汽車等速傳動軸模具五軸加工工藝優化研究
2022-03-23 07:12:28楊金成上海納鐵福傳動系統有限公司武漢二廠
鍛造與沖壓 2022年5期
汽車傳動軸是車輪轉動的直接驅動件,汽車運行時,發動機輸出的扭矩經過變速器傳遞給傳動軸,再由傳動軸傳遞到車輪上,推動汽車前進或倒行,傳動軸是汽車傳遞扭矩的一個重要零件。三銷軸叉是汽車傳動軸的主要受力部件,工作情況及其復雜,它的性能優劣直接影響汽車傳動的安全性和可靠性。
三銷軸叉鍛件是汽車零部件中最難以成形的部件之一,而且其球道內腔機加工困難,所以要求三銷軸叉精鍛件杯壁內腔尺寸精度高、表面質量好、可以不再機加工。因此,模具尺寸精度是三銷軸叉鍛件尺寸精度的重要保證。
三銷軸叉溫鍛沖頭的加工過程
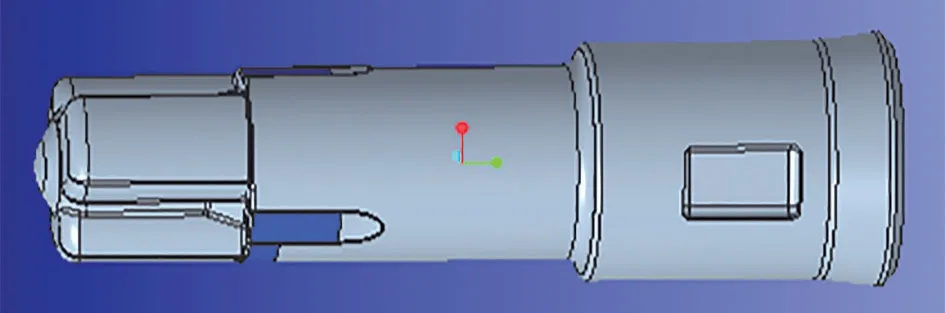
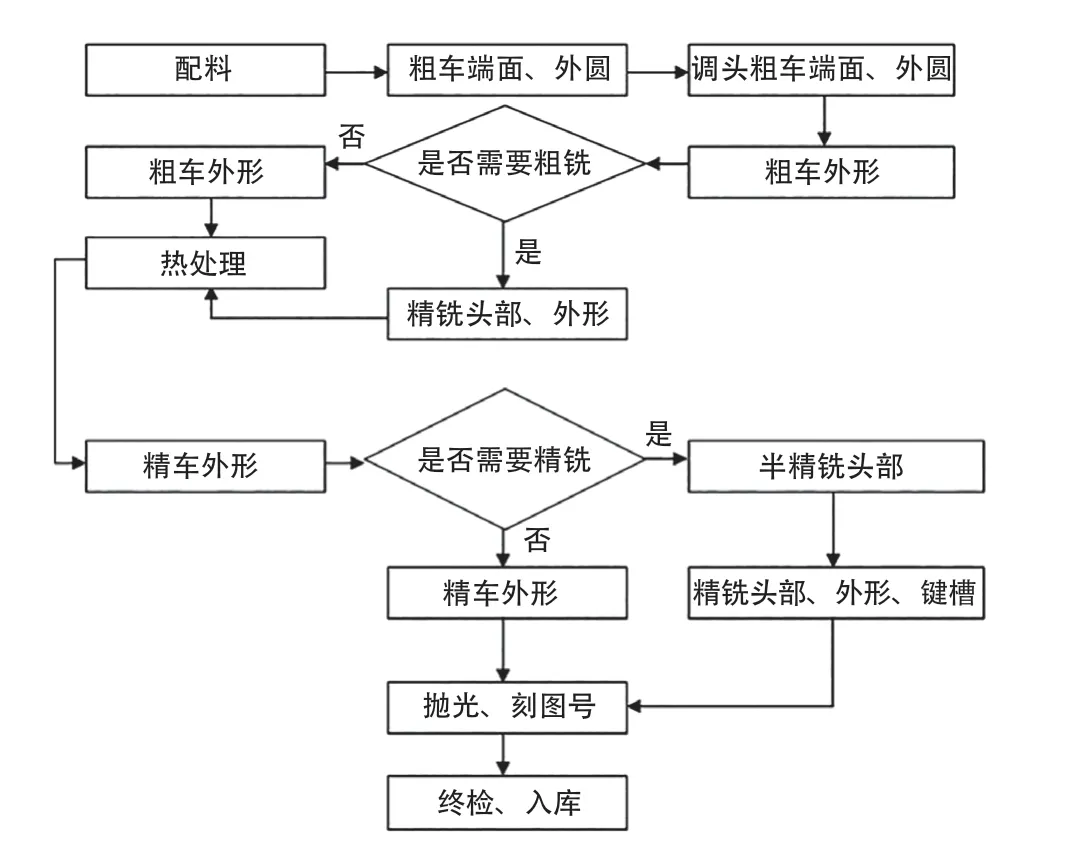
三銷軸叉溫鍛沖頭結構如圖1所示,沖頭材料特性如表1所示;三銷軸叉溫鍛沖頭的加工流程如圖2所示。
朝向主要考慮東南西北是個方向,東邊選百葉窗、南窗配深色窗簾、西窗選有褶簾、北邊選藝術窗簾。當建筑本身處于不規則形狀,使得窗戶所在位置不是以上四個朝向時,則需根據實際情況考慮。

沖頭五軸加工參數選擇
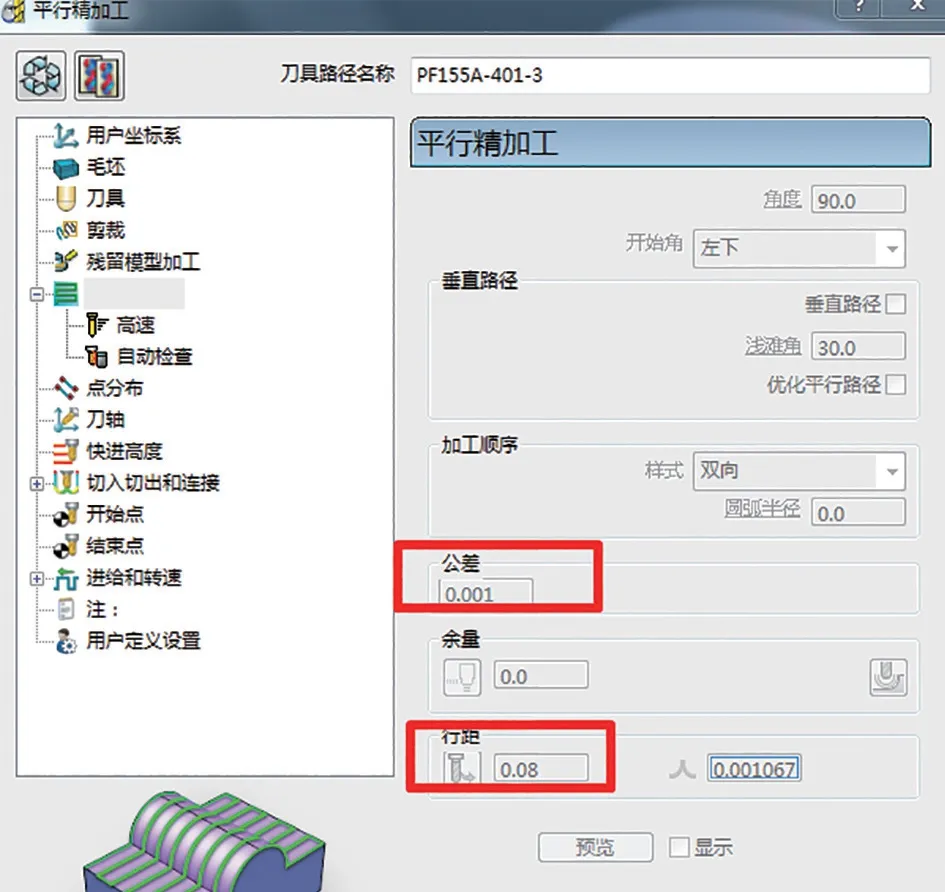
PowerMill編寫數控銑床程序參見圖3。
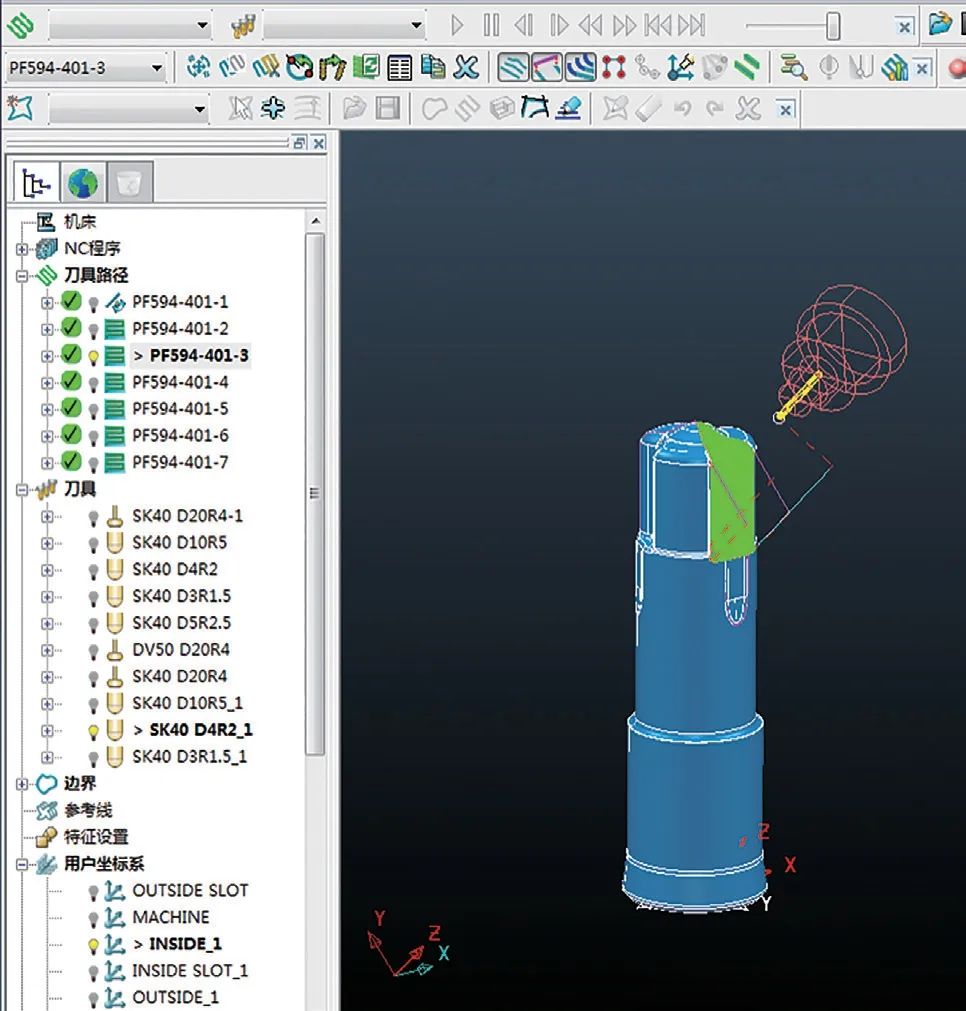
數控編程
當|e|>δ時,新函數nfal(e,α,δ)的表達式依舊是nfal(e,α,δ)=|e|αsign(e);
⑵加工策略:采用3+2方式循環加工。
西部礦業企業旗下的主要礦山主要分布在青海、西藏、內蒙古等地,礦山所處的地理位置都比較偏僻,且對于礦石等材料的運輸方式比較單一,一般只能用專門的鐵路或公路來運送原材料和產品,由于原料產地與加工地點、市場距離較遠,物流運輸成本高,運輸意外中斷也會對企業的業務運營造成不利的影響,甚至會對企業的名譽和經濟造成損害。
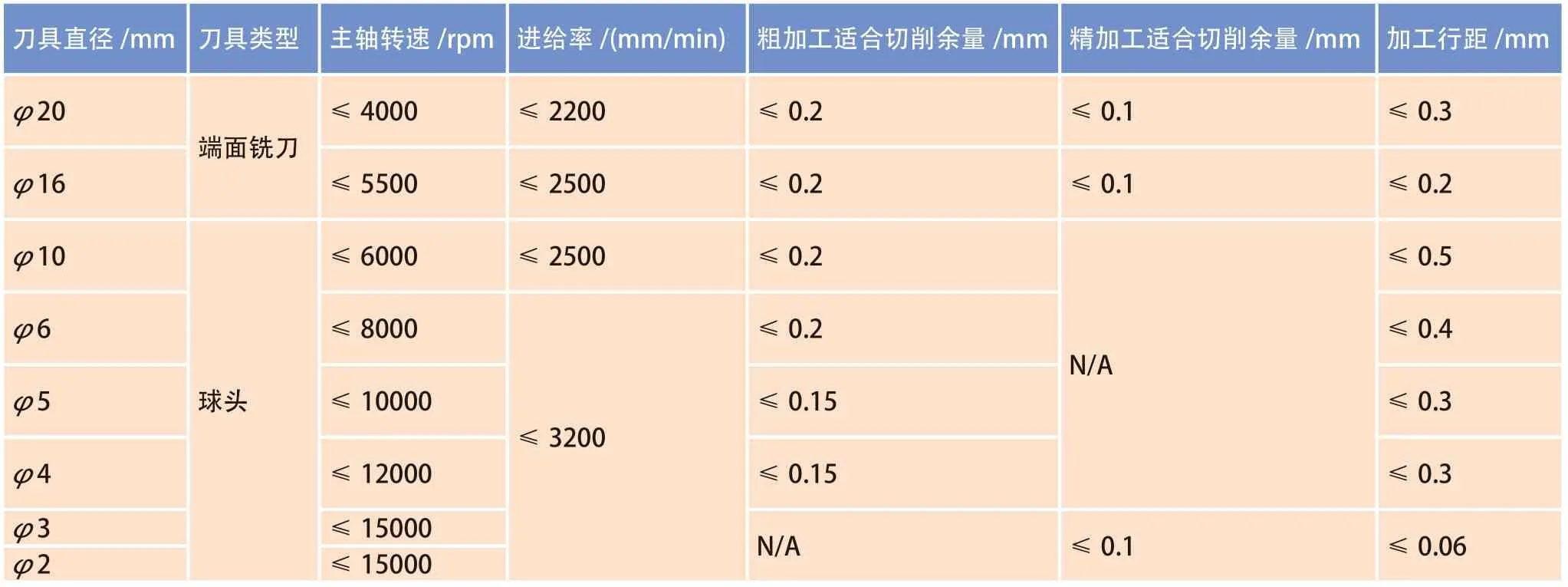
⑸加工參數見表2。
⑷刀具選擇:沖頭半精加工采用
5mm或
4mm刀具;精加工一般采用
3mm刀具。
⑶加工方法:粗加工采用等高精加工,精加工采用平行精加工。
五軸加工程序優化對比
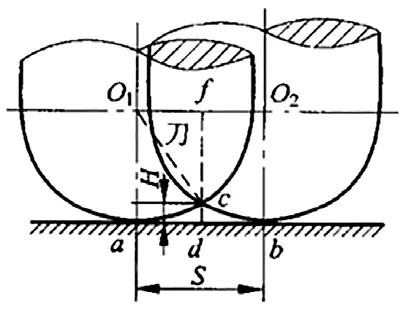
在實際加工生產中,既要考慮加工效率,又要考慮加工后沖頭表面粗糙度。由圖4可看出:行距S的大小,直接關系到加工后曲面上殘留溝紋高度H的大小;高度大,則表面粗糙度大,影響零件加工精度;行距S選得太小,雖然能提高加工精度,但程序太長,機加工時間成倍增加,效率降低。因此,行距S的選擇,應力求做到恰到好處。
⑴編程坐標:位于沖頭底部。
優化行距前后加工時間對比
PowerMill數控銑加工沖頭編程時,精加工采用平行精加工,主軸轉速14000rpm,將行距由0.06mm優化更改為0.08mm,以GI3-20溫鍛沖頭為例:優化更改前實際程序加工時間為4小時58分鐘,優化更改后加工時間為3小時55分鐘,加工效率提高20%。
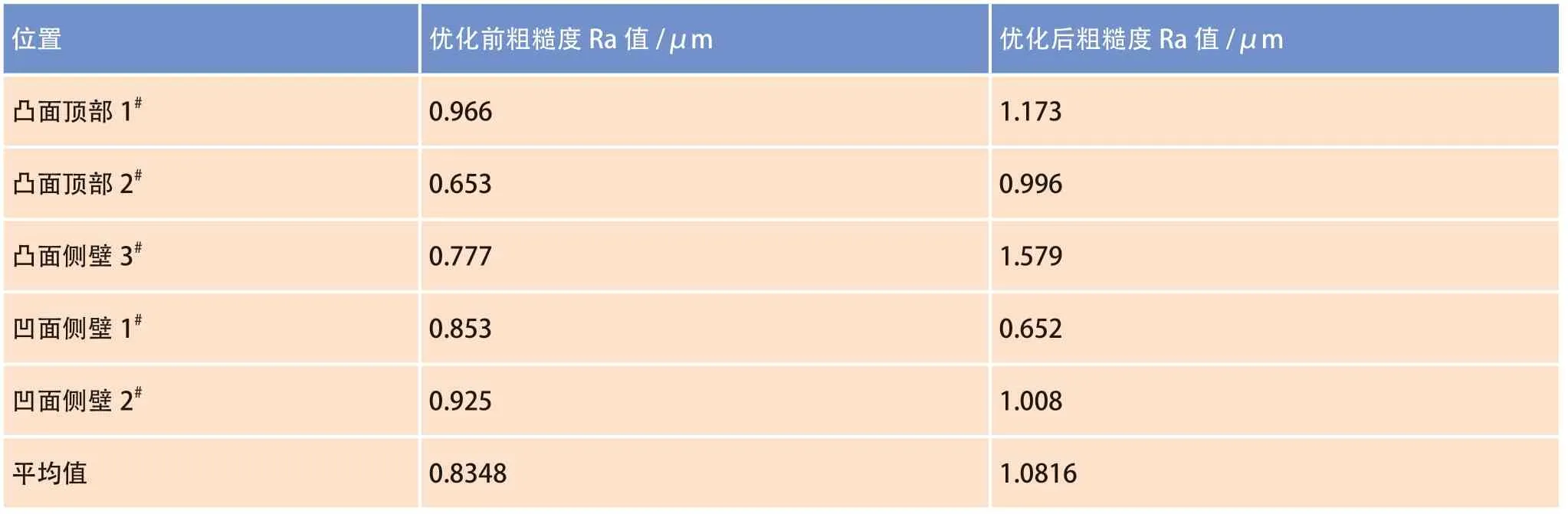
優化行距前后加工粗糙度對比
優化行距前加工粗糙度Ra平均值為0.8348μm,優化行距后加工粗糙度Ra平均值為1.0816μm。
東風日產攜旗下明星車型亮相2018廣州車展,發布會以“此刻,改變一切”為主題,日產智行集大成首款車型第七代天籟ALTIMA中國首發。
結束語

猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
汽車與安全(2019年9期)2019-11-22 09:48:03
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
現代企業(2015年2期)2015-02-28 18:45:09
決策探索(2014年21期)2014-11-25 12:29:50
