軸承與殼體壓裝工藝動(dòng)力源的選型研究
2022-04-22 08:05:10王亞濤王一平紀(jì)愛敏
輕工機(jī)械 2022年2期
王亞濤,王一平,張 昊,紀(jì)愛敏
(1.歐爾邁技術(shù)(常州)有限公司,江蘇 常州 213022;2.河海大學(xué) 機(jī)電工程學(xué)院,江蘇 常州 213022)
軸承在壓裝過程中需要控制壓裝力的大小,軸承壓裝的質(zhì)量直接關(guān)系到設(shè)備能否安全運(yùn)行,間接影響著工作人員的安全。軸承與殼體的裝配主要采用過盈配合,這種配合結(jié)構(gòu)簡單,定心精度好,可承受轉(zhuǎn)矩,軸向力或兩者復(fù)合的載荷;而且承載能力高,在沖擊振動(dòng)載荷下也能較可靠的工作[1]。在生產(chǎn)制作中,往往采用壓機(jī)來實(shí)現(xiàn)軸承的壓裝。而將軸承壓入殼體力的大小往往很難確定,通常是根據(jù)生產(chǎn)經(jīng)驗(yàn)來確定壓機(jī)型號(hào)。通過經(jīng)驗(yàn)選擇的壓機(jī)缺乏理論計(jì)算和實(shí)驗(yàn)支持,如果施加的壓裝力過小,導(dǎo)致壓裝不到位影響后續(xù)裝配;如果施加的壓裝力過大,導(dǎo)致資源浪費(fèi)甚至損壞被壓裝件[2-3]。因此,對壓裝力進(jìn)行計(jì)算,并對壓裝過程進(jìn)行分析,由此選擇合適的壓機(jī)完成壓裝環(huán)節(jié)是十分有必要的。
王明萌[4]和黎翼等[5]對軸承壓裝力-位移曲線和軸承壓裝曲線異常原因進(jìn)行了分析研究。建立了裝配結(jié)構(gòu)受力模型并進(jìn)行軸承壓裝力計(jì)算;以曲線參數(shù)需求為導(dǎo)向?qū)ΜF(xiàn)有軸承壓裝制造工藝進(jìn)行優(yōu)化,建立了軸承壓裝統(tǒng)一的標(biāo)準(zhǔn)曲線評(píng)價(jià)方法。劉丹等[6]運(yùn)用ANSYS靜力分析模塊對塑封電機(jī)定子端蓋過盈接觸進(jìn)行分析,確定了電機(jī)定子端蓋在裝配時(shí)過盈量的取值范圍。張玉美等[7]采用有限元仿真方法研究輪轂在過盈配合下的應(yīng)力情況,并且將輪轂材料定義為彈性變形,仿真分析了輪轂壓裝配合后徑向位移與應(yīng)力的變化。齊宏志等[8]在對火車滾動(dòng)軸承的壓裝質(zhì)量展開分析時(shí),從壓機(jī)工作狀態(tài)對壓裝質(zhì)量影響的方向進(jìn)行了研究,為了提高軸承的裝配質(zhì)量,規(guī)范了軸承壓機(jī)的操作與維護(hù)標(biāo)準(zhǔn)。
以上對軸承壓裝的研究,主要體現(xiàn)在:①軸承在壓裝過程中壓裝力的計(jì)算;②應(yīng)力與位移變化的仿真分析;③壓機(jī)對壓裝質(zhì)量的影響。但從壓裝力計(jì)算、有限元分析、壓機(jī)選型到最后的試驗(yàn)檢驗(yàn)由此確定選型方案的研究卻相對較少,因此課題組以彈性力學(xué)理論為基礎(chǔ)對軸承壓裝力進(jìn)行理論計(jì)算;采用有限元分析軟件對壓裝過程進(jìn)行仿真,并得出壓裝力-位移曲線并對其進(jìn)行分析;根據(jù)分析結(jié)果選擇合適的伺服壓機(jī)并進(jìn)行壓機(jī)壓裝試驗(yàn)以驗(yàn)證方案的可行性。
1 軸承壓裝力理論分析
軸承殼體壓裝后,軸承與殼體之間為過盈配合,該過盈配合在彈性范圍內(nèi);軸承外圈和殼體的軸承孔在壓裝時(shí)受到的最大壓應(yīng)力不會(huì)超過材料的屈服強(qiáng)度[9]。在計(jì)算軸承壓裝力時(shí),將過盈裝配的2個(gè)零件看作厚壁圓筒,如圖1所示。
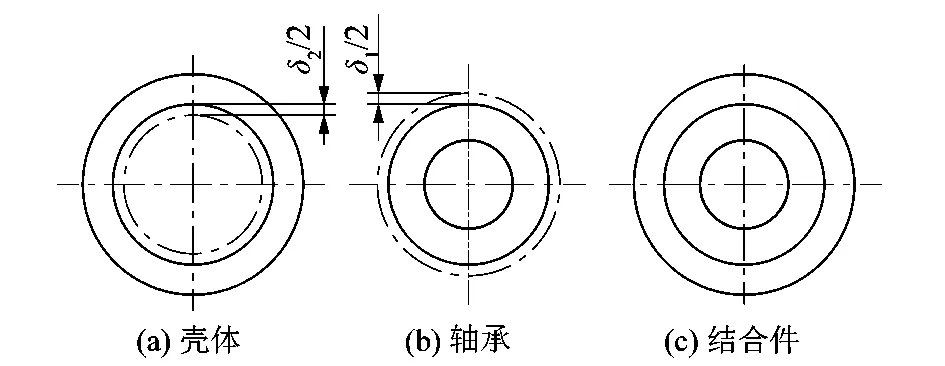
圖1 軸承和殼體示意圖
通過受力分析可知,在壓裝時(shí),殼體只受1個(gè)力的作用,即2個(gè)工件接觸面的壓力,與之相對的是軸承受到作用于其外表面的壓力。2個(gè)力的大小相同,是作用力與反作用力的關(guān)系。
由于2個(gè)工件的材料可能不同,因此產(chǎn)生的變形量不同。根據(jù)彈性力學(xué)的公式,計(jì)算得軸承外表面產(chǎn)生的徑向形變位移為[10-11]:
(1)
殼體內(nèi)表面產(chǎn)生的徑向形變位移為:
(2)
式中:a,b和c分別為軸承半徑、結(jié)合半徑和殼體外半徑,mm;E1,E2為軸承和殼體的彈性模量,N/mm2;ν1和ν2為軸承和殼體材料的泊松比;p為軸承與殼體之間的壓力,MPa;δ1,δ2分別為軸承外徑的收縮量和殼體內(nèi)徑的擴(kuò)張量,mm。
殼體與軸承之間理論過盈量:
(3)
將式(1)~(2)代入式(3)得:
(4)
式中pfmax為最大單位壓力,N/mm2。
因此,壓裝力的理論計(jì)算公式為:
F=μpfmaxS。
(5)
其中:S=2πbL。
式中:F為理論壓裝力,N;S為結(jié)合面積,mm2;L為壓裝位移,mm;μ為滑動(dòng)摩擦因數(shù)。
表1為測量滾筒得到的相關(guān)數(shù)據(jù),根據(jù)表中數(shù)據(jù)可計(jì)算壓裝力的大小。

表1 主要零件參數(shù)
將表1的數(shù)據(jù)代入式(4),可得C1,C2和pfmax:
式中:C1和C2為軸承與殼體的系數(shù);d1和d2為軸承與殼體的外直徑。
將各參數(shù)代入式(5)得軸承壓裝力:
F=pfmaxπdfLfμ=7.506×π×78×10×0.17=3 126 N。
根據(jù)以上計(jì)算結(jié)果可得,理論壓裝力為3 126 N。根據(jù)壓機(jī)的選用原則,其額定壓力應(yīng)至少為計(jì)算壓裝力的2.5倍。因此壓機(jī)的額定壓力應(yīng)大于7 815 N。
2 軸承壓裝過程有限元仿真
軸承和殼體的壓裝是一個(gè)動(dòng)態(tài)的過程,關(guān)于軸承壓裝到不同位置時(shí)的靜態(tài)響應(yīng)以及壓裝力的大小,課題組采用非線性有限元法對軸承殼體過盈壓裝進(jìn)行仿真分析。選用Workbench軟件進(jìn)行壓裝過程仿真,得到不同壓裝位移的應(yīng)力云圖,并對壓裝力-位移曲線的變化進(jìn)行分析,為判斷軸承壓裝質(zhì)量提供了理論基礎(chǔ)。
2.1 有限元模型建立分析
通過Inventor三維軟件建立殼體和軸承三維模型,根據(jù)表1中的數(shù)據(jù)對零件設(shè)置屬性,創(chuàng)建材料,將彈性模量和泊松比輸入到材料中,將軸承和殼體按同軸進(jìn)行裝配,創(chuàng)建靜力分析步,創(chuàng)建相互作用為表面和表面接觸。將模型導(dǎo)入Workbench軟件中,在Workbench軟件中采用四面體單元對軸承和殼體進(jìn)行網(wǎng)格劃分,并對軸承和殼體接觸部分的網(wǎng)格進(jìn)行細(xì)化,軸承網(wǎng)格尺寸1 mm,殼體網(wǎng)格尺寸2 mm,網(wǎng)格總數(shù)328 142個(gè)。軸承和殼體劃分網(wǎng)格后的有限元模型如圖2所示。軸承壓入殼體不同深度的Mises 應(yīng)力云圖如圖3所示。

圖2 軸承和殼體網(wǎng)格圖
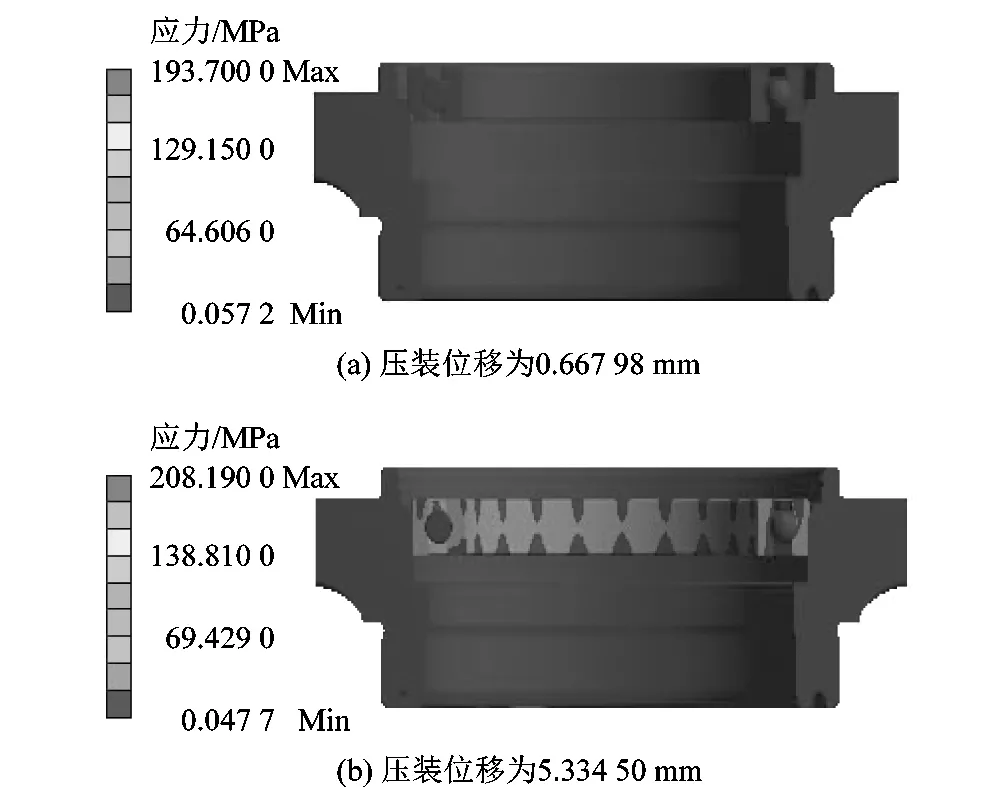
圖3 不同壓裝位移時(shí)軸承壓入殼體不同深度Mises應(yīng)力分布
根據(jù)Mises應(yīng)力云圖可知:壓裝過程中軸承外圈與殼體配合面處的應(yīng)力沿環(huán)形分布;隨著壓裝位移的增加應(yīng)力逐漸增大,當(dāng)壓入10 mm時(shí),軸承外圈應(yīng)力值達(dá)到最大,為227.19 MPa,殼體的最大應(yīng)力值為33.75 MPa。
2.2 有限元模型仿真結(jié)果分析
軸承壓裝過程中壓裝力-位移曲線是判斷軸承壓裝質(zhì)量的一個(gè)重要依據(jù),直接影響裝配后零件的性能。軸承壓裝過程壓裝力-位移曲線如圖4所示。
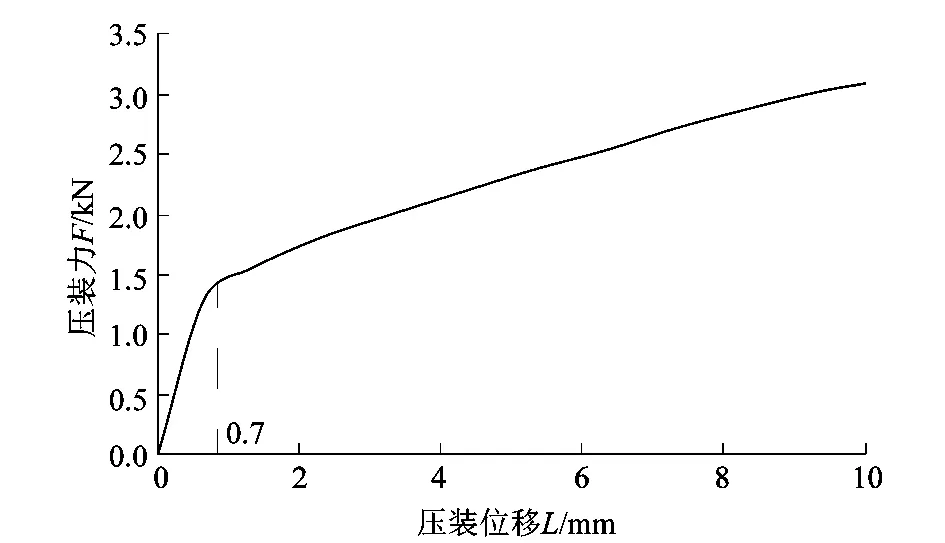
圖4 軸承壓裝過程壓裝力-位移曲線
通過理論公式和壓裝力-位移曲線得:當(dāng)其他參數(shù)不變的情況下,隨著壓裝位移的不斷變大,壓裝力逐漸增大。在第1個(gè)分析步內(nèi)壓裝力上升速度較大,隨后平穩(wěn)增加。壓裝位移的不斷增加,隨之接觸面積不斷增大進(jìn)而壓裝力也不斷增大。當(dāng)壓裝位移為0.667 98 mm時(shí),壓裝力為1 293.4 N;當(dāng)壓裝位移為5.334 5 mm時(shí),壓裝力為2 371.4 N;當(dāng)壓裝到10.000 0 mm時(shí),壓裝力達(dá)到最大值3 085.3 N。
根據(jù)對軸承壓裝過程的有限元分析,可得出壓裝過程中所需的最大壓裝力以及軸承和殼體的應(yīng)力分布。仿真結(jié)果與理論計(jì)算的最大應(yīng)力接近,此結(jié)果可為后續(xù)壓機(jī)的選型提供重要參考。
3 軸承壓裝設(shè)備選型及試驗(yàn)
3.1 軸承壓裝設(shè)備選型
靜壓力的作用將參與過盈配合的2個(gè)零件組裝連接在一起的安裝工藝稱為壓入法。壓機(jī)壓裝軸承采用壓入法,壓入法通常可在常溫下進(jìn)行,安裝工藝較為簡單。目前壓入法常用的設(shè)備主要有:液壓式壓機(jī)、氣液增壓式壓機(jī)和電動(dòng)伺服壓機(jī),3者的應(yīng)用領(lǐng)域及優(yōu)缺點(diǎn)如表2所示。
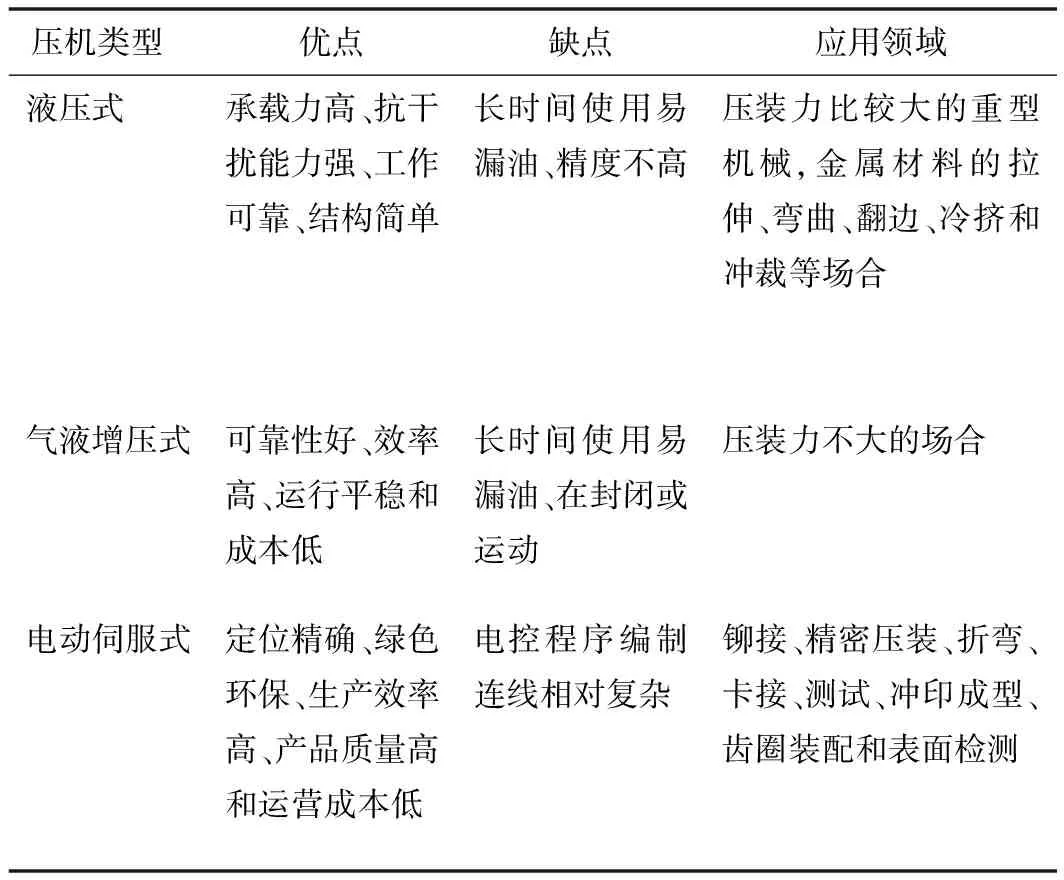
表2 壓機(jī)類型、特點(diǎn)及應(yīng)用場合對比分析表
過盈配合的軸承裝配要求安裝壓力直接施加于軸承套圈端面上,否則會(huì)壓傷軸承工作表面。軸承在壓裝過程中要求實(shí)現(xiàn)精確壓力和位移全閉環(huán)控制的高精度特性,而伺服壓機(jī)能夠控制和監(jiān)控整個(gè)壓裝過程,自動(dòng)判定產(chǎn)品是否合格,100%實(shí)時(shí)去除不良品,實(shí)現(xiàn)在線質(zhì)量管理。根據(jù)分析,選用電動(dòng)伺服壓機(jī)作為軸承殼體壓裝動(dòng)力源為最佳方案。
3.2 電動(dòng)伺服壓機(jī)選型
電動(dòng)伺服壓機(jī)主要基于伺服控制技術(shù),在不降低機(jī)械速度的情況下,確保壓力貼合目標(biāo)值,降低不良品率,提升生產(chǎn)節(jié)拍。伺服壓機(jī)能夠有效防止壓力過沖,確保壓力貼合目標(biāo)值,提升最終產(chǎn)品成型的品質(zhì);伺服壓機(jī)能夠有效提升沖壓速度,并且無需減緩速度,從而達(dá)到生產(chǎn)節(jié)拍的提升;伺服壓機(jī)具有編程簡化,功能塊導(dǎo)入的便捷性,有效節(jié)省調(diào)整時(shí)間。
壓機(jī)自動(dòng)將軸承壓入殼體的動(dòng)作如圖5所示。其產(chǎn)品質(zhì)量完全取決于軸承的壓裝質(zhì)量,而軸承的壓裝質(zhì)量包括軸承是否壓裝到位以及軸承與殼體在壓裝后是否存在裂紋與缺陷,通過對壓裝力-位移曲線的實(shí)時(shí)監(jiān)控可保證軸承的壓裝質(zhì)量。經(jīng)過理論計(jì)算和仿真分析,結(jié)合成本、空間布局以及節(jié)拍時(shí)間的要求,同時(shí)還考慮到安裝空間有限,又需要實(shí)時(shí)監(jiān)控整個(gè)壓裝過程,對比了多家供應(yīng)商的解決方案后選用瑞士Kistler公司生產(chǎn)的型號(hào)為2162A的NCFE系列伺服壓機(jī),額定壓裝力為10 kN,符合設(shè)計(jì)要求。

圖5 壓機(jī)動(dòng)作示意圖
檢測模塊采用Kistler公司的壓裝監(jiān)控系統(tǒng)maXYmos NC,其包括測量模塊與顯示單元。通過測量模塊與伺服壓機(jī)、安全模塊和伺服驅(qū)動(dòng)器進(jìn)行數(shù)據(jù)交互,并通過顯示單元顯示監(jiān)控測量的結(jié)果[12]。
3.3 壓裝測試結(jié)果分析
maXYmos NC系統(tǒng)提供了多種壓裝力-位移曲線評(píng)估方式,可以得到壓裝過程中的實(shí)時(shí)壓裝力-位移曲線,如圖6所示。
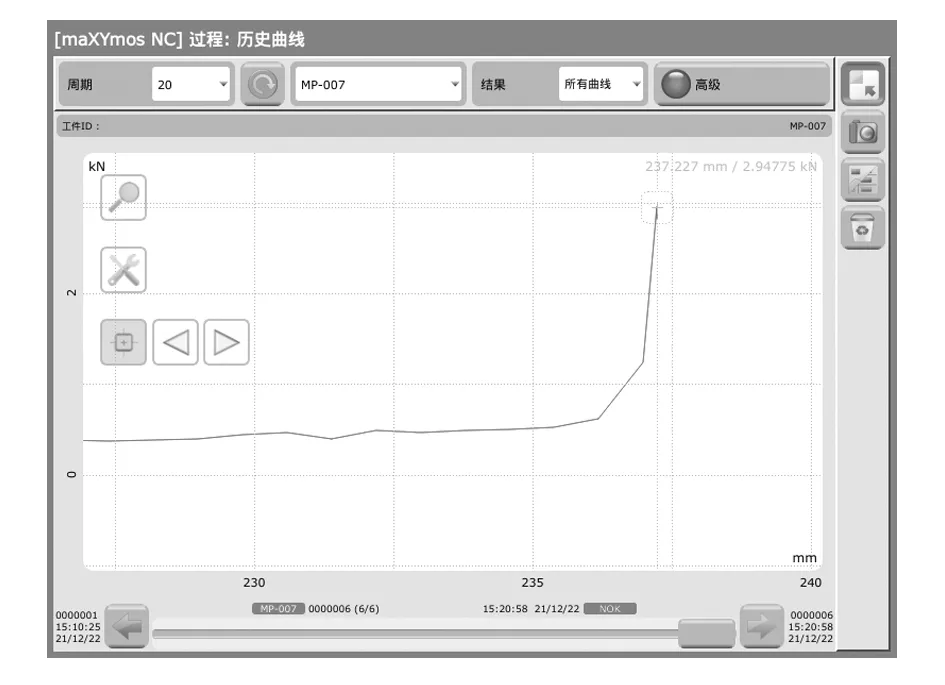
圖6 實(shí)時(shí)壓裝力-位移曲線
結(jié)合圖6中壓機(jī)的實(shí)時(shí)壓裝力-位移曲線與圖4有限元分析得出的壓裝力-位移曲線,可知仿真得出的壓裝力-位移曲線與實(shí)際測試的曲線相接近。由此可得伺服壓機(jī)的壓裝質(zhì)量良好,壓裝完成后的軸承與殼體都能夠達(dá)到正常工作要求,工件合格率達(dá)99%以上。壓裝完成的工件如圖7所示。

圖7 壓裝完成的工件
將試驗(yàn)測試曲線與仿真曲線進(jìn)行對比,可知,仿真與實(shí)測的壓裝力-位移曲線分布趨勢大致相同。因此,根據(jù)試驗(yàn)驗(yàn)證,在軸承壓裝工藝分析中運(yùn)用有限元分析的方法,可以為壓裝工藝的優(yōu)化及壓裝工藝設(shè)備的動(dòng)力源選型提供參考。
4 結(jié)語
課題組通過彈性力學(xué)理論對壓裝力的大小進(jìn)行理論計(jì)算,運(yùn)用有限元軟件建立相關(guān)模型,得出了過盈裝配應(yīng)力應(yīng)變情況以及軸承裝配過程中的壓裝力-位移曲線關(guān)系。基于此結(jié)果進(jìn)行壓機(jī)選型,通過壓機(jī)壓裝實(shí)驗(yàn)分析并驗(yàn)證了軸承殼體壓裝力和位移的理論關(guān)系與壓裝力-位移曲線實(shí)時(shí)變化規(guī)律基本吻合。
以有限元軟件Workbench為平臺(tái),建立了軸承壓裝過程的有限元分析模型,分析了壓裝過程中應(yīng)力、應(yīng)變的變化規(guī)律,以及壓裝力與位移的關(guān)系。對比分析了試驗(yàn)數(shù)據(jù)與有限元仿真數(shù)據(jù),兩者基本一致且誤差在允許范圍內(nèi)。驗(yàn)證了有限元仿真技術(shù)在同類型軸承殼體壓裝工藝研究中的可靠性;驗(yàn)證了運(yùn)用電動(dòng)伺服壓機(jī)進(jìn)行軸承殼體壓裝,進(jìn)而分析典型工藝參數(shù)設(shè)計(jì)方法是可行的。
該研究工作可為今后軸承殼體壓裝工藝中壓裝動(dòng)作分析與壓裝動(dòng)力源的選型提供參考。
猜你喜歡
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
上海節(jié)能(2020年3期)2020-04-13 13:16:16
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學(xué)學(xué)報(bào)(2019年6期)2019-08-13 07:04:32
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
終身教育研究(2014年5期)2014-02-28 01:23:06