三維突變截面預制件的編織工藝
2022-03-23 06:46:14邵國為孫志宏王振喜李雪清
東華大學學報(自然科學版) 2022年1期
關鍵詞:編織
邵國為, 孫志宏, 王振喜, 王 兵, 李雪清
(1.東華大學 a.機械工程學院,b.紡織裝備教育部工程研究中心, 上海 201620;2.航宸石家莊新材料科技有限公司,河北 石家莊 051430;3.中國紡織機械協會, 北京 100028)
三維編織技術能夠在厚度上增強復合材料,并且能夠適應各種復雜截面形狀的立體織物制備工作[1],例如,從管狀結構到實心立體結構,從薄壁工字梁到厚壁火箭噴嘴結構。采用三維編制技術制得的復合材料的紗線交織模式和結構橫截面形狀多種多樣。這些優勢使三維編織復合材料在航空航天工業、醫療裝備等特殊領域得到日益廣泛的應用[2-5]。目前這些應用涉及的三維編織結構件均是等截面結構或漸變截面結構,而三維突變截面結構的編織工藝尚有困難。
專家學者先后提出多種異形截面結構件的編織工藝設想,目前主要有行列式法和旋轉法。行列式法在變截面編織成型工藝上的應用主要集中在漸變截面結構織物的編織[6-7],通過改進攜紗器[8-10]的結構來達到漸變截面結構織物編織的目的,生產效率得到提高,但是改進的攜紗器尺寸過大,致使編織相同尺寸的織物時參與編織的紗線數量大大減少。目前的三維旋轉編織機采用步進式旋轉法,紗錠每次旋轉至紗線的交叉點處時都需要停轉判斷交叉點處是否需要交換錠子,編織效率較低。Schreiber等[11-12]開發了兩代六角形三維旋轉編織機,并拼接了各種等截面結構的三維編織織物的軌道,但未涉及可實現變截面三維織物的編織工藝。Tsuzuki等[13]應用角輪式三維旋轉編織技術實現了“J”型、“T”型與工字型等多種等截面三維織物的編織。Yordan[14-15]分析了等截面三維編織織物的軌道拼接及其錠子不干涉布置方式,同樣未提及變截面編織方面的具體成型工藝。Yu等[16]研究了基于角輪式的二維旋轉編織技術及編織成型過程中的錠子不干涉理論。袁天行等[17]分析了無結網網狀織物的編織工藝,但是其織物截面結構為圓形結構間的突變。
以上所述編織物均可在1臺方形旋轉編織機上實現。方形旋轉編織機為特種形式的角輪式三維旋轉編織機,其軌道花盤為方形,且葉輪和變軌轉盤數量更多。本文運用軌道變換法在方形旋轉編織機上拼接成軌道,采用“10”錠子排布方式避免錠子間發生干涉;分析軌道拼接機理并對突變截面三維編織預制件的紗線路徑進行仿真,最后進行實物編織。
1 基于軌道變換法的軌道拼接機理
基于軌道拼接技術和旋轉式編織技術研發的多功能編織試驗研究裝置如圖1所示。其采用64個4槽口角輪,以8×8陣列布置在軌道花盤上,角輪為錠子運動的驅動源件。112個變軌裝置分布在每相鄰兩個葉輪中間以實現軌道的拼接變換。具體流程為:先根據織物截面形狀計算錠子走向,避免錠子發生碰撞;然后在計算機程序的控制下實時變換軌道編織方案,實現各種截面三維織物的編織成型。此裝置不僅可以編織三角形、矩形、口字型等截面結構的定截面和薄壁織物,還可在不停機的情況下編織三維漸變截面以及三維突變截面結構織物。
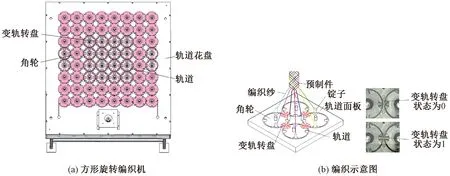
圖1 三維方形旋轉編織機及其編織示意圖
圖2為2行×2列(2×2)角輪布置的軌道拼接示意圖,其中:帶圈數字表示圖1中的錠子,帶旋轉符號的十字符號表示角輪,角輪四周的直線代表狀態為0(軌道路線堵死)的變軌轉盤。初始位置時變軌轉盤的狀態全部為0,即軌道全部斷開,錠子只能在角輪槽口內繞角輪自轉,此時將圖2(a)內部4個變軌轉盤的狀態全部變為1(軌道路線重新連接),同時角輪驅動錠子旋轉角輪45°(見圖2(b)),由于圖2(b)所示的內部位置處軌道連通,錠子03、12、33與42分別轉到相鄰的角輪處(見圖2(c)和(d))。若是需要將軌道路線堵死,將圖2(d)中的角輪再旋轉45°,并使圖2(d)所示內部位置的變軌轉盤狀態重新變為0即可。
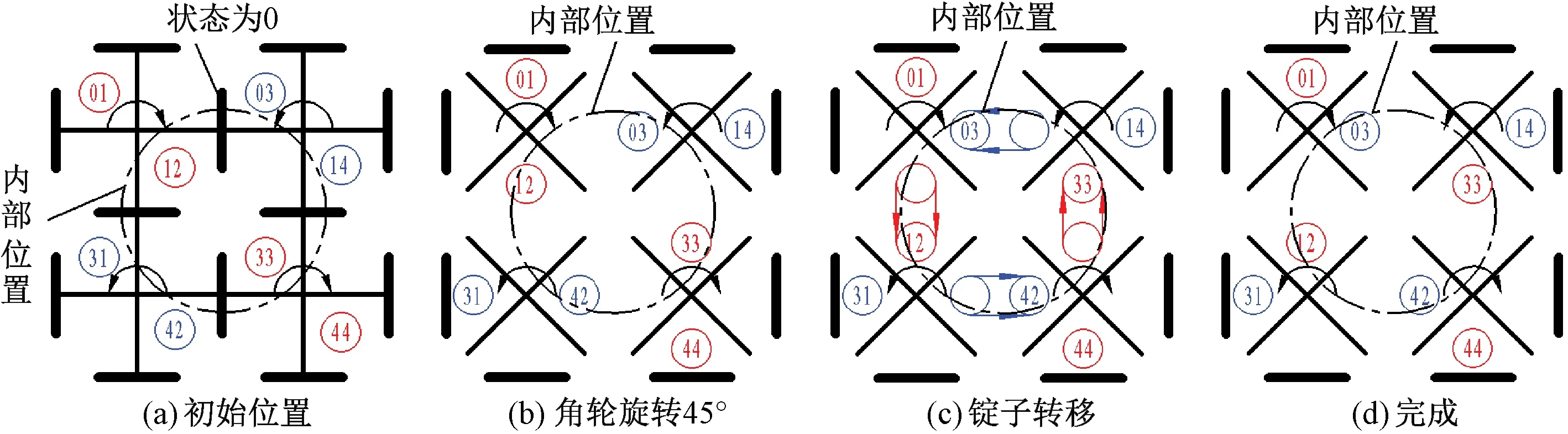
圖2 2×2角輪布置的軌道拼接示意圖
圖2所示的2×2角輪布置軌道中錠子布置采用較為常用的“10”排布[14](見圖3),錠子“10”排布表示錠子的排布周期為2,當周期內的錠子在第1個槽口處有錠子時記為“1”,在第2個槽口處沒有錠子時記為“0”,然后依次循環進行錠子排布。由于錠子排布周期為2,因此軌道中不存在錠子干涉問題。

圖3 基于軌道變換法的加紗示意圖
2 基于軌道變換法的錠子運動過程
2.1 基于軌道變換法的紗線編織操作
圖3為基于軌道變換法的加紗示意圖,其中,“2×2”“4×4”為軌道花盤上的角輪排列形式,分別表示“2行×2列”“4行×4列”。對編織軌道花盤和變軌轉盤做簡化處理,并用兩種顏色區分錠子。初始狀態的錠子按照半滿(每個角輪最多攜帶兩個錠子)狀態布置在每個角輪的槽口中,以確保有最多的紗線參與編織;初始狀態時變軌轉盤的狀態全部為0(軌道全部斷開),當角輪開始轉動后,角輪槽口內的錠子只能繞所在角輪轉動,使得該角輪上兩個錠子各自攜帶的一根紗線相互纏繞。
執行編織任務時,根據預制件的截面形狀將初始位置狀態時相應截面形狀內的變軌裝盤狀態變換為1(圖3(b)~(d)),形成截面需要的軌道交叉形式,即截面形狀內的軌道由斷開狀態變為連通狀態,只需在角輪轉動到初始狀態時變換截面內相應位置的變軌轉盤狀態(采用舵機控制,舵機額定轉速為6.16 rad/s),即可執行下一個編織任務(角輪的轉速為6.19 r/min)。而預制件截面形狀區域外的變軌裝盤保持初始狀態,其每個角輪上兩個錠子帶動相應紗線在角輪自轉驅動下相互纏繞。
當編織橫截面形狀沿編織方向連續變化的織物時,只需在錠子運動至變軌轉盤的45°方向(見圖2(a))時,將截面形狀區域內的變軌裝盤狀態變換為1(軌道連通狀態)即可。
錠子進入變軌轉盤位置前后的示意圖如圖4所示。當錠子處于變軌轉盤區域外時,變軌轉盤的轉動不受限制(見圖4(a));而當錠子處于變軌轉盤區域內時,錠子就像銷釘一樣使變軌轉盤與軌道花盤連接在一起無法轉動(見圖4(b))。因此,只有錠子運動至偏離變軌轉盤區域時,變軌轉盤才能自由旋轉,軌道才能正常拼接。
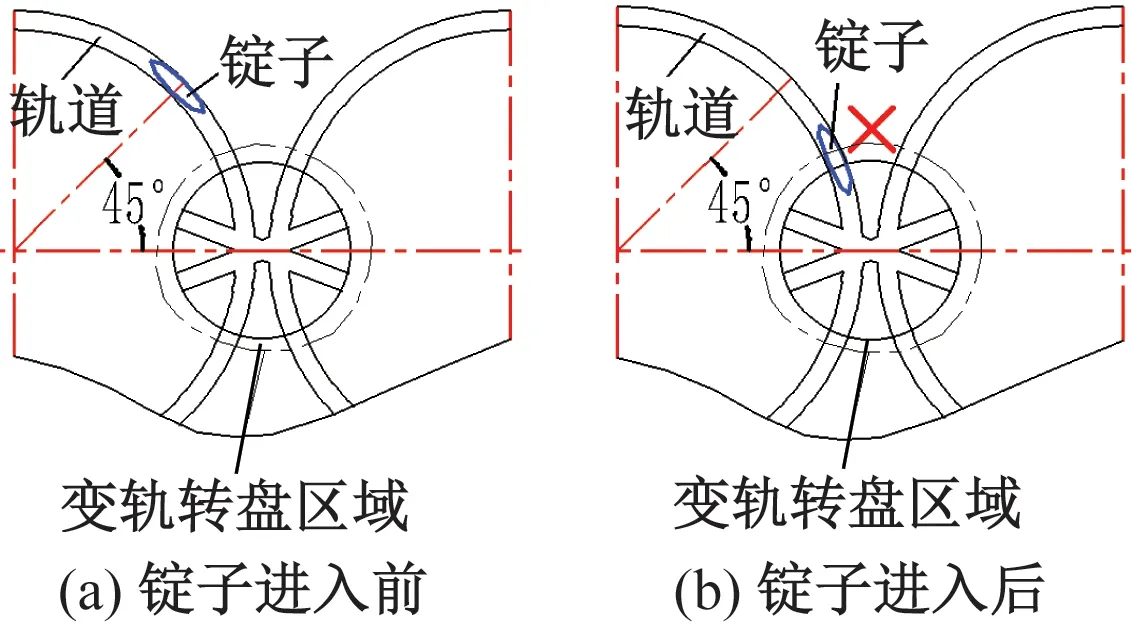
圖4 錠子進入變軌轉盤所在區域前、后示意圖
預制件截面形狀逐漸縮小(減紗)的工藝流程與圖3的加紗操作相反,其是將預制件截面形狀區域外的相應變軌轉盤的狀態變為0,使區域外的軌道斷開,從而減少參與預制件截面形狀內編織的紗線,而預制件截面形狀區域內的紗線相互編織成型,最終完成編織作業。
2.2 軌道變換過程中的紗線數量加/減規律
由圖3可以看出,當三維編織物的截面形狀逐漸增大時,每次增加的紗線數量根據所增加的參與編織的角輪數量而定。從初始狀態變為編織2×2矩形(截面形狀)三維織物時,增加3個角輪參與編織,則增加的紗線數量為6(增加參與編織的紗線數量)=2(倍數)×3(增加的參與編織的角輪數量)。以此類推,當編織截面形狀逐漸增大的三維織物時,需要增加的紗線數量(N+)與增加的參與編織的角輪數量(nh+)的關系為N+=2nh+;當截面形狀逐漸減小時,其每次減少的紗線數量為N-=2nh-,nh-為減少的參與編織的角輪數量。
3 突變截面編織實例
3.1 矩形-圓形-矩形截面三維立體編織工藝
圖5為截面形狀突變的三維編織試件。該突變截面不僅截面面積變化,截面形狀(矩形-圓形-矩形)也在變化,其中上、下兩個矩形截面面積相等。在編織過程中,試件在截面P1與P2之間的截面形狀為矩形,截面P2與P3之間的截面形狀為圓形,截面P3與P4之間為矩形。
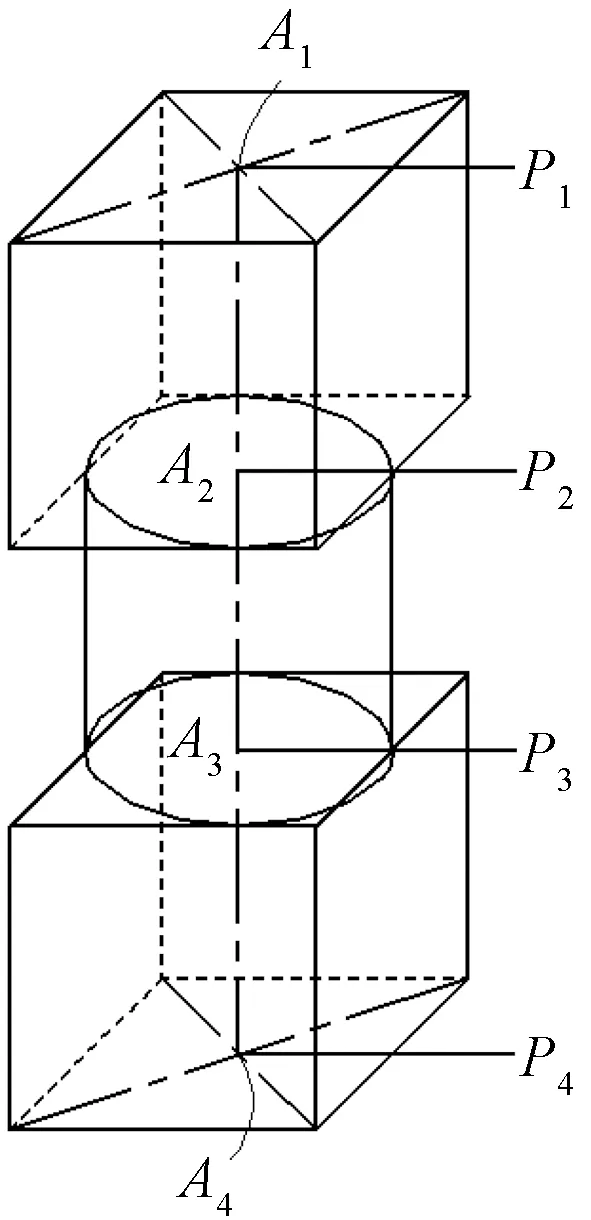
圖5 突變截面三維編織試件
圖5所示的三維突變截面試件共有4個截面,其中,截面P2與P3分別為減紗和加紗截面,設定截面P1至P2之間編織的紗線數量為N0,N0=2nhr,nhr為截面P1與P2之間參與編織的角輪數量。當編織至減紗截面P2時,參與編織的紗線數量為N1,N1=2(N0-nh-),nh-為編織機編織至截面P2時,減少的參與編織的角輪數量。而編織至加紗截面P3時,參與編織的紗線數量為N2,N2=2(N1+nh+),nh+為編織機編織至截面P3時,相對于截面P2增加的參與編織的角輪數量。
3.2 紗線路徑擬合
擬合前的突變截面三維編織預制件的紗線路徑仿真圖如圖6所示。圖6中三維變截面立體預制件中紗線的空間路徑為折線,無法體現紗線之間的真實交織情況,且其矩形截面與圓形截面處的區別不明顯。
圖6 擬合前的突變截面三維編織預制件的紗線路徑仿真圖
基于MATLAB軟件中的樣條指令csaps(x,y,p)對圖6所示的紗線空間路徑進行平滑處理,其中,x、y為位置點坐標,p為權因子,0≤p≤1。
式中:w為權重,默認為1。D2f為樣條函數csaps(x,y,p)在xi處的二階導數,根據原始空間路徑的x,y,z數值,分別將z與x、z與y擬合,其中p=1。
每條空間紗線中的z與x樣條函數中三次多項式的系數用矩陣CPP表示。
從而得到表示每個樣條曲線的多項式s(z):
式中:ai,bi,ci,di(i=1,2,…,7)對應7個分段三次多項式的系數。
然后,利用函數xi=ppval(csaps(x,z,p),zi)與yi=ppval(csaps(y,z,p),zi)分別對z與x、z與y進行插值處理。插值后的紗線軌跡曲線如圖7所示。從圖7(b)的投影視圖A中可清晰分辨出突變截面三維編織預制件中的矩形截面與圓形截面。
圖7 擬合后的突變截面三維編織預制件的紗線路徑仿真圖
編織完成后的預制件如圖8所示,中間部分的減紗區域(圓柱體區域)存在未參與編織的紗線,可將這些紗線剪掉。由于減紗后三維突變截面編織預制件內部的紗線間仍為六面約束,預制件多余紗線的剪除不會對其整體使用功能產生影響[9]。
圖8 突變截面三維編織物
3.3 三維突變截面編織織物整體尺寸計算
如圖1所示的方形旋轉編織機有64個角輪,按8×8排布在軌道花盤上。角輪采用直徑為90 mm的四槽口角輪形式;變軌轉盤的直徑為37 mm,高度為27 mm;編織機的整體尺寸為1 200 mm×1 200 mm×1 800 mm;共有128根紗線紗線可以用于三維突變截面編織物的編織;每個攜紗器攜帶的紗線長度為15 000 mm。在根據軌道變換法拼接而成的軌道中,錠子攜帶紗線在軌道中運動,參與三維突變截面預制件編織的紗線相互交織,從而得到三維突變截面預制件在擠塞條件下的宏觀尺寸,涉及預制件的長度T與寬度W、紗線在擠塞條件下橫截面的寬度2b以及任意兩相鄰的平行紗線的距離2a,三維突變截面編織物成型后的紗線橫截面為菱形,此時滿足a=b[18]。具體表達式如式(1)~(4)所示。
(1)
(2)
(3)
(4)
選用尼龍繩對三維突變截面織物進行編織,尼龍繩在擠塞條件下的截面為菱形形狀[18],此時,其橫截面的寬度為2b=3 mm,其截面面積為S=28.274 mm2。可得到三維突變截面編織物的矩形截面的長度和寬度為T=W=30 mm,圓形截面直徑為25 mm。
4 結 語
提出一種可實現三維突變截面織物編織的軌道變換法,并以2×2角輪布置的軌道為例,分析基于軌道變換法的軌道拼接機理。2×2角輪布置的軌道中錠子布置采用常用的“10”排布,不需要對錠子之間進行復雜的干涉計算。 通過分析基于軌道變換法的錠子運動,給出了三維編織物截面形狀突變時的加紗或減紗操作過程,得到了軌道變換過程中參與編織的紗線數量變化規律,即參與編織的紗線變化的數量始終是參與編織的角輪變化的數量的2倍。對三維突變截面編織物結構的紗線運動路徑進行仿真,并在方形旋轉編織機上進行編織。結果表明,基于軌道變換法的三維突變截面織物的編織工藝具備可行性,且操作過程簡單。
猜你喜歡
作文周刊·小學一年級版(2025年8期)2025-04-08 00:00:00
環球時報(2022-11-03)2022-11-03 05:18:49
少兒科學周刊·兒童版(2022年10期)2022-06-27 16:36:06
保健與生活(2022年7期)2022-04-08 21:33:36
現代裝飾(2020年11期)2020-11-27 01:47:36
少兒美術(快樂歷史地理)(2019年6期)2019-10-12 08:21:30
啟蒙(3-7歲)(2019年5期)2019-06-27 07:24:54
家庭影院技術(2018年4期)2018-05-09 07:07:54
Coco薇(2017年7期)2017-07-21 07:16:04
創新作文(小學版)(2017年33期)2017-04-04 02:02:20
