切削力下降了30%,刀具壽命延長了70%,留于加工表面的切削熱和低階振動顯著度下降,這為薄壁類零件的優(yōu)質(zhì)、高效、穩(wěn)定加工提供了新的選擇[4~5]。
本研究針對薄壁零件的難加工問題,以某型艦載設(shè)備光電裝置的薄壁鏤空轉(zhuǎn)接件為例,在分析零件結(jié)構(gòu)特點(diǎn)和加工難點(diǎn)的基礎(chǔ)上,設(shè)計(jì)了一套適合薄壁類零件小批量生產(chǎn)的高速數(shù)控銑削加工方法。該方法基于SurfMill9.0軟件,具體研究了裝夾方案、刀具選擇、加工策略、刀路設(shè)計(jì)、在機(jī)測量等關(guān)鍵節(jié)點(diǎn),對于研究薄壁類零件的高速數(shù)控銑削加工技術(shù),提升企業(yè)生產(chǎn)效率具有一定的參考意義。
2 薄壁鏤空零件加工工藝分析
2.1 零件的加工工藝難點(diǎn)
要加工的零件如圖1所示,整體結(jié)構(gòu)呈薄壁鏤空筒狀,材質(zhì)為7075鋁合金,壁厚介于1.6mm~5.5mm之間。零件外壁由4個鏤空區(qū)域,2個Φ4孔的凸臺,1個六邊形凹槽,2個M3的螺紋孔,頂部圓角曲面以及外圓柱面構(gòu)成;內(nèi)壁由兩相鄰鏤空區(qū)域之間的連接曲面,1個帶R1圓角的倒扣以及內(nèi)圓柱面構(gòu)成,具有內(nèi)外薄壁形狀復(fù)雜、鏤空區(qū)域面積大、壁厚不均勻等特點(diǎn)。
通過對零件圖紙的分析,可以發(fā)現(xiàn)該零件的加工難點(diǎn)主要在于:1)鏤空區(qū)域的側(cè)壁形狀較為復(fù)雜,在制定加工方案時(shí)具有一定的工藝難度;2)帶R1圓角的倒扣位于薄壁內(nèi)側(cè),在編制刀具路徑時(shí),要合理的控制刀軸方向以避免刀具與工件之間發(fā)生碰撞、干涉等問題[6];3)零件的整體剛性較差,當(dāng)工件受到夾緊力、切削力、切削熱的共同作用時(shí),容易出現(xiàn)變形、失穩(wěn)、振動等問題。
2.2 加工工藝分析
1)加工設(shè)備及編程軟件:由于零件的結(jié)構(gòu)特征較為復(fù)雜,故加工設(shè)備選擇帶有A/C軸旋轉(zhuǎn)工作臺的GR400T型五軸聯(lián)動高速加工中心;編程軟件選擇SurfMill9.0。
2)毛坯與夾具設(shè)計(jì):根據(jù)生產(chǎn)現(xiàn)場條件,選擇精車過的Φ40×50mm的7075棒料作為毛坯;遵循工序集中和基準(zhǔn)統(tǒng)一原則,設(shè)計(jì)如圖2所示的零點(diǎn)快換與精密機(jī)用平口鉗相結(jié)合的組合式夾具。為了使工件受到的夾緊力更加均勻,避免形位變化對加工精度的影響,在平口鉗的鉗口處固定1支帶有V型槽的輔助塊以增加工件與夾具之間的有效接觸面積。
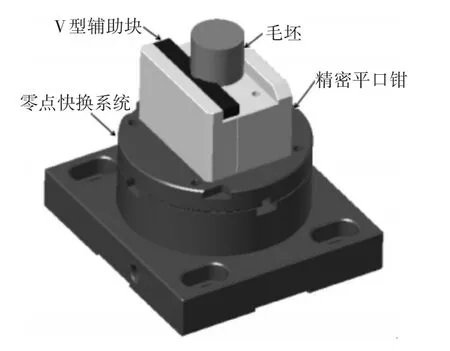
圖2 組合式夾具
3)切削刀具:為了保證排屑順暢,防止積屑瘤對切削質(zhì)量的影響,選擇螺旋角度較大且刃口鋒利的整體硬質(zhì)合金刀具,在鋁合金專用切削液的冷卻、潤滑下進(jìn)行加工[7~8]。
4)加工策略:粗加工按照“少吃快跑”的原則設(shè)置切削參數(shù)。由于高速銑削所產(chǎn)生的切削力、切削溫度、加工變形均低于傳統(tǒng)銑削方式,因此不安排專門的半精加工。若經(jīng)粗加工之后的工件局部仍存在著較多的余量,則使用小刀具通過余量銑削法進(jìn)行專門加工[9~10]。零件的加工工序如表1所示,所有刀具路徑的設(shè)計(jì)基于Surf Mill9.0所提供的加工策略模板完成。
3 刀具路徑設(shè)計(jì)與數(shù)控編程
3.1 零件外壁的加工
先使用3軸加工模式對毛坯外壁輪廓以及頂部的圓角曲面進(jìn)行粗、精加工;再將工件繞X軸旋轉(zhuǎn)90°,采用四軸定位加工模式完成外壁表面所有孔、螺紋以及六邊形凹槽的加工;最后使用X/Y/Z/C軸聯(lián)動的四軸旋轉(zhuǎn)加工模式完成外壁底部輪廓曲面的粗、精加工。
3.2 鏤空區(qū)域的加工
在加工鏤空區(qū)域之前,先完成零件內(nèi)壁輪廓的粗、精加工。由于零件的壁厚較薄且鏤空區(qū)域的側(cè)壁形狀比較復(fù)雜,若是以單個鏤空區(qū)域作為研究對象,則需要用到4次四軸旋轉(zhuǎn)加工,不僅編程難度大還會使工件在加工過程中的受力情況變得更加復(fù)雜,進(jìn)而產(chǎn)生更多的加工變形問題。如圖3所示,如果將4個鏤空區(qū)域放在一起研究,則可以將其側(cè)壁劃分為2組不同走向的曲面,此時(shí)工作臺僅需要2次旋轉(zhuǎn)定位,即可完成4個鏤空區(qū)域的全部加工,這樣不但能夠降低編程難度還能大幅提升生產(chǎn)效率和加工質(zhì)量。分組后加工鏤空區(qū)域的刀具路徑如圖4所示。
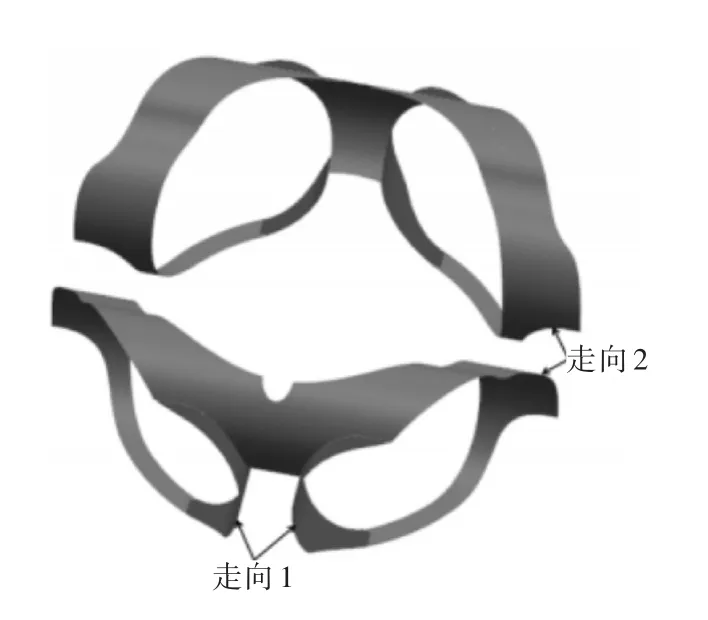
圖3 側(cè)壁走向
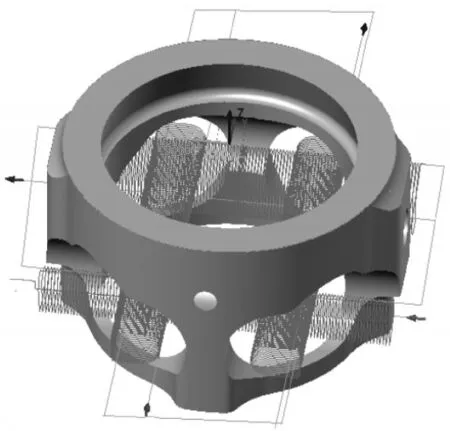
圖4 鏤空區(qū)域刀路
3.3 倒扣加工
倒扣類零件由于存在負(fù)角型面,而無法使用普通刀具直接進(jìn)行3軸銑削,傳統(tǒng)方法是借助糖果銑刀、燕尾銑刀、T型銑刀等成型刀具,自上而下,采用分層銑削的方式進(jìn)行加工[11]。如圖5所示,要加工的倒扣由1個向內(nèi)傾斜15°的負(fù)角斜面和1個R1的圓角構(gòu)成。由于圓角曲面較小,受成型刀具尺寸以及切削參數(shù)的影響,3軸銑削加工容易在斜面與圓角之間產(chǎn)生過切或加工刀路不連續(xù)的缺陷。若采用五軸加工,則刀軸角度可以自由調(diào)整,無需借助成型刀具即可加工出表面光滑的復(fù)雜曲面。選擇五軸曲線加工命令,設(shè)置刀軸控制方式為自動,前、側(cè)傾角度均為0°,角度最大增量為3°,采用分層切削的走刀方式進(jìn)行加工。為了避免五軸加工過程中因干涉所引起的撞刀問題,還要合理的設(shè)置進(jìn)、退刀方式和切入、切出路徑。倒扣曲面的刀具路徑如圖6所示。
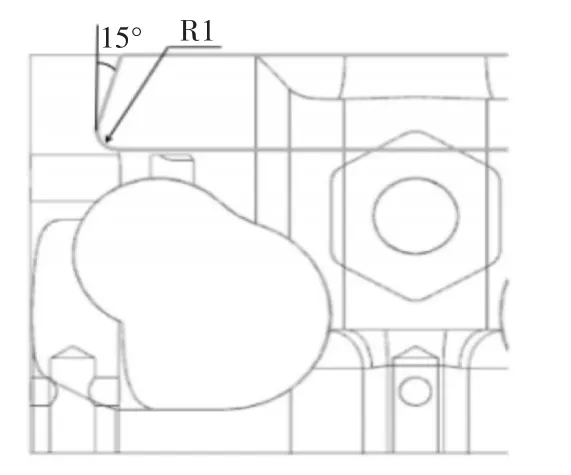
圖5 倒扣斜面
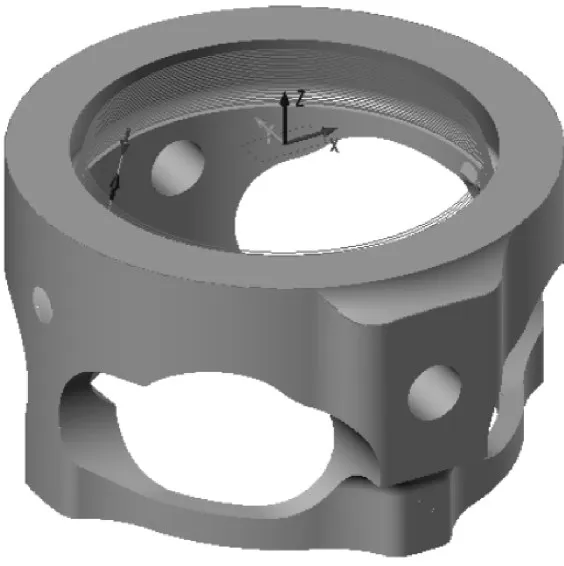
圖6 倒扣刀路
3.4 刀路驗(yàn)證
為了預(yù)防因程序錯誤而引發(fā)的碰撞、干涉、過切等安全問題,必須借助仿真軟件對所有刀具路徑進(jìn)行仿真驗(yàn)證[12]。首先在SurfMill 9.0軟件的過切檢查模塊中設(shè)置刀柄碰撞間隙為1mm,刀桿碰撞間隙為0.5mm,通過模擬加工前后的模型對比分析,來判斷刀具路徑是否存在過切問題。其次在軟件的機(jī)床庫中調(diào)用GR400T型五軸加工中心模型,待調(diào)整好機(jī)床、夾具、毛坯的相對位置關(guān)系后,按照表1所示的工序安排對所有刀具路徑進(jìn)行加工仿真。仿真過程如圖7所示,過切檢查與仿真驗(yàn)證結(jié)果均顯示未發(fā)現(xiàn)異常情況,說明所有刀具路徑及加工過程安全、可靠,可以調(diào)用專用后處理快速輸出NC程序。
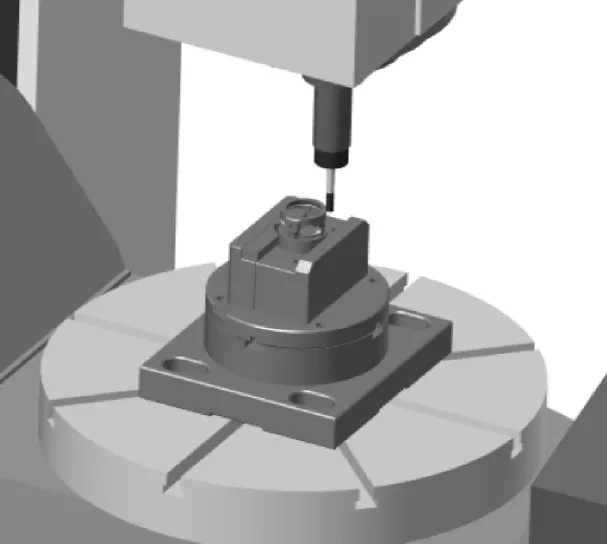
圖7 加工仿真
4 薄壁鏤空零件高速銑削加工
在上機(jī)加工前,利用在機(jī)測量與自動擺正技術(shù)減少機(jī)床、夾具、工件之間的安裝、定位誤差[13]。進(jìn)入SurfMill 9.0軟件的在機(jī)測量模塊,如圖8所示,先使用平面元素檢測命令在棒料毛坯的頂端均勻的布置9個探測點(diǎn),再使用圓柱元素檢測命令圍繞毛坯棒料的側(cè)壁均勻的布置8個探測點(diǎn)。設(shè)置探針與毛坯的接近距離為10mm,回退距離為0.3mm。為了確保所測數(shù)據(jù)的準(zhǔn)確性,探針先以500mmpm的速度搜索并接近探測點(diǎn),待探針與毛坯的距離到達(dá)接近距離時(shí),再以30mmpm的速度進(jìn)行探測,每個探測點(diǎn)測量2次,結(jié)果取其平均值。待測量工作結(jié)束后,機(jī)床系統(tǒng)將依據(jù)所測數(shù)據(jù),自動計(jì)算出工作臺擺正所需的A/C軸旋轉(zhuǎn)角度以及X/Y/Z軸的加工零點(diǎn)坐標(biāo)。上機(jī)加工出的薄壁鏤空零件如圖9所示,經(jīng)三坐標(biāo)測量,該零件的表面粗糙度以及尺寸精度均滿足圖紙?jiān)O(shè)計(jì)要求。
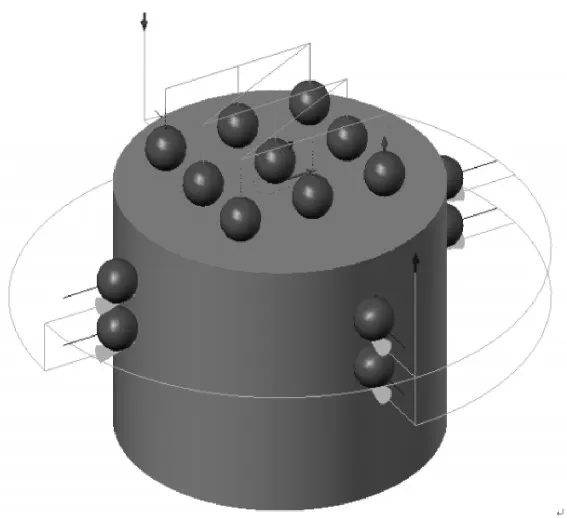
圖8 探測點(diǎn)與探測軌跡
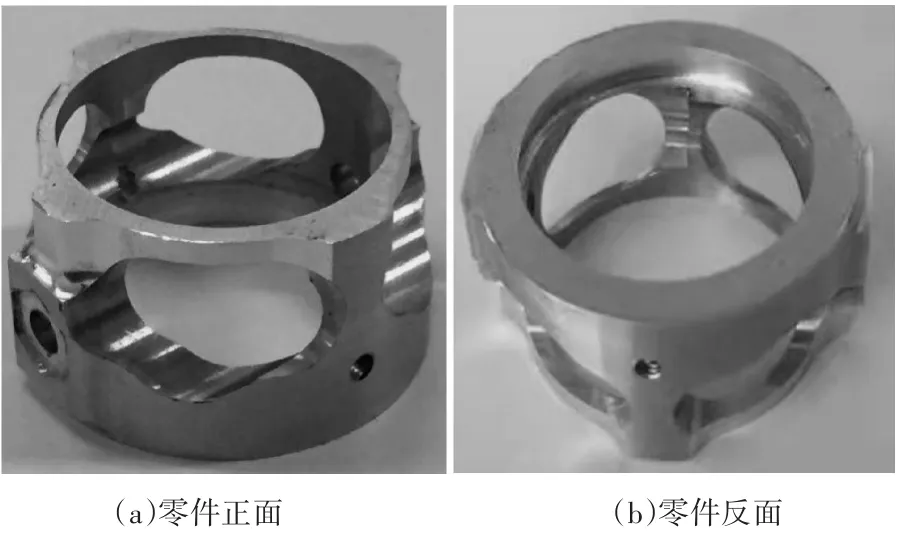
圖9 薄壁鏤空零件
5 結(jié)語
在分析薄壁鏤空零件結(jié)構(gòu)特點(diǎn)和加工難點(diǎn)的基礎(chǔ)上,編制了該零件的高速數(shù)控銑削加工工藝;按照工藝安排,基于SurfMill9.0軟件,進(jìn)行了刀具路徑設(shè)計(jì)并輸出了安全、可靠的NC加工程序;在上機(jī)加工之前,引入了在機(jī)測量與自動擺正技術(shù),減少了工件的安裝、定位誤差。生產(chǎn)實(shí)踐表明:使用該方法加工出的薄壁鏤空零件加工變形小、尺寸精度好、生產(chǎn)效率高,對于研究不同種類薄壁零件的高速數(shù)控銑削加工技術(shù)具有一定的借鑒價(jià)值。
猜你喜歡
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
科學(xué)(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學(xué)輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農(nóng)墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
新疆財(cái)經(jīng)大學(xué)學(xué)報(bào)(2015年3期)2015-12-10 03:49:15