EA1N 車軸疲勞裂紋的分析
2022-04-11 06:15:08趙東波馮銳孫強中車大同電力機車有限公司
鍛造與沖壓 2022年7期
關鍵詞:裂紋
車軸是軌道交通機車車輛的關鍵零部件之一,其安全性直接關乎整車的安全。因此,保證車軸具有優(yōu)異的性能十分必要。EA1N車軸鋼是歐洲鐵路車軸廣泛應用的一種車軸材料,EN 13261-2003 也是目前世界上最先進的車軸標準之一,對車軸的化學成分及機械性能等都做了很高的要求。我公司此次新開發(fā)車型的車軸即選用EA1N 材質(zhì)。車軸作為關鍵零部件,需進行一系列型式試驗,其中就包括實物車軸疲勞試驗。
6.8m~8.2m標高之間的多級直墻墻后平臺護坡結構應以適應經(jīng)常性高強度風浪淘刷為主,且為了避免工程化痕跡過于明顯,故創(chuàng)新使用生態(tài)護坡結構。自嵌式瓶孔磚,其互嵌騎縫的結構可避免形成土體流失的通縫,起到增強鋪裝后護坡整體性、增強護坡抗沖刷能力的作用,可消浪防沖滿足工程安全的需要;同時孔內(nèi)可種植植物,使護坡面得到綠化,有助于改善護坡的生態(tài)性及景觀性。
而在進行此次疲勞試驗時,車軸出現(xiàn)了裂紋并發(fā)生斷裂。針對該情況,有必要對其疲勞裂紋產(chǎn)生的原因進行探究分析,對于后期的疲勞試驗以及生產(chǎn)工藝的改進至關重要。
鑒此,本文擬通過對其原材料、鍛造過程、熱處理過程、理化性能檢驗、機加工過程以及宏觀斷口逐個進行分析排查,來找出可能導致車軸產(chǎn)生疲勞裂紋的不良因素,進而對其進行改進。
物流金融業(yè)務針對的是流通型企業(yè),但是目前物流金融業(yè)務對象中也出現(xiàn)了需要資金的大中型生產(chǎn)型企業(yè),這些企業(yè)依托物流金融業(yè)務獲得所需生產(chǎn)資金,且呈現(xiàn)逐漸增加趨勢。
材料及分析方法
材料
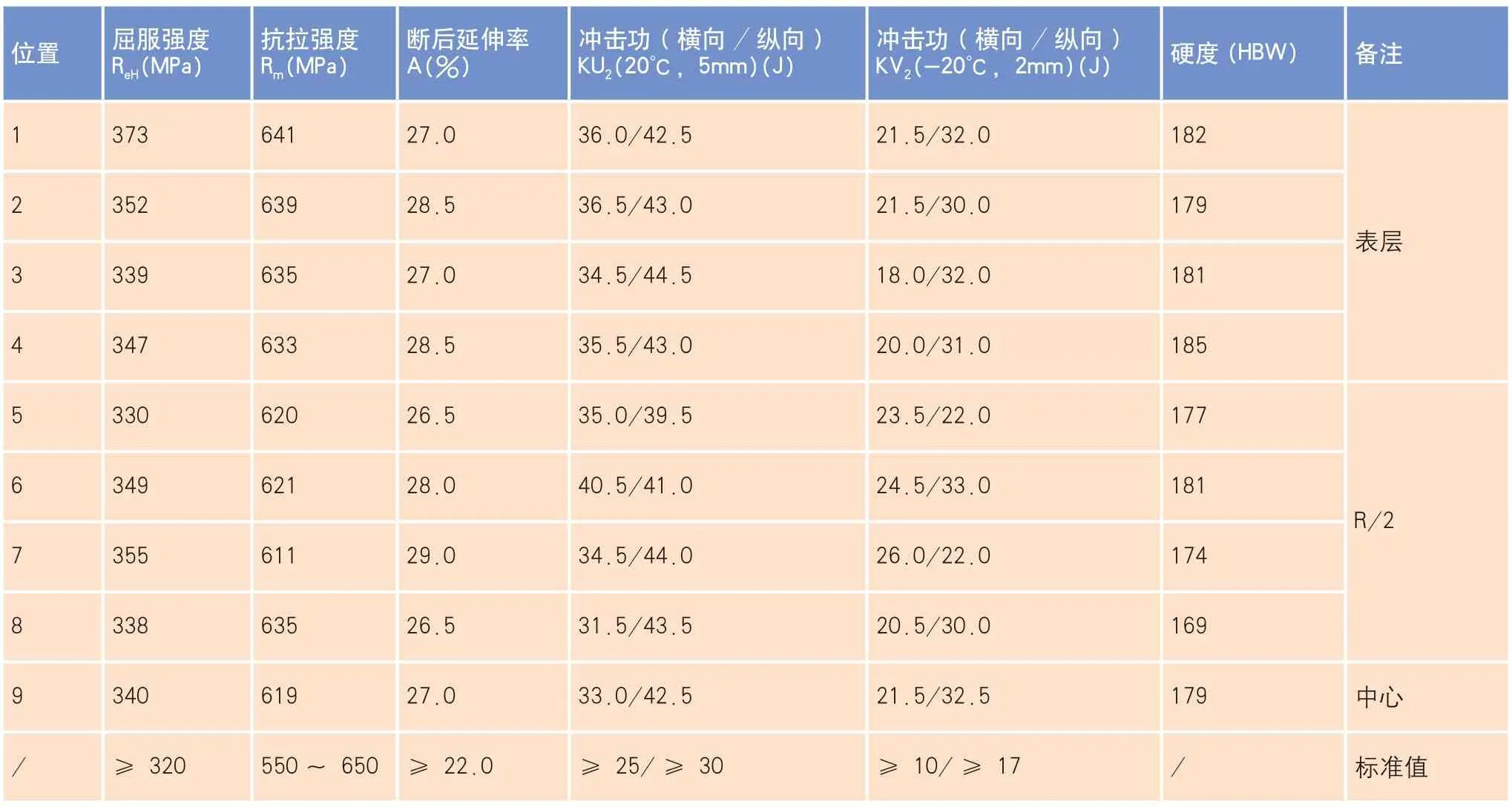
表4 為從車軸斷口附近9 點取樣的力學性能。由表4 可知,該車軸每點的性能均滿足EN13261 的要求,并且具有較好的均勻性,特別是表層。

分析方法
對生產(chǎn)制造過程中的相關記錄進行檢查,包括鍛造過程、熱處理過程、機加工過程。
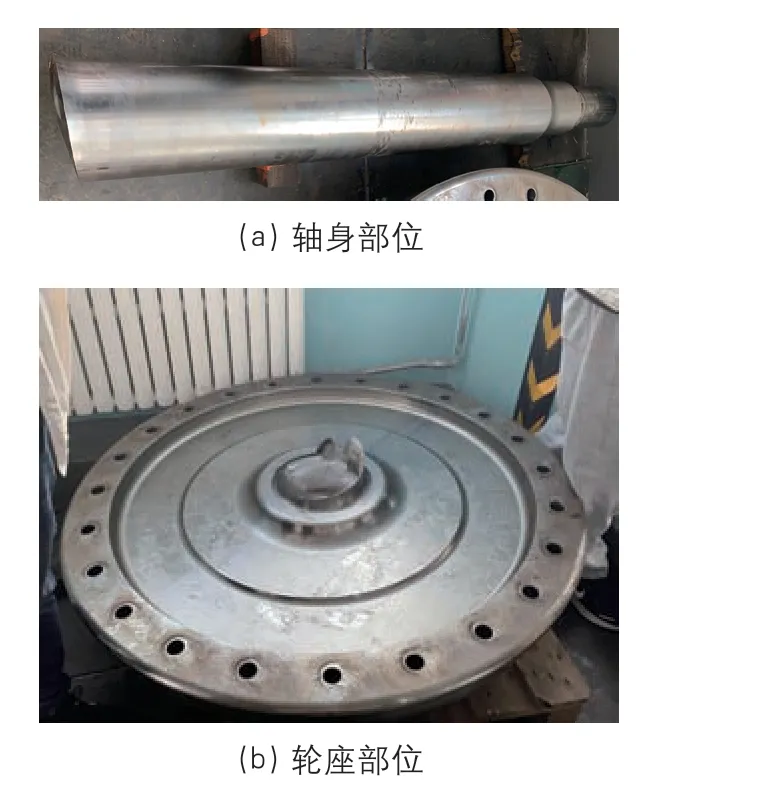
此外,還發(fā)現(xiàn)軸身與輪座過渡圓弧處的粗糙度存在一定的問題,如圖2 所示。可以看出,在圓弧處能夠很清晰地看到加工刀花,雖然無法對圓弧處進行粗糙度值的測定,但通過對比可以發(fā)現(xiàn),該關鍵位置的粗糙度并沒有滿足圖紙小于等于Ra1.6μm 的要求。
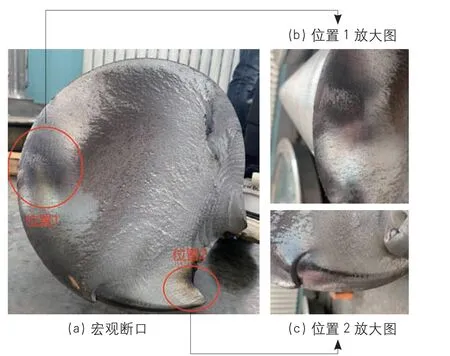
車軸在產(chǎn)生疲勞裂紋后發(fā)生斷裂,分為兩部分,其中車軸的輪座部位殘留在了車輪轂孔內(nèi),如圖3 所示。由圖3 可以看出,裂紋出現(xiàn)在了軸身與輪座的圓弧過渡處,此位置是應力集中區(qū),也是此次試驗考核的區(qū)域。
結果與分析
鍛造過程
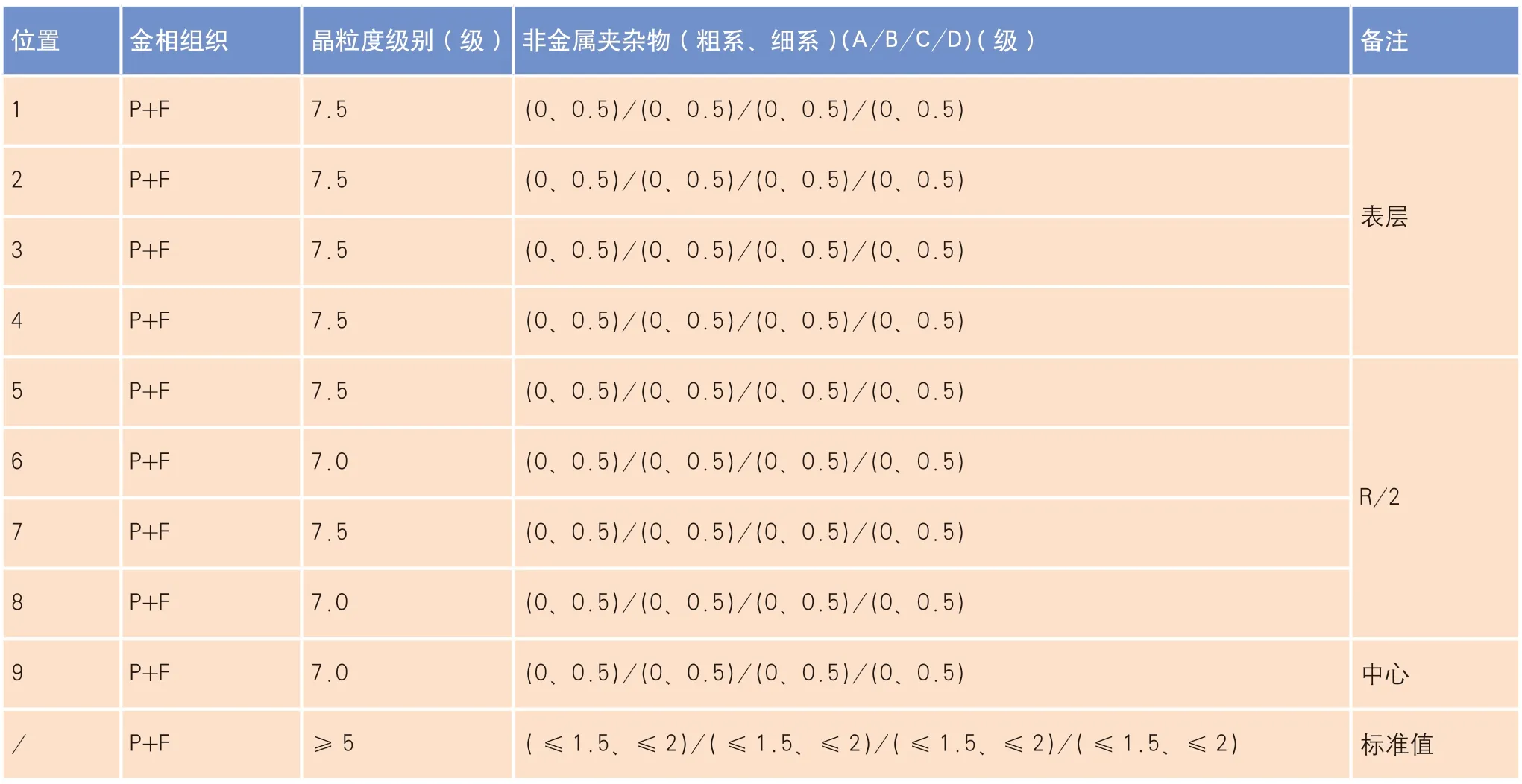
表5 為車軸斷口附近9 點取樣的金相組織、晶粒度以及非金屬夾雜。由表5 可知,各項指標均滿足標準要求,且材料純凈度良好,金相組織、晶粒度表現(xiàn)均一。
熱處理過程
檢查車軸的熱處理記錄,記錄顯示正火加熱溫度為880℃,空冷。熱處理過程均滿足工藝要求。
機加工過程
檢查車軸的機加工記錄,并重新對數(shù)控程序坐標點進行核算,數(shù)控程序走刀軌跡沒有問題。對斷裂車軸的各關鍵部位進行檢查,各部位尺寸均滿足要求。
然而,在對其加工參數(shù)進行調(diào)查時發(fā)現(xiàn),操作者對進給量進行了經(jīng)驗性地提高,由1.2mm/r 提高到了3.0mm/r。雖然對產(chǎn)品尺寸沒有影響,但這種大幅提高進給量的做法必然會導致車軸表層產(chǎn)生大量的拉應力,造成車軸本身疲勞強度的降低。
高校內(nèi)部各項軟硬件設施的建設,其最主要的目標,是要滿足整體工作需求,包括教學工作與管理工作。但與發(fā)達國家的高校相對比,我國高校的基礎建設依然體現(xiàn)出落后的趨勢,后勤信息化管理平臺的建設與更新也不到位。但是高校后勤管理是一項內(nèi)容復雜、貫穿全程的綜合性管理工作,服務的范圍廣、數(shù)據(jù)分散難以收集,且關聯(lián)多個部門,因此如果沒有先進的技術與設施,管理目標是無法達成的[2]。
隨著互聯(lián)網(wǎng)技術飛速發(fā)展,新媒體行業(yè)隨之興起并繁榮,媒介融合的趨勢不斷加強。而各類傳統(tǒng)報紙(黨報、專業(yè)報、綜合商業(yè)報)繼續(xù)探索轉(zhuǎn)型之路,在“互聯(lián)網(wǎng)+”的影響下,基本形成了“兩微一網(wǎng)一端”的數(shù)字化布局,并不斷與新媒體融合。

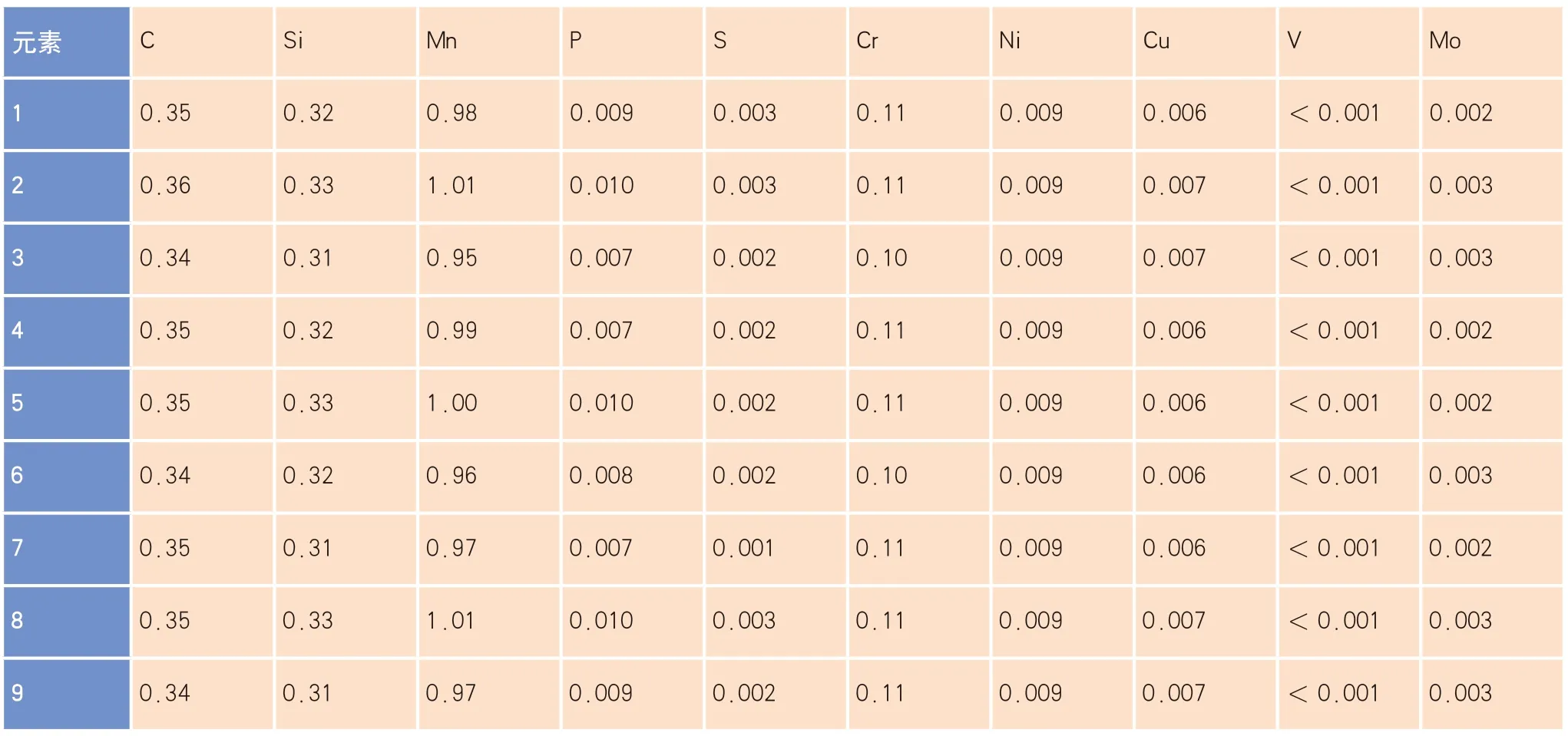
不同位置處的化學成分
表2 為車軸斷口附近9 個位置的化學成分檢測結果。由表2 可以發(fā)現(xiàn),9 處的化學成分基本一致,不存在成分偏析的現(xiàn)象。
低倍組織
在此位置還發(fā)現(xiàn),兩個裂紋的前端均存在各自擴展的痕跡,如圖8 所示,這也說明了導致車軸斷裂的大裂紋是由兩個裂紋在擴展過程中發(fā)生剪斷后連接而共同導致的。

力學性能
本次車軸所采用的材料為EA1N 車軸鋼,由表1可知,該車軸鋼的化學成分完全符合EN 13261 標準的要求。
高倍組織
檢查車軸的鍛造記錄,記錄顯示加熱溫度為1170℃,始鍛溫度為1150℃,終鍛溫度為850℃,鍛后空冷。鍛造過程均滿足工藝要求。
斷口分析
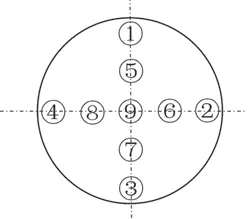
并從接近斷口位置的部分進行取樣,分別進行化學成分、低倍組織、力學性能、高倍組織的檢驗,取樣位置為車軸橫截面上的9 個位置,即相互垂直的兩條直徑線所在的外表層處、R/2 處,以及中心處,共計9 個點,如圖1 所示。最后對其宏觀斷口進行觀察分析。
1.5 統(tǒng)計學方法 計量資料采用±s)表示,采用SPSS 20.0統(tǒng)計軟件進行數(shù)據(jù)處理和統(tǒng)計分析,多組間均數(shù)比較采用單因素的方差分析,各組和對照組比較采用 LSD檢驗,以P<0.05為差異有統(tǒng)計學意義。
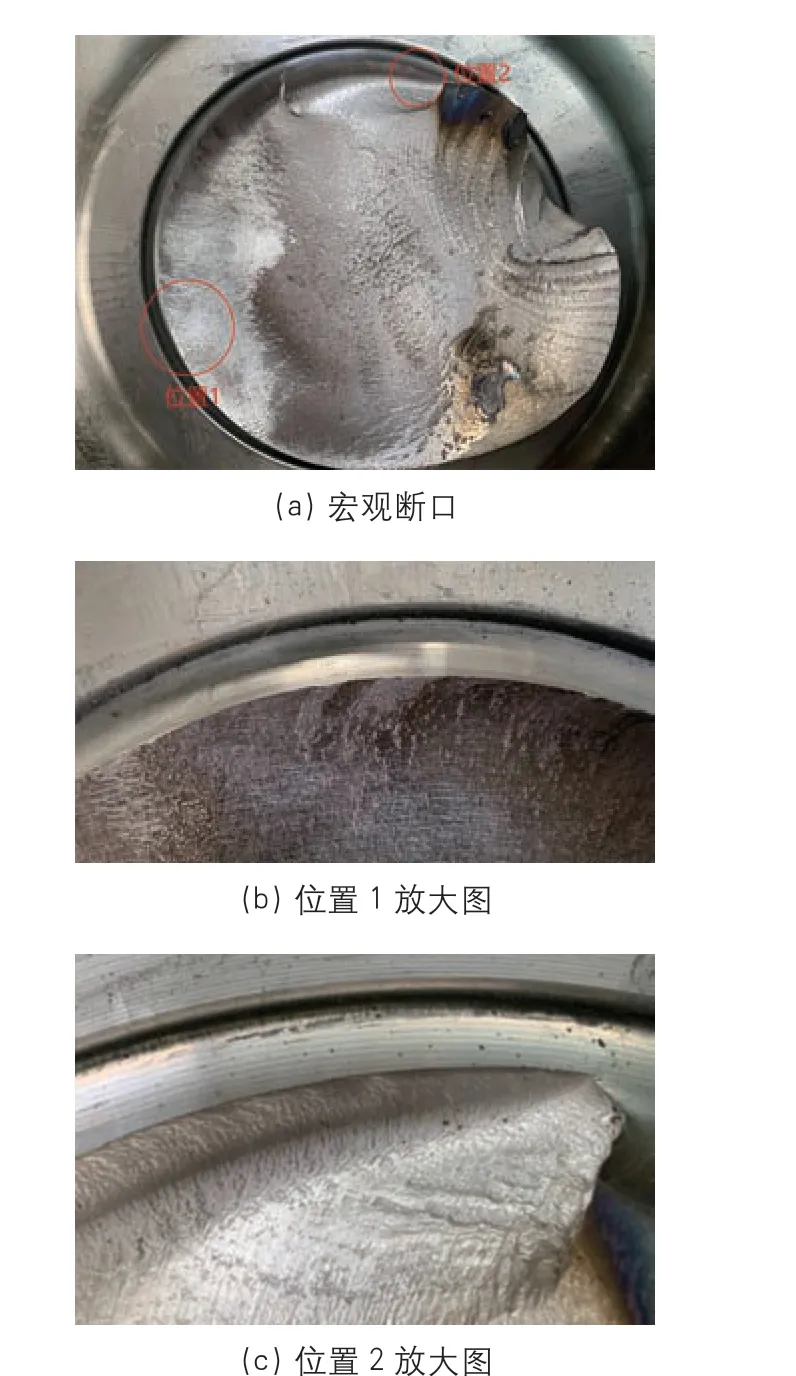
對其輪座部位進行觀察,如圖4 所示,可以看出,該部位出現(xiàn)了兩處大裂紋。其中一處導致了車軸斷裂,另外一處還處于擴展階段。對其斷口進行觀察,如圖5 所示,可以較明顯地看到裂紋擴展產(chǎn)生的貝紋線,并指向了裂紋源的位置,表明該裂紋為從表面萌生的疲勞裂紋,如圖5 位置1、位置2 處。

而從軸身部分的斷口也可以看到同樣的情形,如圖6 所示,位置1 和位置2 為裂紋源。

結合圖5 和圖6 可以看出,導致車軸斷裂的大裂紋是由兩個小裂紋構成的,兩個小裂紋在車軸表面各自萌生后不斷進行擴展,兩者相遇后,裂紋之間的部分在試驗力的作用下便被剪斷,進而相互連接成為一個大裂紋,剪斷部位如圖7 所示。

表3 為車軸斷口附近截面的低倍組織級別。由表3 可知,車軸材料的一般偏析、中心疏松、錠型偏析、斑點狀偏析現(xiàn)象均不明顯,甚至不存在。

討論
由表2、表3 和表5 可知,本次EA1N 車軸不同位置的化學成分均一致,不存在成分偏析的現(xiàn)象,低倍組織以及非金屬夾雜也符合標準,且質(zhì)量較高。同時,由斷口分析可知,疲勞裂紋為多處出現(xiàn),且萌生于表面,非內(nèi)部缺陷處。因此,可以確定此次疲勞裂紋的產(chǎn)生并非原材料的問題。
車軸在鍛造以及熱處理過程中,運行過程均按照標準完成,熱處理后也具有了合格的力學性能、晶粒度和金相組織,且在車軸圓周方向表現(xiàn)出了較好的均勻性。因此,在熱加工過程中,也未產(chǎn)生不利于車軸疲勞的影響因素。
而對于機加工工序,因進給量進行了提高的調(diào)整,雖然對外形尺寸沒有影響,但必然會使車軸表層產(chǎn)生較大的拉應力,降低了車軸本身的疲勞極限。而且,粗糙度過高使得刀花這種表面微觀缺陷得到一定程度的放大,進而為疲勞裂紋提供了大量的萌生位置,增大了發(fā)生疲勞裂紋的可能性。當交變載荷作用于車軸時,產(chǎn)生的應力便會在刀花處不斷囤積,當其超過車軸的疲勞極限時,便在該位置萌生裂紋,并不斷向心部擴展,擴展過程中不同裂紋相互連接,最終導致車軸斷裂。
近年來,面對學校國防教育的形勢,在山西省洪洞縣教科局的堅強領導下,洪洞縣白石小學根據(jù)教育廳“服從大局,把握大勢,抓好大事”的思想,以全面提高學生的健康水平和綜合素質(zhì)為目標,堅持教學改革與教研創(chuàng)新相結合,積極探究學校國防和人防課程教育的思路,大力提升了學校的國防教育工作水平,在學校的國防教育環(huán)節(jié)認真貫徹,緊抓落實,取得了一系列的成績。
結論
⑴車軸的原材料、鍛造熱處理工序未對其疲勞性能產(chǎn)生不利影響。
價值共創(chuàng)的核心理念就是顧客和企業(yè)共同創(chuàng)造價值。共享型生活服務平臺是將社區(qū)中的商戶、消費者等共同納入?yún)⑴c主體,主體間通過兩兩互動實現(xiàn)價值的共同創(chuàng)造。其價值共創(chuàng)過程如圖1所示。
⑵車軸機加工過程中,進給量的提高直接導致了車軸表層拉應力的增大,降低了車軸的疲勞極限。同時,表面粗糙度的過高又為裂紋提供了大量的萌生位置,最終使得車軸圓周表面多個位置產(chǎn)生疲勞裂紋,裂紋擴展過程中相互連接,進而發(fā)生斷裂。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
