基于工業機器人與機器視覺的芯片分揀系統設計
2022-03-19 02:00:48洪靖茹
電腦知識與技術 2022年2期
關鍵詞:機器視覺
洪靖茹


摘要:隨著科技的發展,近年來工業機器人技術的不斷發展成熟,在制造領域中,工業機器人的應用范圍也越來越廣。由工業機器人、機器視覺檢測、PLC等系統構建的芯片分揀系統,可以實現復制式、可定制化生產,避免了工人的重復性勞動,減少了工作負擔,讓生產工作更加靈活,提高了工作效率。
關鍵詞:工業機器人;機器視覺;自動化控制
中圖分類號:TP311 ? ? ?文獻標識碼:A
文章編號:1009-3044(2022)02-0091-03
隨著近年來工業機器人技術的不斷發展,在智能生產線中應用工業機器人技術可以提高生產效率,降低人力資源成本,并且能夠進行定制化生產,是生產企業在市場競爭中提高競爭力的理想途徑。將機器視覺技術與工業機器人相互配合,可以有效地實現物料的定位、拾取、搬運等工作,從而使電子設備生產線的自動化水平得到提升。本文以ABB六軸工業機器人為核心、歐姆龍機器視覺檢測系統、西門子PLC、HMI人機交互系統構成的工作站為例,介紹了典型的基于工業機器人與機器視覺的芯片分揀系統的設計。
1 系統構成及工作原理
基于工業機器人與機器視覺的芯片分揀系統由工業機器人、控制系統、機器視覺檢測組件、芯片原料盤、芯片裝配單元組成。工業機器人可根據實際尺寸及需要進行選擇,在本系統中,選用ABB的桌面型小負載串聯關節六自由度機器人IRB120,它具有小巧靈活的特點。工業機器人工作時通過機器人控制器與機器視覺、PLC之間的通訊來完成對芯片的檢測和安裝控制。其工作原理為:工作時,芯片放置在芯片原料盤的凹槽位置處,機器人抓取芯片之后,通過機器視覺對芯片進行檢測,將檢測結果通過串行接口傳遞給工業機器人,機器人根據程序設定,將符合條件的芯片安裝到PCB板的指定位置。
2 控制系統的設計
2.1控制系統硬件型號選擇
工業機器人與機器視覺的芯片分揀系統硬件型號選擇如下:
1)機器人控制系統:使用ABB標準I/O板(DSQC652信號板),該信號板包含有16個數字量的輸入和16個數字量的輸出接口,完成外部信號的采集和接收,實現機器人的分揀工作。
2)PLC控制器:采用西門子S7-200SMART系列小型PLC,該PLC的主機主要包括CPU模塊、信號板、網絡通信接口、人性化軟件等諸多功能特點,可以實現CPU、編程設備和HMI之間的多種通信。
3)HMI人機界面:威綸通TK6070IP型觸摸屏,主要硬件參數有7英寸TFT LCD,內存128M+64MB,顯示色彩65536色,實現工業機器人工藝參數的設置和過程控制功能。
4)機器視覺:采用歐姆龍FH L550機器視覺系統,它由圖像采集單元、圖像采集信息處理單元、圖像處理軟件、網絡通信裝置等構成。圖像處理軟件能夠對圖片進行幾何邊緣的提取、Blob、灰度直方圖、OCV/OVR、簡單的定位和搜索等。具有結構緊湊,尺寸小,易于安裝在生產線和各種設備上,并且便于裝卸和移動的優點。
2.3機器視覺檢測設計
在“登錄模型”頁面中,單擊“編輯”按鍵,選擇合適的待檢測形狀,然后進入“區域設置”頁面,在該頁面設置智能相機將要進行搜索的區域,該區域設置時可以盡量選大一些。在“檢測點”頁面中,選擇“指定方法”為“直接指定”。在“測量參數”頁面中可以選擇高精度模式和物體檢測角度等。
2.4 氣路設計
在該芯片分揀系統中共有4個氣路,其中芯片吸盤電磁閥控制本系統中的待分揀芯片的拾取與放回動作,工具快換控制電磁閥控制吸盤工具的取放,蓋板吸盤電磁閥用于在芯片分揀完畢之后給PCB板安裝透明蓋板。
3 控制系統的程序設計與運行
3.1工業機器人程序設計
工業機器人在該系統中的運動動作包括機器人本體的六軸關節運動軌跡以及機器人快換裝置對于氣動吸盤工具的吸取、放下物料,這些運動動作由工業機器人的示教器上所運行的RAPID程序來進行控制,在程序設計過程當中,首先要通過手動操作對機器人運動軌跡中的關鍵點進行示教,包括原料盤上的芯片放置物料點、機器視覺拍照點、PCB板的物料放置點,以及這些點位所對應的過渡點、接近點、逃逸點和安全點。確定關鍵點之后,根據輸入輸出信號編制芯片分揀系統機器人程序流程圖。根據流程圖編制工業機器人系統程序。
PROC main()
WaitDI DI10_10,1;//從觸摸屏設置機器人開始運動按鍵,當觸摸屏發出信號時,觸發下面的程序
for i from 1 to 4 do//以4個芯片的分揀為例,依次拾取芯片
movel a,v1000,fine,tool0;//a點為一個安全的過渡點
gj yldw{i},1,10;//調用機器人運動及吸盤動作程序,其中參數1為原料點位,參數2為吸盤“吸”,參數3為偏移值10㎜
movel PH,v1000,fine,tool0;//機器人運動到機器視覺拍照點
getphoto;//調用機器人與機器視覺通訊和拍照程序
if StrCCD Part = StrCCD OK then//添加“string”數據,命名為“StrCCD OK”,存儲類型為常量,值為空格加1,添加判斷語句“IF”對“StrCCD Part”與“StrCCD OK”進行對比
gj pcbdw{i},2,10;//當拍照結果為OK時,芯片為符合要求的目標芯片,調用機器人運動及吸盤動作程序,其中參數1為PCB板上芯片目標點位,參數2為吸盤“放”,參數3為偏移值10㎜
else
gj yldw{i},2,10;//當拍照結果為NG時,芯片不符合安裝要求,調用機器人運動及吸盤動作程序,將芯片放回原料區
endif
endfor
END PROC
proc gj(robtarget wz,num dz,num py) ?//機器人運動及吸盤動作程序,其中參數1為目標點位,參數2為吸盤動作,參數3為偏移值
movel offs(wz,0,0,py),v800,fine,tool0;//機器人運動到目標點位上方,Z軸偏移參數所示數值
movel wz,v100,fine,tool0;//機器人運動到目標點位
test dz
case 1://吸盤進行“吸”的動作
waittime 0.5;
set vacunm_2;
waittime 0.5;
case 2://吸盤進行“放”的動作
waittime 0.5;
reset vacunm_2;
waittime 0.5;
endtest
movel offs(wz,0,0,py),v100,fine,tool0; //機器人運動到目標點位上方,Z軸偏移參數所示數值
endproc
3.2 ?PLC程序設計
PLC程序設計,機器人程序里SETGO GIO 1;PLC接收到1,當觸摸屏按下運行鍵,機器人收到輸入信號waitdi yx,1;完成人機交互控制部分。
3.3機器視覺與機器人通訊程序設計
將歐姆龍視覺系統與機器人通過以太網連接通訊,并通過設計歐姆龍機器視覺流程與編輯RAPID程序,完成機器視覺系統外部命令輸入以及判定結果的輸出。
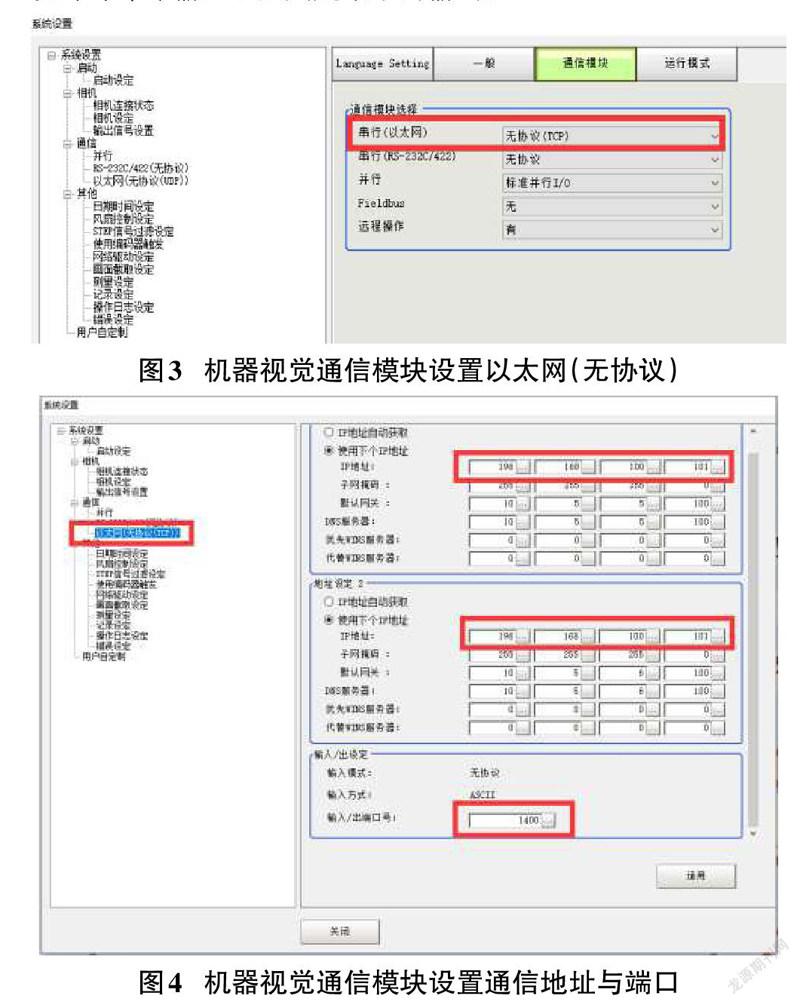
在歐姆龍機器視覺系統設置菜單欄中“工具”-“系統設置”-“通信”-“以太網(無協議)”,在右側框內設定IP地址192.168.100.101與端口號1400。在“場景組1”與“場景1”中添加“形狀搜索、串行數據輸出”,在串行數據輸出項目中,“設定”中添加數據0的表達式TJG,在串行數據輸出項目中“輸出格式”中選擇“以太網,ASCII”為輸出形式。在ABB機器人的示教器“控制面板”-“配置”-“communication”-“IP setting”添加機器人地址192.168.100.100。
在機器人程序列表中添加通訊和拍照程序:
PROC getphoto()
SocketCreate socket1; ? ?//創建連接,新建socket類型程序數據socket1,存儲類型必須為“變量”
SocketConnect socket1,”192.168.100.101”,1400\Time:=10; ? //通過1400端口連接機器視覺的IP地址,添加“可選變量”,使用“可選變量\Time”,設定時間為10秒
TPWrite “R-C_OK”; //添加寫屏指令,如果成功連接機器人與機器視覺,建立通信,則在屏幕上顯示“R-C_OK”
Waittime 0.2;
Socketsend socket1\Str:=”SCNGROUP 1”; ?//向機器視覺發出組信號,選擇1號場景組
Waittime 0.2;
Socketsend socket1\Str:=”SCENE 1”; ? //向機器視覺發出場景信號,選擇1號場景
Waittime 0.2;
Socketsend socket1\Str:=”M”; ?//向機器視覺發出允許拍照信號
Waittime 0.2;
SocketReceive socket1\Str:=ph_result\Time:=10; ?//新建數據類型為“string”的程序數據“ph_result”,收到機器視覺發出的信號采集結果信號,存儲到字符串ph_result
StrCCD Part:=StrPart(ph_result,18,2); ?//新建數據類型為“string”的程序數據“StrCCD Part”,對信號采集結果信號進行提取,從18位開始提取2位,即18/19位,如果采集結果為OK,則提取值為“空格 1”,如果采集結果為NG,則提取值為“-1”,賦值給“StrCCD Part”。
End proc//程序結束
4 結束語
隨著技術的進步,工業機器人的動作的高精度優勢帶來了高效的生產效率,配合機器視覺組成的自動化生產系統,提高了生產產品的質量,使得生產效率較傳統人工生產得到了提升,可以將人們從不斷重復的體力勞動中解放出來,該系統的操作控制方式可以推廣應用于其他工業機器人系統中,基于工業機器人與機器視覺的芯片分揀系統也會越來越多地應用于生產領域。
參考文獻:
[1] 陳東青.基于PLC與觸摸屏的碼垛工業機器人操作系統設計[J].包裝工程,2014,35(23):84-88.
[2] 王哲祿.基于PLC與工業機器人的拋光打磨工作站控制系統的設計與實現[J].制造業自動化,2019,41(7):103-105,147.
[3] 栗俊艷,米月琴,弓靖,等.一種基于機器視覺的工業機器人分揀系統[J].電子科技,2016,29(1):105-107,110.
【通聯編輯:唐一東】
2299500511302
猜你喜歡
軟件導刊(2016年11期)2016-12-22 21:52:17
電腦知識與技術(2016年28期)2016-12-21 12:13:14
科技視界(2016年26期)2016-12-17 17:31:58
科技視界(2016年25期)2016-11-25 19:53:52
科技視界(2016年25期)2016-11-25 09:27:34
科教導刊(2016年25期)2016-11-15 17:53:37
軟件工程(2016年8期)2016-10-25 15:55:22
科技視界(2016年20期)2016-09-29 11:11:40
科技視界(2016年6期)2016-07-12 09:12:40
科技視界(2016年15期)2016-06-30 19:03:30
