節(jié)能高效半固態(tài)模鍛車輪鋁合金支撐盤新工藝的研究
2022-04-18 07:48:28郭瀚澤王永飛范淑琴王立忠李澤源趙升噸陳超
重型機(jī)械 2022年2期
關(guān)鍵詞:工藝
郭瀚澤,王永飛,范淑琴,王立忠,李澤源,趙升噸,,陳超
(1.西安交通大學(xué) 機(jī)械工程學(xué)院,陜西 西安 710049;2.中南大學(xué) 輕合金研究院,湖南 長沙 410083)
0 前言
車輪鋁合金支撐盤是當(dāng)今自重輕量化的重型貨車上主要采用的輪轂部件,車輪鋁合金支撐盤對保證在重型貨車在行駛過程中的平順和安全性至關(guān)重要。
如圖1所示,車輪鋁合金支撐盤上、下表面各有均布的凸臺及花瓣結(jié)構(gòu),在該結(jié)構(gòu)附近金屬在鍛造過程中流動受阻,容易出現(xiàn)充形不完整和折疊的問題,且原材料的流動性一般,產(chǎn)品整體鍛造成型難度大。目前該重型貨車車輪鋁合金支撐盤主要采用熱模鍛工藝,其具體工藝流程為:下料→加熱→鐓粗→預(yù)、終鍛鍛造成型→切邊→技術(shù)檢驗→探傷→固溶時效→表面清理→鍛件終檢→轉(zhuǎn)機(jī)加工。這種傳統(tǒng)的固態(tài)熱成型工藝存在著工藝流程復(fù)雜、成形力大、鍛后余量大造成后續(xù)切削加工材料浪費嚴(yán)重、能耗高等不足[1-3]。

圖1 重型貨車輕量化車輪鋁合金支撐盤示意圖
針對鋁合金車輪支撐盤傳統(tǒng)熱模鍛工藝存在的問題,本文提出了鋁合金車輪支撐盤半固態(tài)模鍛成型新工藝方案,該工藝具有工藝流程短、對成型設(shè)備噸位要求低、一次近凈成型、能耗低等優(yōu)勢[4-6]。本文以某型號的重型貨車輕量化車輪用6061鋁合金支撐盤為例,主要采用數(shù)值模擬的方法,對車輪支撐盤半固態(tài)模鍛成型新的工藝方案進(jìn)行了深入的研究[7-9]。同時,本文提出該車輪鋁合金支撐盤半固態(tài)成型新工藝方案。依據(jù)該鋁合金支撐盤零件圖,通過分析后制訂出合理的鍛件圖,進(jìn)一步確定出該鋁合金支撐盤半固態(tài)模鍛合理的工藝流程技術(shù)方案。通過商用數(shù)值模擬Deform軟件平臺進(jìn)行半固態(tài)模鍛成型過程的模擬,采用正交試驗的方法,研究了不同工藝參數(shù)下對支撐盤成型的影響,獲得了支撐盤件的半固態(tài)模鍛成型變形規(guī)律,得到了半固態(tài)模鍛變形過程中的數(shù)據(jù)結(jié)果,從而確定最佳半固態(tài)模鍛合理的工藝參數(shù)。新的半固態(tài)模鍛工藝節(jié)材節(jié)能,降低生產(chǎn)成本,實現(xiàn)汽車輕量化、帶動重卡汽車以調(diào)鋼拓鋁為政策指引的產(chǎn)品開發(fā),對實際生產(chǎn)有重要的生產(chǎn)價值[10-13]。
1 材料及研究方案
圖2所示為某型號重型貨車所采用的鋁合金支撐盤鍛件圖。
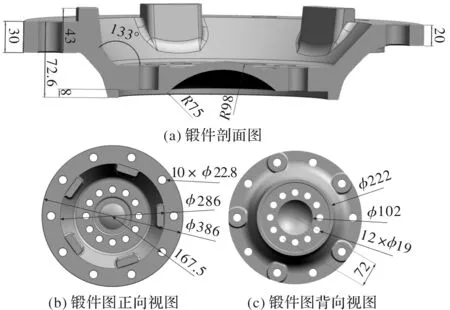
圖2 鋁合金支撐盤圖
本文所研究車輪支撐盤所用的材料牌號具體為鋁合金6 061,其化學(xué)成分如表1所示,該材料的半固態(tài)固溫度區(qū)間為599~650 ℃,熱傳導(dǎo)系數(shù)為72 N·℃/S,熱容量為1.9 N·℃/mm2,彈性模量為89.1 MPa,泊松比為0.35,熱發(fā)射率為0.7。其他情況下除應(yīng)力應(yīng)變曲線外,物理性能和Deform材料庫中的鋁合金參數(shù)保持一致,不再贅述。根據(jù)流動應(yīng)力應(yīng)變曲線,在軟件中進(jìn)行回歸分析并擬合,獲得材料的本構(gòu)方程為

表1 6061鋁合金的成分 %
本文提出的節(jié)能高效半固態(tài)模鍛車輪鋁合金支撐盤成型工藝方案示意圖如圖3所示。該新工藝方案首先是半固態(tài)材料的制備,其次為模鍛加工,包含半固態(tài)模鍛及后續(xù)處理。根據(jù)鍛件圖,結(jié)合對稱結(jié)構(gòu)的具體形狀,采用鍛造模具進(jìn)行生產(chǎn)。設(shè)計模具時綜合考慮拔模斜度、圓角、分模面、對心問題及排出的問題,選取1 mm的孔部連皮,鍛造模具如圖4所示。新的半固態(tài)模鍛工藝流程為:下料→加熱→鐓粗→半固態(tài)等溫?zé)崽幚怼牍虘B(tài)模鍛→鍛后熱處理→切削加工。

圖3 半固態(tài)模鍛成型新工藝流程
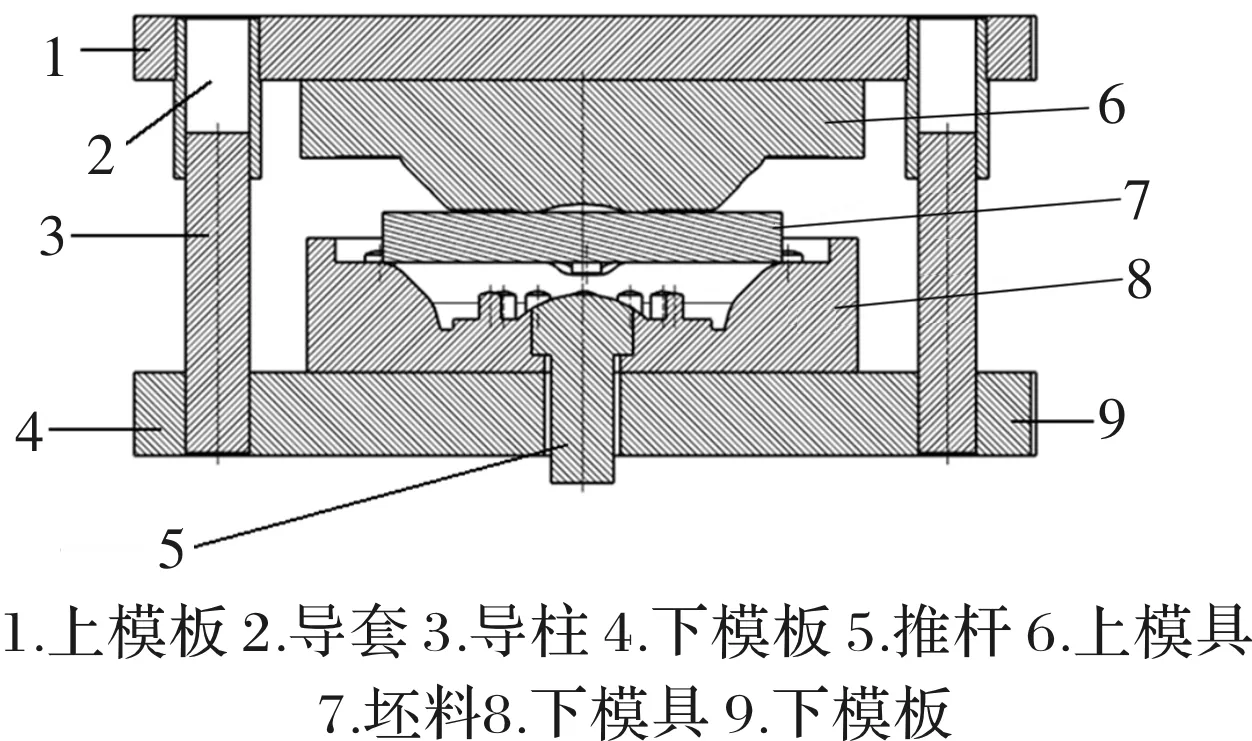
圖4 鍛造模具
為了研究不同工藝參數(shù)對半固態(tài)成型的影響,設(shè)計了模擬方案,以鍛造溫度600 ℃、610 ℃、620 ℃、630 ℃,模具運(yùn)行速度25 mm/s、50 mm/s、75 mm/s,模具溫度300 ℃、450 ℃等參數(shù)設(shè)計正交實驗,如表2所示,分別在Deform中進(jìn)行模擬。并對其結(jié)果進(jìn)行了分析。
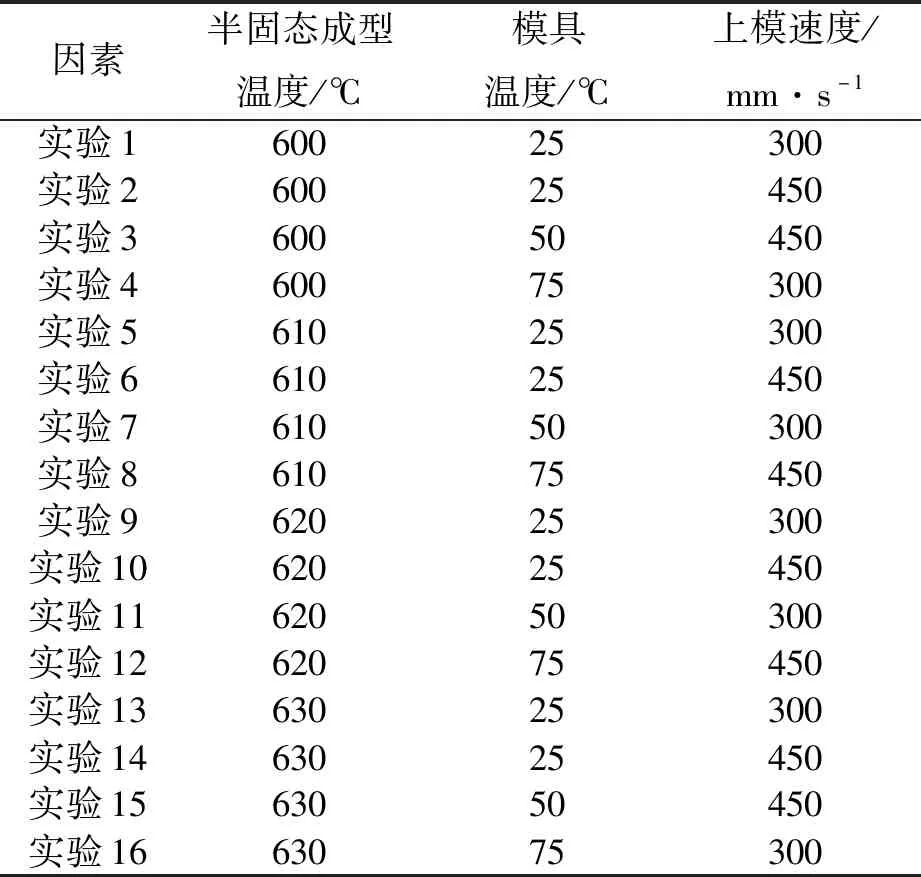
表2 半固態(tài)成型正交實驗表
2 結(jié)果分析
2.1 車輪支撐盤有限元仿真結(jié)果分析
在前處理中分別進(jìn)行模型導(dǎo)入、定義材料屬性和劃分網(wǎng)格,其中對坯料劃分網(wǎng)格時采用Absolute法,單元體的最小尺寸為2.1 mm左右,尺寸比為3。定義上模為主動模具,模擬步長為最小單元體尺寸的1/3即0.7 mm,步數(shù)為100步。
模擬結(jié)果顯示,相同成型方法,即使在不同的參數(shù)組合下,得到的上模成型載荷力-位移曲線的形狀基本上是相同的。圖5為半固態(tài)成型仿真車輪支撐盤鍛壓過程中上模的成型載荷力-位移曲線,成型溫度為610 ℃。
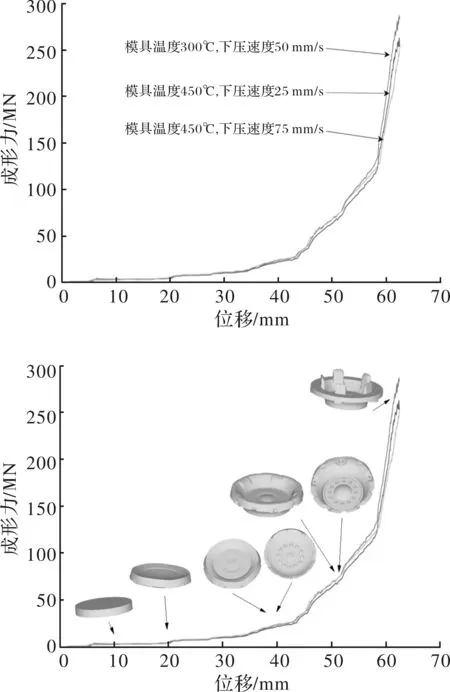
圖5 610 ℃位移成形力與成型效果圖
從圖5中可以看出,在鍛壓過程中,一開始在上模作用下坯料被鐓粗?jǐn)D扁,底面凸起部分最先形成,其余部分逐漸填充入模。隨著位移的增大,成形力逐漸增大且趨勢平穩(wěn),此時車輪支撐盤正面弧形結(jié)構(gòu)基本形成,底座和孔部分出現(xiàn)成型趨勢。當(dāng)上模位移達(dá)到大約50 mm時,底部結(jié)構(gòu)基本成型,坯料需流動到正面的成型復(fù)雜的花瓣和凸臺處,故成形力急劇增大。隨著上模位移繼續(xù)增大,花瓣和凸臺處成型完整,在整個型腔即將被填充滿、余料開始充填的最后階段,即到達(dá)保壓狀態(tài)的階段,成形力出現(xiàn)急劇上升的趨勢,趨勢逐漸劇烈。從圖5中可以看出,在最后階段隨著凸模的位移增大,成型載荷力急劇增加,為保證成型質(zhì)量,對凸模的位移須進(jìn)行精準(zhǔn)的控制,防止過大凸模位移造成模具或者擠壓機(jī)的損壞。
2.2 各因素對半固態(tài)成型載荷的影響
以溫度為分類標(biāo)準(zhǔn)對試驗組進(jìn)行了模擬仿真。由輸出結(jié)果可知,各因素都對成形力有不同的影響,而且半固態(tài)成型方法的載荷小的特點十分明顯,模擬仿真試驗中最大成形力均不超過300 N。從圖6中可知,最終的成形力即選在上模與下模合模的位置,在此位置的成形力即為最終的成形力。在Deform-3D后處理中獲得最大成形力的數(shù)據(jù),根據(jù)此判別標(biāo)準(zhǔn),制定穩(wěn)定成形力的試驗指標(biāo),可以得到處理過數(shù)據(jù)的正交試驗表見表3。

表3 試驗指標(biāo)為載荷的正交試驗表
為了直觀地發(fā)現(xiàn)各因素影響的大小,將表3的結(jié)果繪制指標(biāo)-因素圖,如圖6所示。
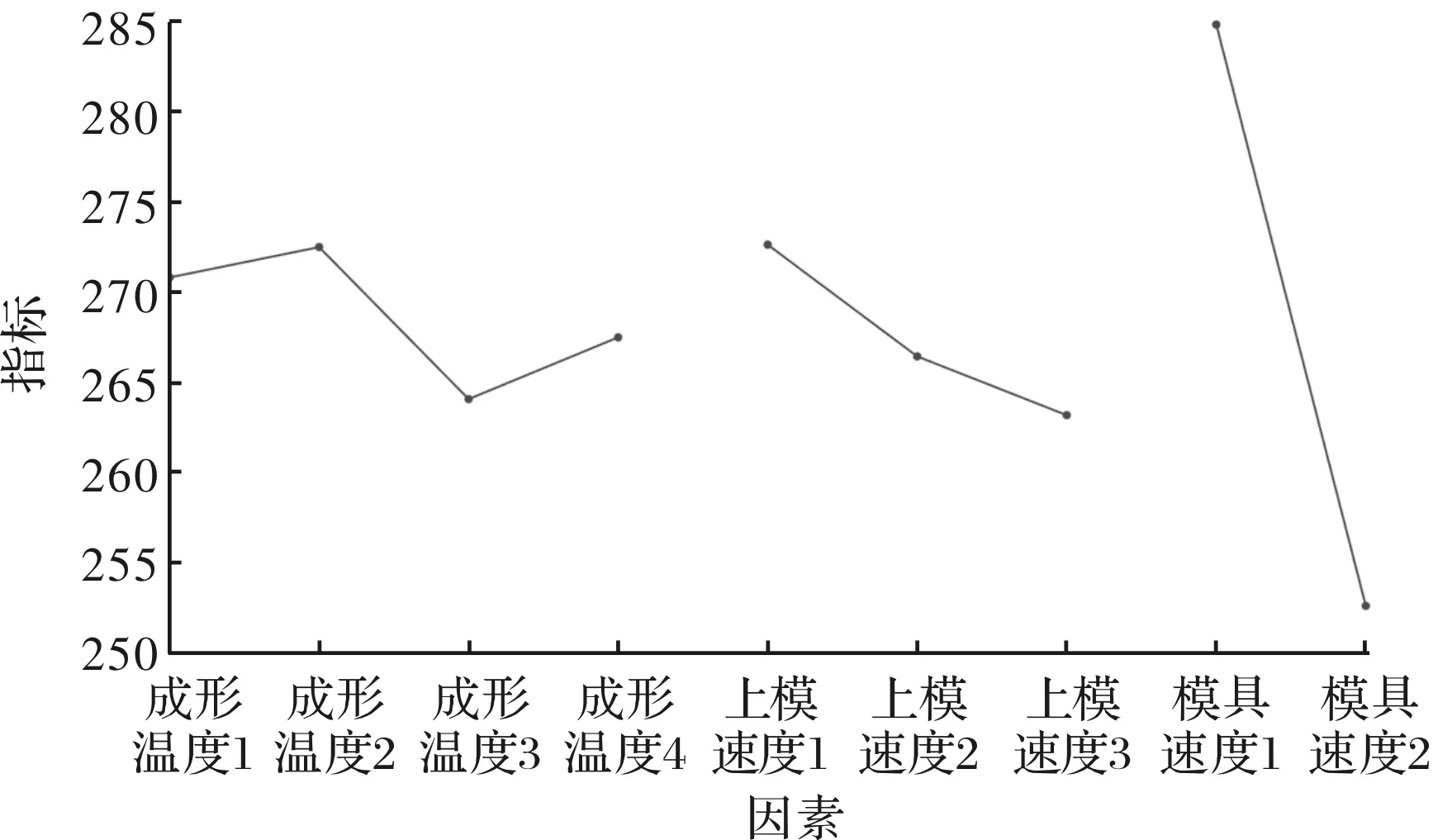
圖6 成形力指標(biāo)-因素圖
從圖6中可知,模具溫度對成形力的影響最大。隨著模具溫度的升高,成形力急劇減少。而上模速度對成形力的影響呈負(fù)相關(guān)的趨勢,隨著上模速度的增大,成形力略微減小,這與平時的認(rèn)知相違背,需要考慮到半固態(tài)成型溫度場的變化。因為在成型過程中模具的溫度低于坯料溫度,所以在成型的過程中坯料的溫度并不是恒定的。當(dāng)速度越低,模具與坯料接觸時間越長,那么坯料的溫度越低,與開始坯料溫度相差有100 ℃以上。但是又由于成型部分與模具接觸摩擦產(chǎn)熱,所以車輪支撐盤成型部分的溫度會保持不變甚至?xí)S著時間有所升高。同時半固態(tài)溫度對于成形力的影響基本呈負(fù)相關(guān)趨勢,隨著半固態(tài)溫度的增加,液相率增加,成形力必然逐漸減小。由此得出,在成型過程中,為了減少成形力,應(yīng)該首先保證高的模具溫度,即450 ℃,其次考慮較大的上模速度和半固態(tài)溫度。
2.3 各因素對半固態(tài)成型等效應(yīng)力的影響
在Deform中可以對成型過程中的等效應(yīng)變進(jìn)行統(tǒng)計,本文統(tǒng)計的步數(shù)為圖5中最后填充點的步數(shù),也就是車輪支撐盤成型已經(jīng)較為完整的最后階段。在后處理中獲得正交實驗十六組等效應(yīng)力元素含量柱狀圖,分布趨勢較為相似。
車輪支撐盤整體等效應(yīng)力分布比較均勻,且主要在3~6 MPa之間,數(shù)值相對較小,底部弧形部分和孔部結(jié)構(gòu)與下模接觸的鍛壓部分的應(yīng)力比較大,但是數(shù)值也不超過8 MPa。與下模接觸的鍛壓部分流動復(fù)雜,所以這部分的應(yīng)力比成型部分的應(yīng)力稍大,約為7.84 MPa。且等效應(yīng)力的分布區(qū)間比較集中,便于統(tǒng)計,相比于平均等效應(yīng)變,平均等效應(yīng)力更適合作為考量各因素影響的指標(biāo)。因此,可以得出正交試驗表表4和指標(biāo)-因素圖7。
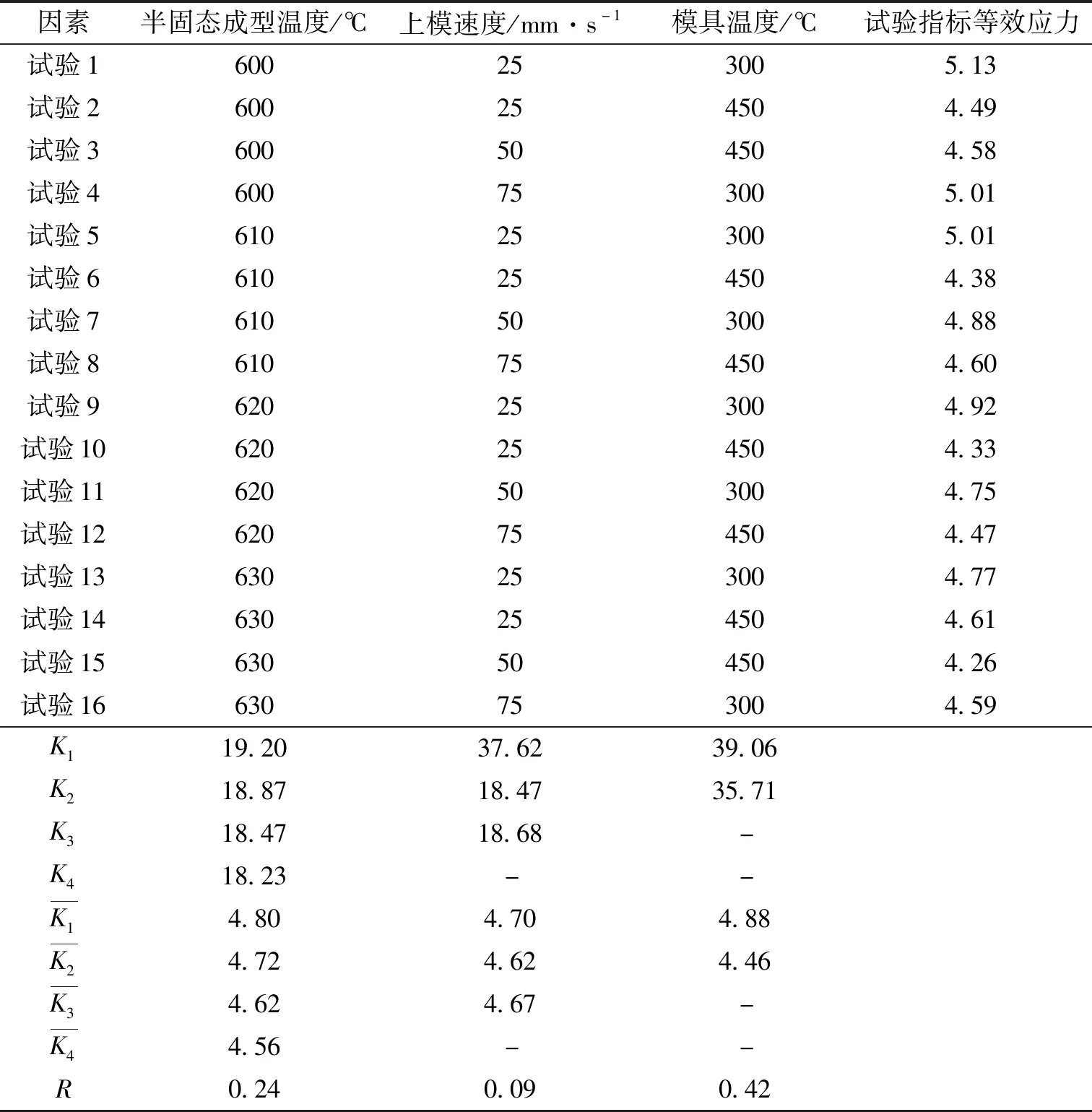
表4 試驗指標(biāo)為等效應(yīng)力的正交試驗表
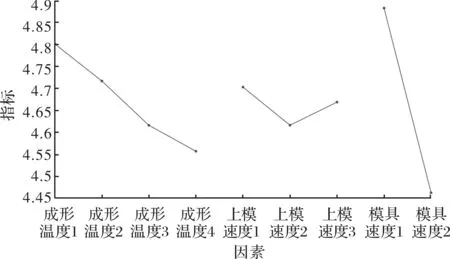
圖7 等效應(yīng)力指標(biāo)-因素圖
從圖7中可知,各個因素對于應(yīng)力都會有一定的影響,但是影響最大的是模具溫度的影響,其次是成型溫度。
經(jīng)過同樣的數(shù)據(jù)處理,可以得到各因素對半固態(tài)成型等效應(yīng)變的影響,上模速度和模具溫度對平均等效應(yīng)變的影響較小,成型溫度對于平均等效應(yīng)變的影響比較明顯。
根據(jù)正交實驗及上述指標(biāo)-因素分析,綜合考量各因素對成形力、等效應(yīng)變和等效應(yīng)力的影響,取半固態(tài)成型最佳工藝參數(shù):成型溫度為620 ℃、模具溫度為450 ℃、上模速度75 mm/s。
2.4 常規(guī)熱模鍛成型對比
以相同模具進(jìn)行熱模鍛對比,分析半固態(tài)工藝與常規(guī)熱模鍛工藝的優(yōu)缺點。根據(jù)樣品生產(chǎn)工藝資料,取常規(guī)熱模鍛成型溫度為450 ℃、模具溫度為300 ℃,上模速度為500 mm/s,成形力與成型效果及能量消耗示意圖如圖8所示。
由圖8可知,常規(guī)熱模鍛成形力極大,最終成形力超過35 MN,而半固態(tài)鍛造成型僅需2.54 MN,極大降低了成型設(shè)備的需求,減少了大量成本。數(shù)值對比如表6所示。

表6 常規(guī)模鍛與半固態(tài)模鍛對比表
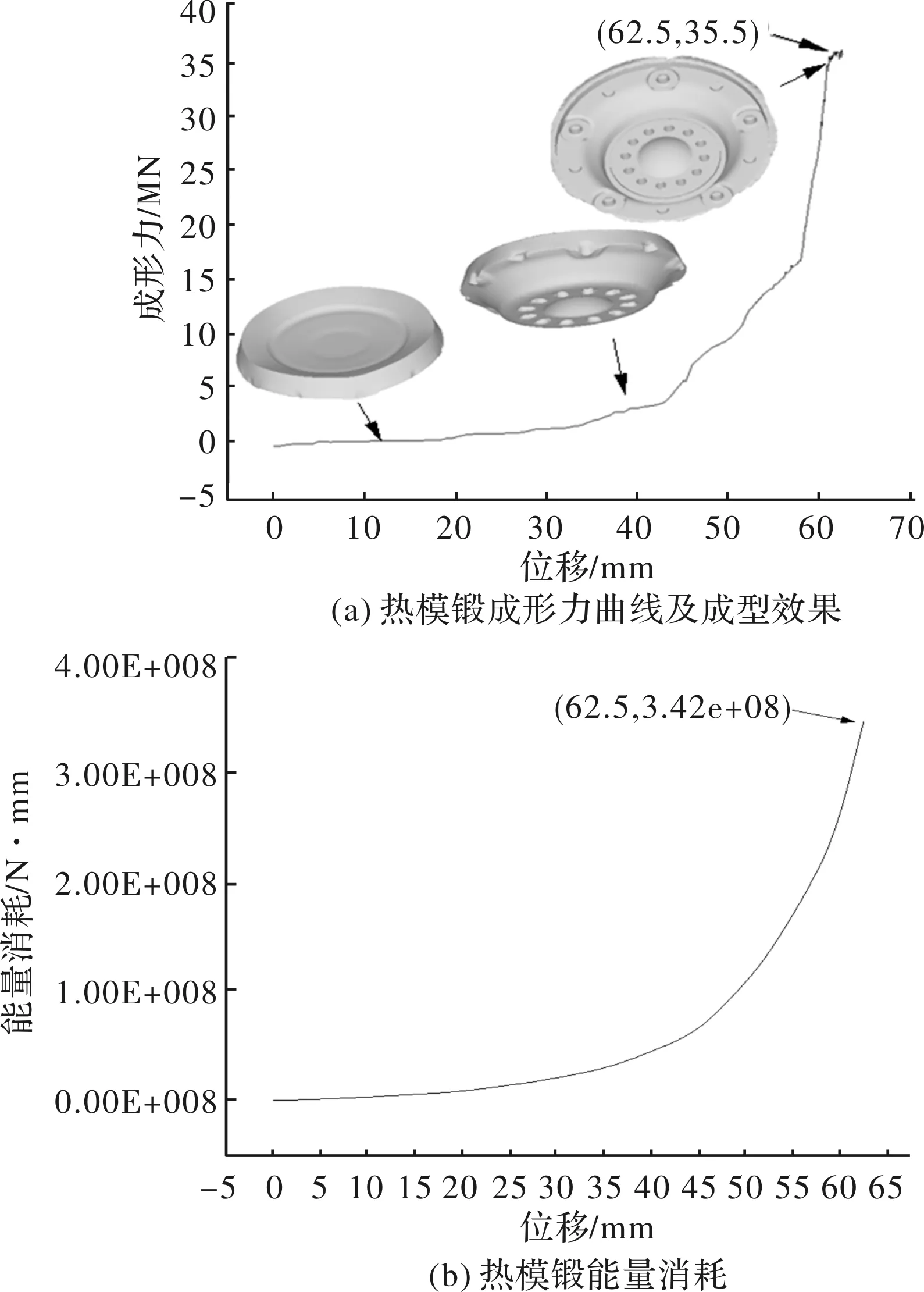
圖8 熱模鍛成形力與成型效果與能量消耗示意圖
成型效果如圖9所示,半固態(tài)成型相比常規(guī)熱模鍛成型,其流動應(yīng)力更低,易于成型并填充模腔。半固態(tài)模鍛成型可以較好地充填形狀復(fù)雜的花瓣和凸臺處。若采用常規(guī)熱模鍛成型,其底部支撐處、花瓣底部、凸臺邊界處均有充形尚不完全部分。
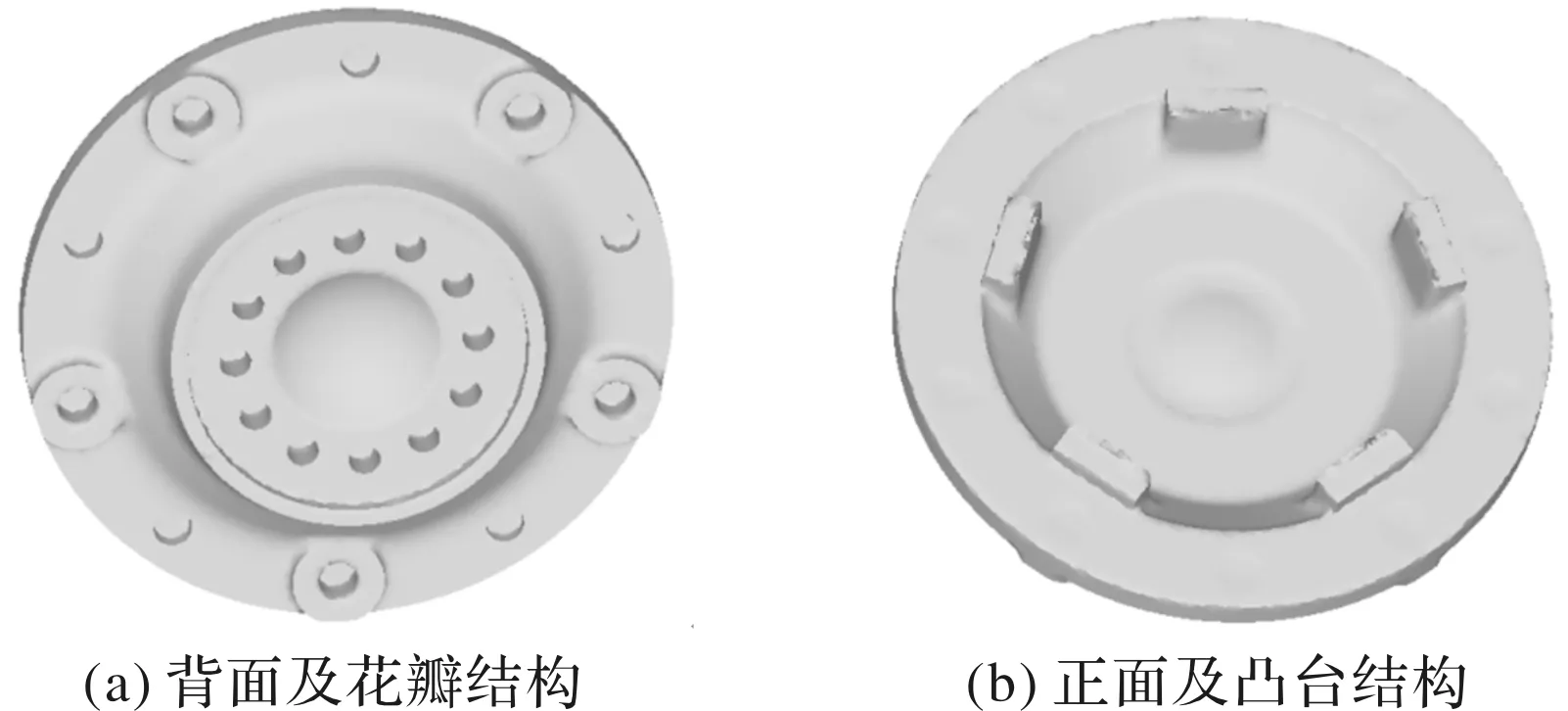
圖9 半固態(tài)模鍛成型效果圖
3 結(jié)論
(1)重型貨車的輕量化鋁合金車輪支撐盤的節(jié)能高效式半固態(tài)模鍛工藝流程為:下料→加熱→鐓粗→半固態(tài)等溫?zé)崽幚怼牍虘B(tài)模鍛→鍛后熱處理→切削加工,相比預(yù)鍛后再終鍛的傳統(tǒng)工藝流程有著短流程的特點。
(2)對比鋁合金鋁合金車輪支撐盤常規(guī)的熱模鍛工藝與新的半固態(tài)模鍛兩種不同的工藝的成形力大小,結(jié)果表明,常規(guī)熱模鍛成形力極大,最終成形力超過35 MN,而半固態(tài)鍛造成型僅需2.54 MN,成形力降低14倍多,能量消耗降低15倍多,從而大幅
度降低了模鍛成型設(shè)備規(guī)格,節(jié)約了能量。
(3)該鋁合金車輪支撐盤的半固態(tài)成型最佳工藝參數(shù)為成型溫度為620 ℃、模具溫度為450 ℃、上模速度75 mm/s。
(4)鋁合金車輪支撐盤半固態(tài)模鍛成型可以較好地充填形狀復(fù)雜的花瓣和凸臺處。若采用常規(guī)熱模鍛成型,其底部支撐處、花瓣底部、凸臺邊界處均有充型尚不完全部分。因此半固態(tài)成型填充模具效果比常規(guī)成型更具優(yōu)勢。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52