退火溫度及冷軋壓下量對低碳鋁鎮靜鋼退火織構的影響①
2022-03-19 07:07:02飛尚才李志強蔣小霞
礦冶工程 2022年1期
關鍵詞:工藝
飛尚才, 李志強, 蔣小霞
(1.青海高等職業技術學院,青海 海東 810799; 2.寧夏大學,寧夏 銀川 750021)
汽車行業競爭越來越劇烈,對鋼板質量提出越來越高的要求,促使鋼材生產單位不斷革新工藝技術和改進質量[1]。 薄板坯連鑄連軋工藝(CSP 工藝)由于其特殊的變形方式,使產品的析出物形態、顯微結構和位錯密度與傳統熱軋帶鋼工藝不同,CSP 工藝生產的帶鋼產品屈服強度普遍偏高,在隨后冷軋工序中不利于變形并增加能耗,而且對沖壓用板的成形性能也有不利影響[2]。 為了解決這一問題,以酒鋼CSP 工藝生產的低碳鋁鎮靜鋼為實驗原料,探索退火溫度及冷軋壓下量對低碳沖壓用鋼退火后織構的演變規律,為現場實際生產提供一定理論依據。
1 實驗材料及研究方法
1.1 實驗材料
酒鋼CSP 工藝生產的熱軋卷經四輥軋機冷軋,冷軋壓下量分別為65%、70%、75%、80%。 實驗鋼材化學成分見表1。

表1 試樣化學成分(質量分數)/%
1.2 研究方法
將不同冷軋壓下量下生產的冷軋料經剪板機剪制成250 mm×150 mm 的矩形板,對所取試樣在SRJX?4?9箱式電阻爐中進行再結晶退火。 以升溫速率180 ℃/h將試樣加熱到540 ℃,再以30 ℃/h 分別加熱到690 ℃、700 ℃、710 ℃,保溫6 h,隨爐冷卻至120 ℃后出爐,空冷至室溫,然后利用Mo 靶X 射線衍射儀測出不完整極圖,由此計算取向分布函數(ODF),進行織構分析。
2 實驗結果與分析
2.1 冷軋壓下量對織構的影響
對退火溫度700 ℃、不同冷軋壓下量的低碳鋼退火試樣進行了織構測定,由{211}、{220}、{100}織構圖按Bunge 法計算出趨向分布函數ODF 圖。 圖1 給出了4 種不同冷軋壓下量下退火試樣在φ2 =45°橫截面上的ODF 圖。

圖1 不同冷軋壓下量的取向分布函數(ODF)圖( φ2=45°)
由圖1 可以看出,冷軋壓下量65%時,γ 纖維織構很不規整且密度較弱,出現了強的{011}<110>旋轉立方織構和{011}<100>高斯織構;當壓下量達到70%時,γ 織構明顯增強,即鋼中與板面平行的{111}晶面增多,旋轉立方織構和高斯織構明顯比65%壓下量時要弱;隨著壓下率進一步增加,γ 纖維織構反而減弱,出現了較強的旋轉立方織構[3-4]。
為進一步研究冷軋壓下量對低碳沖壓用鋼織構的影響,采用趨向分布函數法分別計算了α 和γ 趨向函數f(0,φ,45)和f(φ,45,55),繪制出α、γ 趨向線如圖2 和圖3 所示。
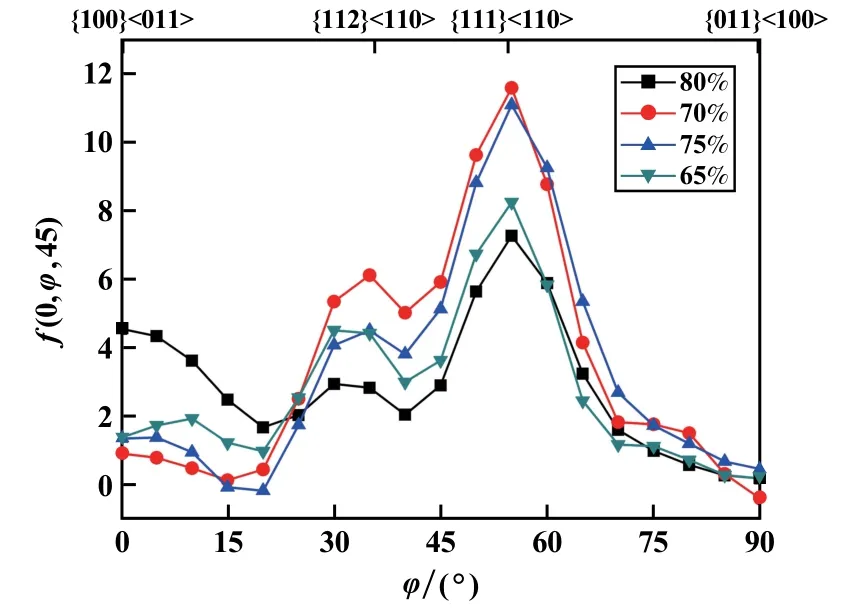
圖2 冷軋壓下量對低碳沖壓用鋼α 趨向線的影響
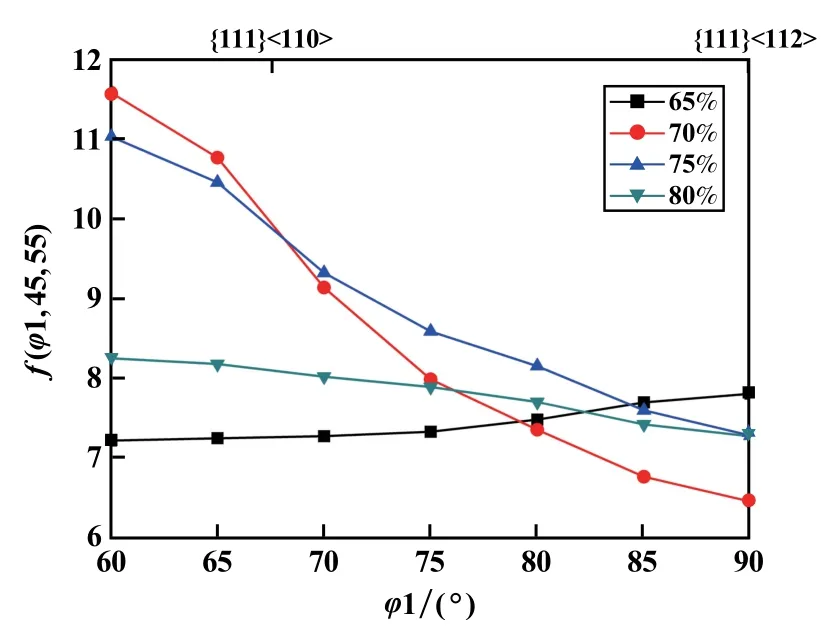
圖3 冷軋壓下量對低碳沖壓用鋼γ 趨向線的影響
從α 和γ 趨向線上可以看出,壓下量為70%和75%時,有利于深沖性能的{111}<110>織構和{112}<110>織構較強,而對沖壓性能不利的旋轉立方織構{100}<011>和高斯織構{011}<100>較少。 這是由于隨著冷軋壓下量增加,低碳沖壓用鋼晶體內部形成的剪切帶、位錯及亞晶數量增加,形變金屬所具有的儲存能增加。 一般認為,有利于其深沖性能的纖維織構的形成與儲存能的大小相關,高的儲存能有利于形成γ 纖維織構。另一方面,大量研究表明{111}取向晶粒首先在剪切帶、位錯及亞晶附近形成,因此在壓下量不太大的情況下,γ 纖維織構隨著冷軋壓下量增加而增強[5-6]。 但是隨著冷軋壓下量進一步增加,起初形成的{111}取向晶粒將會沿著某一晶軸發生轉動,即起初形成的{111}取向晶粒將會轉變為α 纖維織構和其他織構,造成{111}織構相應降低。
2.2 退火工藝對織構的影響
冷軋壓下量70%,不同退火工藝下退火板取向分布函數(ODF)圖如圖4 所示。

圖4 不同退火工藝條件下取向分布函數(ODF)圖( φ2=45°)
從圖4 可以看出,退火溫度690 ℃時,旋轉立方織構和高斯織構較多;退火溫度700 ℃時,γ 纖維織構大幅增強,旋轉立方織構近乎消失;退火溫度710 ℃時,γ纖維織構反而減弱,又出現了一定量的旋轉立方織構[7-8]。 這是因為隨退火溫度升高,低碳沖壓用鋼鐵素體晶粒尺寸逐漸長大,冷軋態遺留下來的{001}<110>織構均有不同程度地減弱,冷軋織構{112}<110>經退火后均轉變為{111}<112>,{111}<110>退火織構,其中{111}//ND 和{110}//ND 這2 種織構組分發展較快,而其余織構組分發展相對較慢,γ 纖維織構增強;當退火溫度進一步增加時,各織構發展均較快,易產生隨機織構,降低塑性應變比r值[9]。r值主要受織構的影響,在退火工藝一定的情況下,當冷軋壓下量為70%時,有利于深沖性能的γ 纖維織構強度較大;在冷軋壓下量一定時,當退火溫度為700 ℃時,γ 纖維織構強度較大。
3 結 論
1) 壓下量70%時,γ 織構明顯增強, 隨著壓下率進一步增加,γ 纖維織構反而減弱,出現了較強的旋轉立方織構;壓下量70%和75%時,有利于深沖性能的{111}<110>織構和{112}<110>織構較強,而對沖壓性能不利的旋轉立方織構{100}<011 >和高斯織構{011}<100>較少。
2) 當退火溫度700 ℃、壓下量70%時,γ 纖維織構強度較大,沖壓性能較好。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
