一條自動化V 法鑄造生產線
2022-03-29 02:24:08楊長春朱曉霞黃福禎
中國鑄造裝備與技術 2022年2期
楊長春,朱曉霞,黃福禎
(青島盛美機械有限公司,山東青島 266400)
V 法造型是一種真空密封造型鑄造方法,又稱負壓造型。是用細干砂作型砂,填入砂箱并加以緊實,用塑料薄膜經加熱后在帶有通氣孔和抽氣裝置的模樣上覆膜成型,密封砂箱,并依靠真空泵抽出型內氣體,在一定的真空度下砂粒之間失去相對運動從而使砂子得到緊實,形成所需的型腔;這是一種物理造型方法,也是目前最先進的鑄造方法之一。V 法造型目前應用的生產線形式有臺車穿梭式、轉臺式、輥道組合式等三種,其中臺車穿梭式主要以半自動化為主,轉臺式、輥道組合式大部分已經發展成為自動化線。
1 自動化V 法生產線的基本情況
1.1 自動化V 法生產線的定義
自動化在機械行業的定義很廣,解讀空間也很大,作為行業細分領域的V 法鑄造,一條自動化生產線應該符合以下幾個標志:自動覆膜(包含底膜、背膜);可實現機器人噴涂、機器人下芯;扣箱、起模、解箱、取工件實現自動;全線轉運在線上進行(在線澆注)、過程中不需要人工切換真空等;效率:≥6 型/h;可以對V 法運行各個工序進行數據采集,可以成功對接企業管理軟件;綠色、環保、超低排放。
1.2 自動化V 法生產線在中國的發展
國內V 法自動化市場受工藝和裝備的制約,發展速度較慢,已投產生產線(見圖表1),其中以生產灰鐵浴缸為主。

表1 國內已經投產的自動化V 法生產線
自動線經過近幾年的發展,已經由原來依靠進口,全部實現了自主研發、制造,無論從生產線布局、工藝技術、產品制造等各個方面都實現了國產化,大大降低了設備成本,得到了很多客戶的青睞。
1.3 自動化V 法生產線是發展趨勢
制造業在智能制造的浪潮下也積極轉型,自動化、數字化、智能化水平大大提高,各行業領軍企業越來越重視生產設備的數據采集和車間聯網,設備數據可視化程度顯著提高。未來制造業的發展是以信息技術革命性突破為基礎,反映了工業經濟數字化、信息化、智能化、網絡化的發展趨勢,建設數字化車間、構建智能工廠、實現智能制造。多數制造企業,數據采集靠筆、數據處理靠人、分析靠經驗,設備管理維護、人員知識結構仍未實現全配套,面對真正意義上的智能制造還有非常大的距離,所以迫切需要鑄造智能化。
2 自動化V 法生產線的基本情況
我公司同國內某知名工程機械廠歷經9 個月的交流,達成戰略合作,雙方集合自身優勢,借鑒行業成功案例,研發、制造一條自動化、智能化的V 法鑄造生產線。
2.1 項目概述
此條V 法生產線主要用于鑄鋼橋殼的生產,在滿足V 法鑄造工藝的特殊性基礎上,主要涉及的是砂處理、造型、澆注冷卻、落砂、全線散落砂收集、除塵、真空等工部的設備和工裝,輔以電控、氣控、液壓、水控等控制工部,整體項目規劃理念先進,選用可靠設備、所應用技術成熟、工藝成熟,布置流程清晰、優化、合理、物流通暢、緊湊、維修方便。同時我們特別注重節能、環保、安全三個要素,設備能夠實現可視化、數字化、智能化運行,可以實現與MES 控制軟件的對接。
2.2 自動化生產線工藝技術要求
2.2.1 生產要求
主要產品:橋殼;熔煉能力:6t 電爐;澆包:6t底注鋼包(使用自動澆注機);工作制度:251 天/年、雙班制:每班8h。
工藝要求見表2 所示。

表2 工藝要求表格
2.2.2 主要設備參數
砂處理能力:40t/h;新砂的微粉含量:≤0.5%(200 目以下);舊砂回收利用率:≥95%;砂庫砂微粉含量:≤1%(200 目以下);循環用水量:200m3/h ;水壓:0.15MPa~0.30MPa;壓縮空氣耗氣量:28m3/min,供氣壓力:0.4MPa~0.6MPa;液壓系統工作壓力:10MPa(標準礦物液壓油);粉塵排放:≤20mg/m3,總風量:130000m3/h;設備噪聲:≤85dB/A。
2.3 主要工藝流程
2.3.1 造型工部
造型工藝流程(如圖1 所示):模型進入1#造型輥道先到達①覆膜位:模具清掃、覆膜器取膜、加熱、覆膜,模型到②粘貼冒口位:人工粘貼冒口,模型到③預留粘貼冒口位:根據冒口復雜程度使用,模型到④噴涂位:人工(預留機器人接口)噴涂,模型到1#造型轉運車上⑤扣空箱位:機械手扣箱,模型通過2#造型轉運車轉入2#造型輥道,模型到⑥烘干位:烘干罩進行烘干,模型到⑦預留烘干位:根據工藝需要決定使用、人工放冷鐵,模型到⑧加砂位:自動加砂震實,模型(砂型)到⑨覆背膜、起冒口位:人工刮平覆背膜、起冒口(上箱),模型到2#造型轉運車上⑩起模工位:起模機械手動作起模、翻轉、將下箱放置到托盤小車上(同時模型旋轉進入1#造型輥道進行造型),人工夾具下芯,上箱起模機械手動作起模、翻轉、檢查、合箱,合箱轉運車可分別行走至1#、2#、3#澆注線,鑄型移動至澆注線進行澆注。
兩種標準下均顯示男性HHT患病明顯高于女性,且隨年齡增高,H型高血壓發病越高,這與國內為研究結果一致。尤其是以≥10μmol為標準時,80歲以上高血壓患者均為HHT。研究顯示當人體血漿HCY水平降低3umol/L時,心肌缺血的風險則相對降低16%,腦血管疾病發生率可降低約為24%(3)。
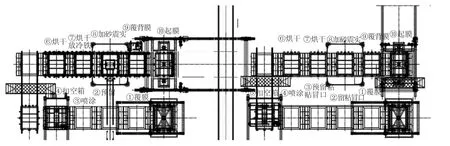
圖1 造型工藝布局
2.3.2 澆注冷卻工部
澆注冷卻工部工作流程為:鑄型帶真空可以分別進入1#、2#、3#澆注線進行澆注,保壓、冷卻然后轉運至冷卻轉運車進入冷卻線。
設計3 條澆注線,每條12 個工位可進行澆注、保壓,為保證造型效率,減少人工輔助,改善勞動環境,采用固定真空梁和移動真空梁在澆注和轉運過程中保持真空。設計3 條冷卻線,共36個工位。
2.3.3 解箱工部
解箱的工作流程為:鑄型轉運至落砂轉運車進入落砂線,解箱機械手(帶真空)將鑄型轉至解箱間:開箱,解箱機械手將砂箱放置在回空箱輥道上,進入造型工部,托盤小車經過回轉進入造型工部。
2.3.4 鑄件冷卻工部
鑄件開箱后由取工件機構鑄件其轉入鑄件冷卻托板車中自然降溫,動作流程:在1#冷卻線1#冷卻托板轉運車將冷卻托板車向右推動到2#冷卻托板轉運車,2#冷卻托板轉運車轉運到2#、3#冷卻線,2#冷卻托板轉運車向左推動將托板車轉運到1#冷卻托板轉運車,在鑄件振動清理機位啟動:振動落芯,鑄件吊起裝置吊起鑄件清理芯砂,繼續振動直至芯砂基本清理干凈,芯砂傾倒裝置啟動,將鑄件冷卻托板車中的芯砂傾倒出來。
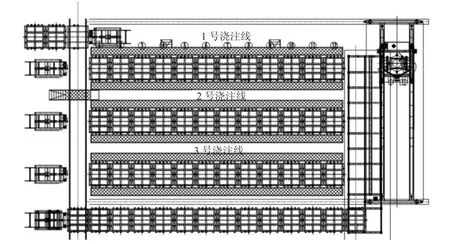
圖2 澆注冷卻工藝布局

圖3 鑄件冷卻工藝布局
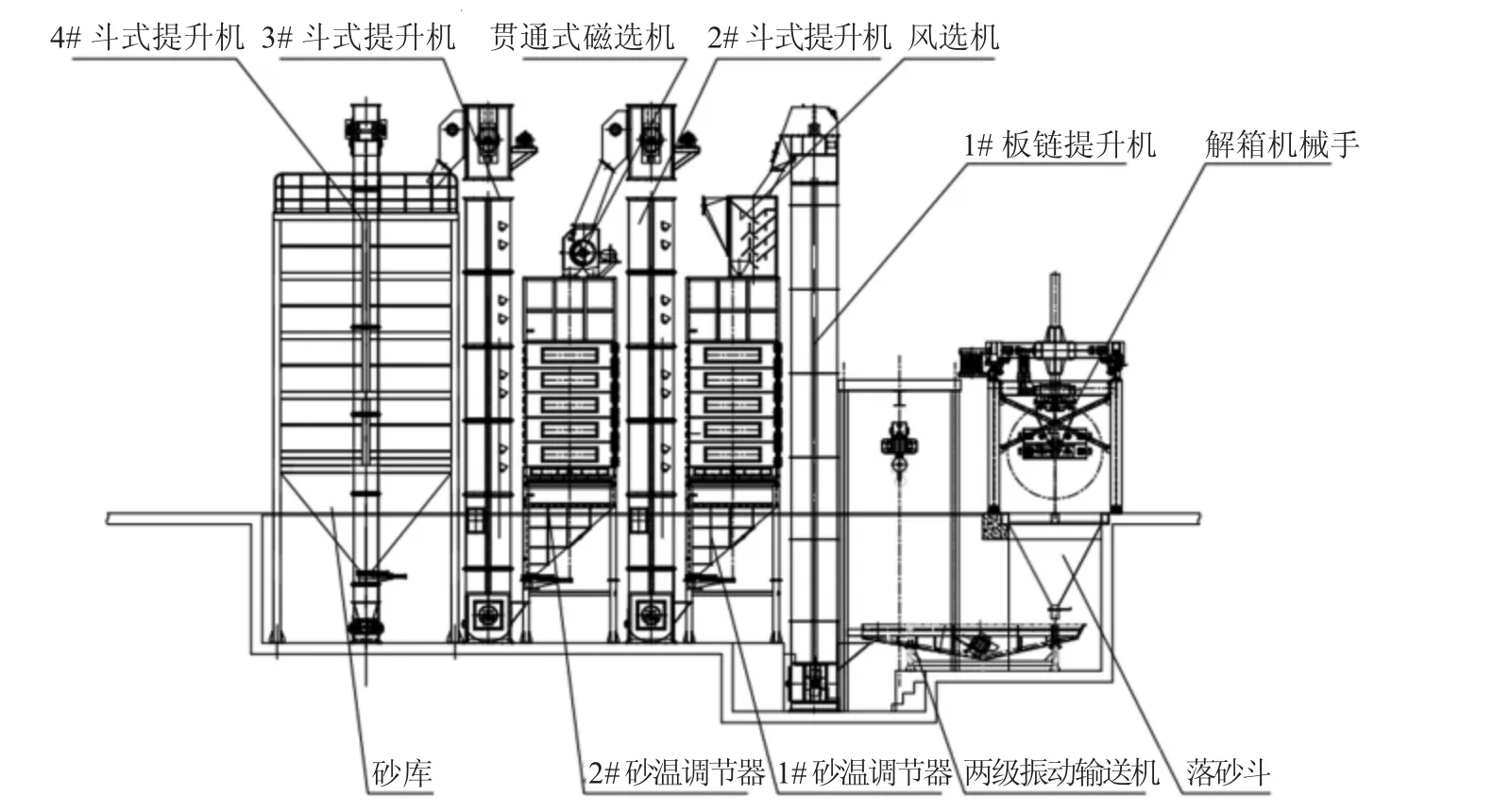
圖4 砂處理工部
2.3.5 砂處理工部
砂處理工部的工作流程:機械手將澆注后的砂箱吊運至落砂格柵上方,自動取底膜機構取底膜,鑄件落至落砂格柵車上,機械手將砂箱放回定盤小車上,同時:型砂落到落砂格柵上依次進入落砂斗、振動輸送篩砂機、1#板鏈提升機、風選機、1#砂溫調節器、2#斗式提升機、貫通式磁選機、2#砂溫調節器、3# 斗式提升機、1# 皮帶輸送機、砂庫、2#皮帶輸送機、4#斗式提升機、造型砂庫。在起模、刮砂覆背膜等工位設置散落砂收集裝置,主要有收集斗、收集皮帶機、提升機等。
3 V 法生產線的智能化體現
3.1 專業技術要求
(1)過程數據(例如:溫度、流量、壓力、重量、電流、電壓等)必須嵌入到工業平板控制系統。
(2)可變數據(例如:各個工位的砂箱碼、產品條形碼、過程數據等)必須集中到同一個DB 塊,方便中控室上位機訪問。
(3)工業平板的組態界面要形象的襯托出生產線的工況狀態,顯示故障信息、砂箱扭轉記錄、關鍵數據曲線、工藝參數的調整,并可對生產線的每個設備進行手動操作等。
(4)盡量減少現場儀表的數量,集中用電控系統控制。
(5)設置專用的智能設備的網絡地址區域。
3.2 配置要求
(1)根據本套造型線工藝要求,本電氣控制系統采用可編程控制器控制,PLC 機選用西門子產品,其他主要低壓電器采用施耐德或西門子產品。
(2)本套造型線設有工控機1 臺。實現現場工人操作出錯時進行生產計劃更改、上報。
(3)本控制設有手動/自動控制功能。
3.3 控制工藝及設計方案(總體規劃,逐步實現)
本系統主要包含:砂處理電控、造型線電控另外還要往甲方提供的砂處理水控系統、除塵系統、鑄件冷卻系統、真空泵電控系統、真空泵水控系統引進控制線;與甲方MES 系統相對接的工控機等。
3.3.1 砂處理系統電控
砂處理系統主要是控制我方提供的單機設備,將信號線接入甲方提供的砂處理除塵系統、砂處理水控系統、鑄件冷卻系統。砂處理提供數據信號:砂溫調節器顯示實時砂溫,如砂溫超過設定溫度范圍,系統內報警;水控系統進出水口處實時水溫,若超過設定溫度范圍,系統內報警。
3.3.2 造型、澆注、冷卻系統電控
造型、澆注、冷卻系統將信號線接入甲方提供的造型除塵系統、澆注除塵系統、真空泵電控系統、真空泵水控系統。
(1)甲方MES 系統在造型時對模片進行掃碼記錄、對相應砂箱也進行掃碼記錄,并在車間大屏顯現相應信息,每次砂箱移動都記錄模擬運行軌跡,并顯示到甲方MES 系統的大屏幕上。
(2)澆注機有獨立的西門子200 smart PLC,我方造型線系統將待澆砂箱軌跡上報甲方MES系統,甲方MES 系統根據生產計劃回傳到澆注機需要澆注的砂箱信息,澆注機根據接收信息對需要澆注的砂箱進行預成像掃描,找準澆注口位置,退回到初始位等待澆包上位,同時將需要澆注的砂箱信息回傳到造型線系統,并將信號傳遞到真空分配器。澆注機接到澆包后啟動澆注開始按鈕,同時真空泵接收到啟動信號,真空穩定后,真空分配器按程序開啟,澆注前按澆注機系統提供的澆注前保壓時間計時,真空壓力正常時才能澆注。澆注完成后,按澆注機系統提供的澆注后保壓時間計時,到保壓時間真空分配器自動關閉。
(3)澆注機控制系統應具備整體稱重功能,稱重精度控制在1kg 以內,可實現定量澆注,可實現特定產品澆注鐵水重量運算,以及特定產品需水重量MES 反錄入功能。
縱觀國內、外各種鑄造生產線發展的趨勢是自動化、智能化,我國V 法自動化線發展十分緩慢,這源于部分企業對V 法工藝和對自動線的認識問題,究其核心是我們大部分從業人員對V 法工藝、裝備的研究還沒有達到一定的深度,這就需要我們立足本職、開拓性的研究與探索。V 法工藝的優勢不僅能在傳統鑄件領域得到進一步發展,在許多新的產品領域依然可以發揮優勢,作為發展趨勢的自動化、智能化生產線也將會被越來越多的人和企業接受。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(2019年12期)2019-12-25 03:06:46
世界農藥(2019年2期)2019-07-13 05:55:12
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
