殘碳流化床鍋爐物料燃燒特性研究
2022-04-07 12:31:46馬軍朝
電力勘測設計 2022年3期
關鍵詞:系統
馬軍朝
(中國能源建設集團西北電力試驗研究院有限公司,陜西 西安 710032)
0 引言
粉煤灰和煤氣化渣是國內煤炭能源利用過程中產生的兩種典型燃煤固體廢物[1];在循環流化床氣化爐中,殘碳是指煤氣化產生的固體廢棄物。殘碳一般作為工業廢物進行簡單加工后再利用,其利用價值較低,極少部分利用在電站鍋爐的燃料摻燒中[2]。殘碳的摻燒利用方式一般為摻燒在煤粉爐中,目前已知的大參數電站鍋爐中,摻燒比例不大于35%。
國際首臺采用殘碳作為主燃料的循環流化床鍋爐(以下簡稱“殘碳鍋爐”)應用于江西某工程項目中,是電站鍋爐清潔能源再利用的重大突破,對于化工行業中氣化爐的氣化飛灰處理及利用具有重大意義。然而目前殘碳鍋爐相關文獻極少,使得殘碳鍋爐在燃燒試驗時,存在很多未知危險區域。本文在此以某殘碳鍋爐項目為例一并分析匯總。
1 依托項目鍋爐介紹
江西某清潔能源燃氣殘碳工業一體化項目,其氣化爐通過消耗燃煤,為周邊建筑陶瓷產業基地內的陶瓷企業供應清潔的工業燃氣。氣化爐制造燃氣過程中產生的殘碳,主要用于殘碳鍋爐,充當其主燃料。
1.1 鍋爐參數
殘碳鍋爐為循環流化床型鍋爐,設一次風機、二次風機、引風機各1臺;高壓流化風機2臺,返料裝置2套;最大連續蒸發量130 t/h;過熱蒸汽壓力13.7 MPa、溫度571 ℃;再熱蒸汽(出口)壓力3.71 MPa、溫度571 ℃;設計殘碳燃料耗量20.856 t/h。床溫測點布置共計12只,自爐左至爐右平均分為4組;每組3個測點,自爐前向爐后均等布置。
1.2 燃料系統
燃料系統包括1套燃煤系統和1套為殘碳燃料系統。燃煤系統的燃料通過前墻布置的3臺給煤機給煤,使燃煤進入爐膛,用以鍋爐的啟/停;殘碳燃料系統燃料通過氣力輸送,由返料器下降段的上部輸入,用以鍋爐的正常運行。殘碳的灰熔融特性見表1所列,元素分析見表2所列,工業分析見表3所列。

表1 殘碳的灰熔融特性℃
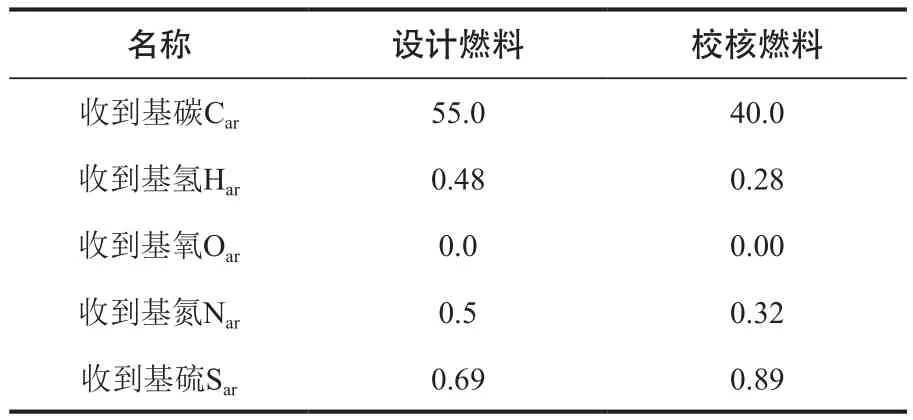
表2 殘碳的元素分析?%
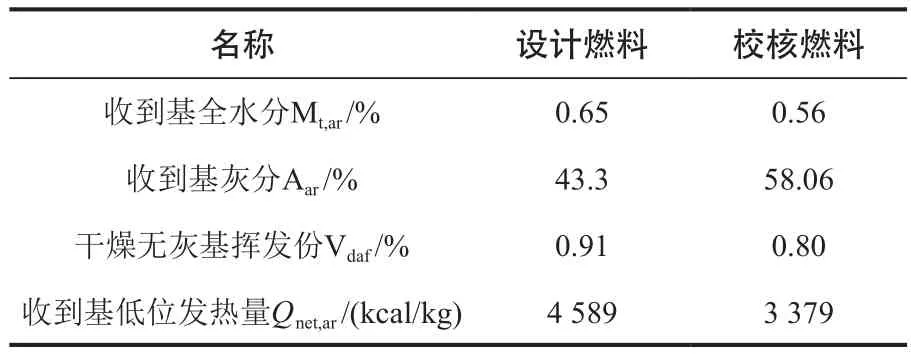
表3 殘碳的工業分析?
1.3 殘碳系統
殘碳系統分為兩部分:外圍殘碳系統和爐本體殘碳系統。前者包括工業氣化爐至灰庫的殘碳輸送系統管路(輸送氣源為氮氣)、存儲飛灰的中間灰庫和灰庫相關設備;后者包括殘碳給料系統和循環物料(循環灰)排放系統。
殘碳給料系統的作用是向爐內提供殘碳燃料:其主要設備包含殘碳緩沖倉、星型給料機系統(一、二級給料機中間設置緩沖倉)以及氣力輸送管路系統(輸送氣源為壓縮空氣)。
循環灰排放系統為殘碳鍋爐運行時必須外排的循環灰系統,包括正常放灰系統和緊急放灰系統兩部分。正常放灰系統的布置方式為:在每個返料器底部的布置1路放灰管路,2路匯合后,呈“Y”形進入緩沖倉,再進入水冷式冷灰機,最后由氣力輸送系統送至灰庫。緊急放灰管路布置在兩個返料器底部,排放至冷渣器。
1.4 殘碳鍋爐相關MFT聯鎖保護
鍋爐設計燃料為煤化工項目氣化爐產生的飛灰(殘碳),氣化細粉灰粒徑為0~40 μm。
機組正常運行時,鍋爐的主燃料為殘碳燃料,殘碳通過壓縮空氣氣力輸送至爐內,在氣力輸送閥關閉時,切斷燃料。
主燃料跳閘(main fuel trip,MFT)觸發聯鎖:在燃料僅為殘碳時,當2路殘碳氣力主輸送閥有過“開到位”記憶,且氣力輸送閥都在關閉位置時,延時2 s,觸發MFT“全燃料喪失”保護。
MFT聯動殘碳系統設備包括三部分:“保護關”殘碳氣力輸送系統主輸送氣動閥;“保護關”殘碳氣力輸送系統吹掃氣動閥;“保護停”殘碳系統一級、二級星型給料機。
1.5 殘碳燃料投運方式
鍋爐啟動時,通過燃燒燃煤,使鍋爐床溫達到殘碳允許投入的溫度,一般為850~900 ℃。
殘碳投入后,逐步減少燃煤量,增加殘碳量,最終實現全部燃料為殘碳。鍋爐計劃停爐時加入燃煤,逐步替換掉殘碳燃料,至全部替換為燃煤后,按照規程停爐。
2 殘碳鍋爐物料燃燒分析
2.1 殘碳燃燒特性
2.1.1 判斷殘碳是否燃燒
爐膛中、上部溫度測點是判斷殘碳燃料投入后,是否著火燃燒的重要依據。殘碳燃料輸入后,爐膛上部溫度最先顯示上升趨勢,爐膛中部溫度較上部溫度顯示(溫度變化)滯后約1 min,只有中、上部溫度測點持續上升,且幅度大于20 ℃/min時,才認為殘碳在爐內持續燃燒;爐膛上部溫度大于820 ℃時,判定殘碳投運成功。
在運行過程中,殘碳燃料如果沒有燃燒,爐膛中部溫度最先呈現下降趨勢,爐膛上部溫度變化較中部溫度變化滯后約1 min。上部溫度低于810 ℃,且持續向下降,出現此情況表明殘碳在爐膛內未被點燃和未持續燃燒,必須立即停止殘碳系統,防止殘碳燃料繼續被輸送進爐膛。
2.1.2 殘碳在爐膛內燃燒區間及溫度控制
殘碳燃料在爐內燃燒時,燃燒區域主要集中在爐膛中部及上部。鑒于殘碳燃燒區間及殘碳顆粒特性,鍋爐在實際運行中,必須嚴格控制一次風量。如果風量過大,燃燒區間向上移動后集中在爐膛上部,容易出現殘碳在分離器內部繼續燃燒的危險工況。
殘碳的著火溫度在實驗室內測定為880 ℃(床溫測點平均值)。此鍋爐床溫測點布置方式為穿過水冷風室后從床底插入,床溫測點頂部與風帽齊平,由于風帽中流化風的直接沖刷和流化風溫較低的原因,造成測出的床面溫度相對偏低約50 ℃,故在此鍋爐上,推算出殘碳著火溫度約為830 ℃。同時,結合多個殘碳樣的灰熔融性分析,判斷其軟化溫度為1 120 ℃。由此可見,殘碳的燃燒溫度區間較為狹窄 (830 ℃~ 1 120 ℃ )。
殘碳進入爐膛,首先由溫度足夠高的床溫引燃,然后進入爐膛中上部燃燒,為確保殘碳燃燒時溫度能夠控制在830~1 120 ℃,應選取爐膛上部溫度測點作為監控測點:爐膛上部溫度測點顯示溫度低于810 ℃,停運殘碳系統;當溫度顯示大于1 030 ℃時,應立即降低給料機頻率,減少殘碳的出力,以避免出現殘碳在分離器入口及分離器內部由于溫度超過其軟化溫度而導致結焦的情況。
爐膛上部溫度與停運殘碳系統目前沒有聯鎖,后期改造時可以根據溫度顯示值及溫度變化率情況,增加溫度與殘碳系統的聯鎖。如:殘碳投入爐膛1 min后,開始檢測爐膛上部溫度,當溫度低于810 ℃時,如果溫度持續下降時間達到90 s或者溫度已經低于760 ℃時,聯鎖停止殘碳系統。
2.2 殘碳鍋爐床溫偏差問題
2.2.1 床溫偏差情況
鍋爐首次投運殘碳12 h后,床溫測點數據出現了較大偏差,最大偏差幅度達到341.7 ℃,見表4所列。

表4 投入殘碳12?h后床溫顯示值
殘碳鍋爐持續運行,床溫偏差幅度變大,見表5所列。床溫低點為312.5 ℃;床溫中間溫度為516.6 ℃;床溫高點為871.0 ℃。對比采用燃煤為主燃料的流化床鍋爐,分析床溫情況:在燃煤的流化床鍋爐運行時,床溫出現如此大的偏差,原因是床面結焦后,局部床面無法流化所生成的。鑒于燃煤流化床鍋爐的認知,所以在此工況下,容易被誤認為鍋爐爐膛床面處于結焦狀態。
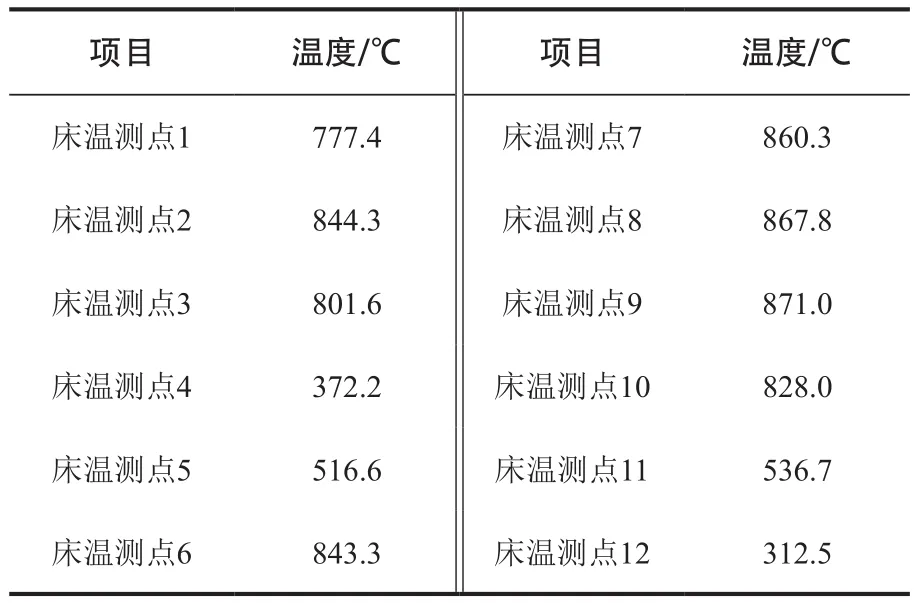
表5 長時間投運殘碳的床溫顯示值
2.2.2 排查相關因素
1)測點顯示準確性判斷
對照床溫歷史曲線,判斷床溫測點的顯示是否準確;通過檢查溫度測點曲線,未發現測點有突變情況,溫度顯示在機組運行過程中,床面溫度隨著工況有升有降,可以判斷溫度顯示是正常的。
2)結焦情況分析
如果有2個及2個以上床溫測點長時間顯示超過890 ℃,這時爐內流化床床面就容易出現高溫焦塊,大約15 min后,在冷渣器就地視窗處能夠目測到小熔融狀的焦塊。在此次的運行過程中,床溫最高點為880 ℃,持續時間僅2 min。同時復查相關記錄,確定機組啟動時,沒有出現低溫焦塊的情況,機組啟動后,也未有結焦情況。
2.2.3 綜合分析
首次投入殘碳,運行一段時間后,才出現此問題,可見床溫的偏差與殘碳的投入關聯較大。殘碳的密度為0.56 t/m3,在殘碳投入后,殘碳燃料投入量逐漸增大,燃煤量逐漸減少,殘碳燃料代替部分燃煤;爐內的循環物料由全部的燃煤循環物料,變為燃煤/殘碳的混合物料,由于殘碳的密度小,在同樣的風量下床壓變小,風帽周圍容易出現床料被局部吹穿的情況。
床溫測點的爐內實際布置情況為:床溫測點穿過水冷風室,布置在流化床底部;床溫測點頂部與風帽齊平,流化風直接吹掃床溫測點工作端。在風帽孔周邊床料被局部吹穿后,測點測量溫度不能夠代表床料的真實溫度。
2.2.4 解決方案
床溫偏差可通過兩種方法解決。
1)增加床料
通過床料添加系統,向爐內加入床料,彌補殘碳燃料代替燃煤燃料后造成的循環物料密度變小的情況;同時通過增加床料,提高床壓。
2)減少一次風量
投入殘碳后,在一次風量、風壓等各參數不變情況下,由于殘碳的密度小,顆粒極小,床料的臨界流化風量變小。一次風量由風量46 000 Nm3/h降至30 000 Nm3/h(鍋爐最大連續出力工況設計一次風量為53 000 Nm3/h)。
2.3 殘碳循環物料特性
2.3.1 高壓流化風(返料風)風壓低
由于殘碳的密度較小(0.56 t/m3)且顆粒極細(0~40 μm),造成殘碳鍋爐長時間使用殘碳燃料時,全部的循環物料由純煤變成煤和殘碳的混合物料,隨著時間推移,殘碳在循環物料中占比會越來越大,最終造成返料風壓偏低。一般對比全部燃料為燃煤的情況下,返料風壓偏低6~9 kPa。比如高壓流化風母管在全部燃料為燃煤時,壓力為25 kPa,同等負荷情況下,在全部燃料為殘碳時,壓力變為16 kPa。
2.3.2 床料變化
殘碳鍋爐采用殘碳燃料長時間運行,排渣系統基本處于停運狀態,燃煤時留存的床料持續消耗,殘碳燃料形成的床料增加。由于物料密度差,需根據床壓變化和床溫偏差值,增補普通床料(由啟動床料系統補充床料);或者啟動給煤機系統,同時投入燃煤,維持一段時間,用以形成床料。
2.3.3 循環物料需外排
殘碳鍋爐運行時,隨著殘碳持續加入,循環物料持續增加,多余的循環物料需及時排出。外排的物料無法經過機組排渣系統排出,只能通過循環灰排放系統排出。
2.4 殘碳燃燒放熱特性及殘碳計量問題
根據大量試驗和設計循環倍率可知,殘碳在爐內釋放熱量的過程為;在循環燃燒時,首輪燃燒大約釋放總熱量的65%,經過分離器循環2~5次后,燃燒釋放出剩余約25%的總熱量,再經過多次循環,最終釋放出剩余10%的熱量。
根據使用要求,燃煤燃料能夠在燃料指令為0%~100%時,對應輸出為0%~100%的煤量,其指令和反饋為一條斜線。而殘碳燃料在投入時,控制燃料量的指令與實際燃料量的反饋線性很差。經分析,主要原因包括:1)氣力輸送不具備線性調節功能;2)殘碳具備流體特性;3)殘碳的顆粒僅40 μm,粒徑很小。所以殘碳在通過星型給料機時,在低頻率轉速下,流體狀的殘碳燃料達不到線性控制的目標。經觀察,給料機處于2%~11%的頻率下,對應燃料量輸入量為總燃料量的10%~50%,處于11%~35%時,輸入燃料量基本不變;處于35%~85%頻率時,燃料指令與實際進入爐膛內的燃料量反饋基本成線性;85%頻率以上,增加頻率指令時燃料量基本不變;燃料指令與實際燃料量跟蹤關系如圖1所示。

圖1 燃料指令與實際燃料量跟蹤關系
在機組投運殘碳時,殘碳流量無監視測點,輸入爐內的殘碳量只能通過燃煤量換算。因此需要增加流量表計,以解決此問題。
2.5 殘碳其他特性及鍋爐注意事項
1)殘碳中水分含量基本為0%,其吸水性強,需要關注系統的防水,防止殘碳吸水后板結;板結部位通常發生在輸送管道及殘碳緩沖倉內壁。
2)由于殘碳粒徑小,在投運后應注意觀察分離器的分離效果,防止出現殘碳捕捉量不足的情況,造成煙道及空預器處殘碳聚集的情況。
3)選擇布袋除塵的機組,應嚴格監視除塵系統前后差壓,預防布袋堵塞后造成引風機負壓抽吸事故。
4)殘碳投運時,應注意給料系統運行的連續性,避免出現給料不連續或者給料突然中斷情況,造成鍋爐燃燒的巨大擾動。
5)投運殘碳燃料時,應注意調節爐膛溫度、床壓床溫、返料等相關參數的控制范圍等。
3 結論
1)殘碳鍋爐能夠實現100%殘碳燃料長時間運行,在電站鍋爐清潔能源方向上有重大意義;
2)殘碳鍋爐床溫偏差特性比較明顯,需注意區別于燃煤燃料的流化床鍋爐;
3)殘碳鍋爐運行時,燃料不同,需注意床溫及流化風量等參數的控制,燃料切換時,一次風流化風量必須調整;
4)殘碳鍋爐運行時,循環灰需根據工況適當排放;
5)殘碳鍋爐采用殘碳燃料長時間運行時,需適當補充床料;
6)殘碳相關MFT聯鎖邏輯為鍋爐新增主保護邏輯,需要進一步共同完善。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32