門式起重機偏斜運行機理研究及改進對策
2022-04-25 03:21:06郭洪锍
起重運輸機械 2022年6期
郭洪锍
江蘇省特種設備安全監督檢驗研究院泰州分院 泰州 225300
0 引言
門式起重機在運行過程中,實際運行軌跡發生偏斜,與理想軌跡之間產生了一定的夾角,導致車輪輪緣與軌道側面接觸磨損產生偏斜運行,影響起重機正常安全運行。鑒于偏斜運行帶來的啃軌問題產生危害的嚴重性,起重機械檢驗人員要具備判斷是否已經發生或即將發生啃軌、以及啃軌嚴重程度的能力,以避免啃軌事故的發生,保證起重機械安全和正常運行。在起重機械的實際使用過程中需采取一些技術手段糾正偏斜運行。
由于偏斜現象在軌道式起重機械運行中長期存在,且成因較復雜。國內外學者很早就進行了側向力的計算、偏斜機理、防偏糾偏措施等研究并取得了一定的成果。其中Tam V W Y等[1]采用極距法計算起重機械偏斜運行時側向力,但該算法忽略了門式起重機械的某些特性。宋興海等[2]分別從起重機的設計制造、安裝調試以及操作使用方面對門式起重機的啃軌原因進行了分析,并提出了解決方案。唐英[3]著重研究了驅動電動機的機械特性對起重機作偏斜運行的影響。劉萍等[4]對起重機械輪軌接觸應力進行了理論計算并建立了有限元分析的數學模型。
以上文獻主要對起重機械的偏斜運行原因從某一方面進行了分析并提出了改進措施,并未進行系統性的原因分析,本文就如何判斷車輪啃軌,車輪和軌道的制造和安裝誤差,傳動系統缺陷和驅動電動機機械特性差異,以及門架變形等其他因素分析偏斜運行的成因。通過調整軌道和車輪的制造和安裝誤差,改進門式起重機相應構件,采用以PLC為核心的糾偏系統等改進,消除偏斜運行的影響。
1 偏斜運行的危害
門式起重機械的偏斜運行會加劇車輪和軌道的磨損速度,減少使用壽命;不斷增加的運行阻力使起重機械運行困難,甚至造成電動機燒壞,傳動軸斷軸。另外,啃軌產生的劇烈響聲和晃動危害工作人員的安全,偏斜運行也會使得門式起重機出現剛性支腿和柔性支腿不同步的現象[5]。
2 車輪啃軌的判斷
在起重機械的安裝監督檢驗和定期(首次)檢驗中,可根據如下跡象判斷是否存在偏斜運行導致啃軌的現象:1)由于車輪的偏斜運行導致車輪內緣和軌道側面有一條明亮的摩擦痕跡,摩擦嚴重時痕跡上會產生毛刺;2)車輪在軌道上運行時,短距離內輪緣與軌道間隙有明顯改變;3)起重機大車制動或剛啟動時,車體易發生走偏、扭擺現象;4)啃軌嚴重時會衍生刺耳的啃軌聲[6]。
3 原因分析
3.1 車輪缺陷造成偏斜運行
車輪制造及安裝質量不合格時會造成起重機械的偏斜運行。
3.1.1 車輪的水平偏差
車輪水平偏差如圖1所示,驅動輪未按照標準安裝或滑動軸承套磨損間隙過大產生誤差,即車輪中心線和軌道中心線產生偏角α,對驅動輪進行受力和速度分析,驅動輪的滑動速度與驅動輪偏斜角的關系為

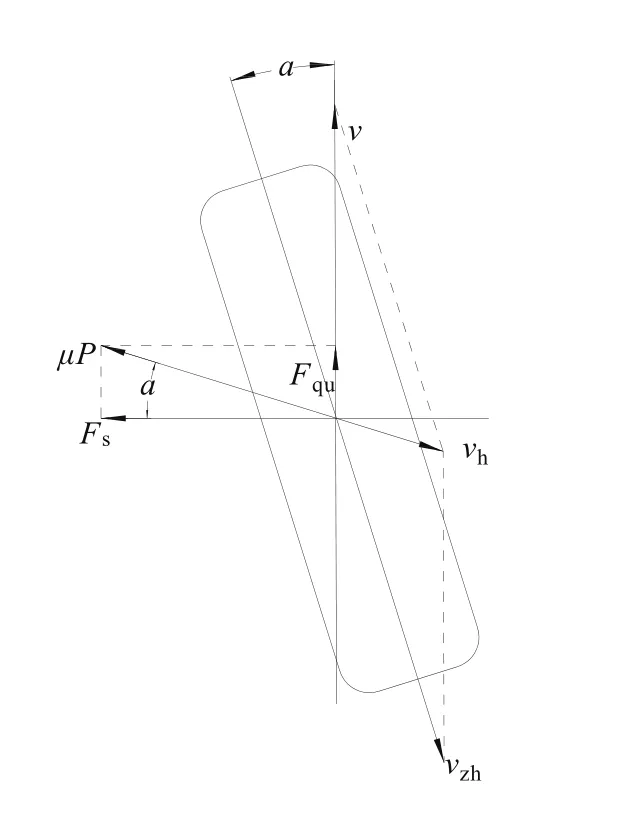
圖1 主動輪偏斜時力與速度關系圖
式中:ψ為驅動負荷系數。
由式(1)可知,偏斜角越大,偏斜現象越嚴重[7]。
3.1.2 車輪的垂直偏差
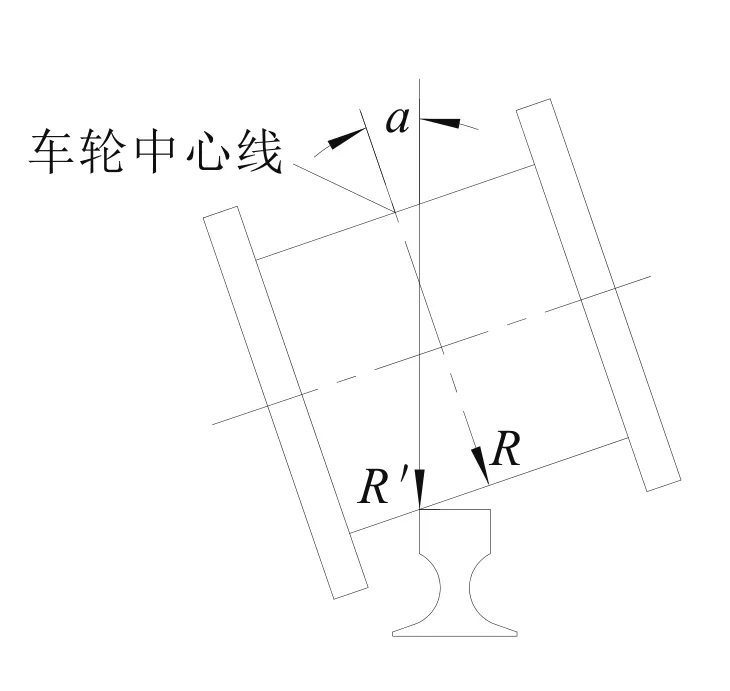
圖2 車輪的垂直的偏差
3.1.3 車輪的尺寸偏差
車輪的尺寸偏差主要是指車輪直徑不相等,如圖3所示,主要由于車輪在冷加工(精度誤差)和熱加工(參數不同)過程中產生,另外輪壓的分布不均和磨損程度不足也會造成直徑不等。在兩側電動機等速的條件下,不同直徑車輪在相同時間內的運行距離差為同時起重機繞著小直徑車輪發生偏轉。
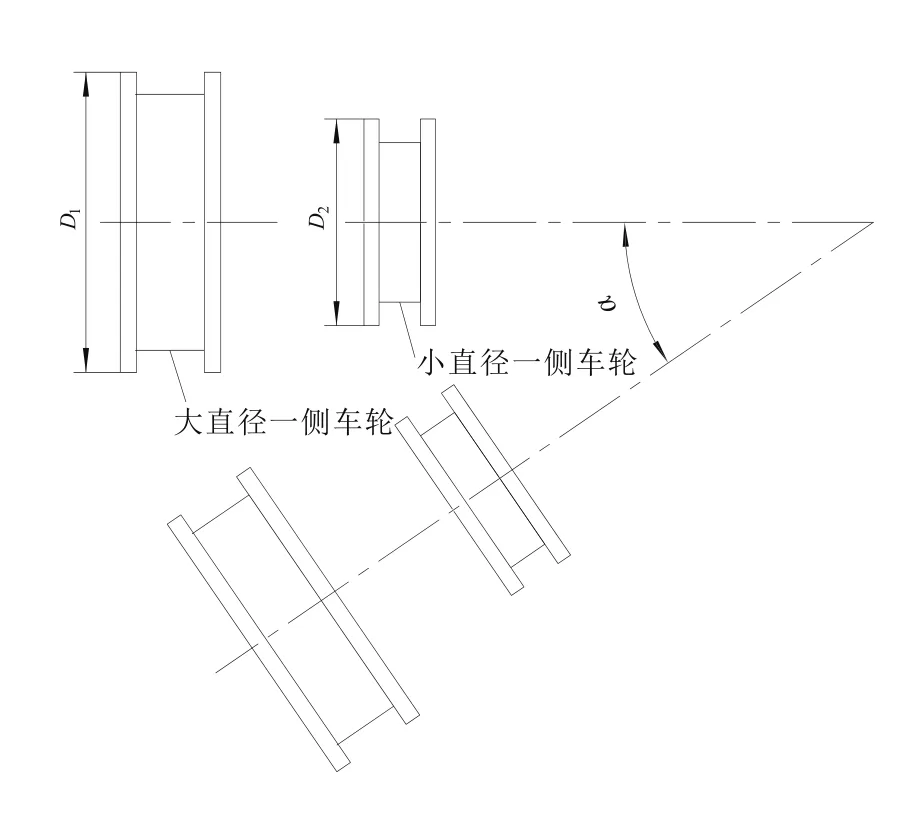
圖3 車輪的尺寸偏差
3.1.4 車輪安裝時質量不合格
如圖4所示,由于車輪安裝時質量不合格導致前后車輪不在同一條直線上,產生了一個偏差量,使得前后跨度,前后車輪之間的對角線。當車輪A向行駛時,側車輪先行接觸軌道,車輪輪緣啃軌道外側;當車輪B向行駛時,側車輪先接觸軌道,車輪輪緣啃軌道內側[8]。
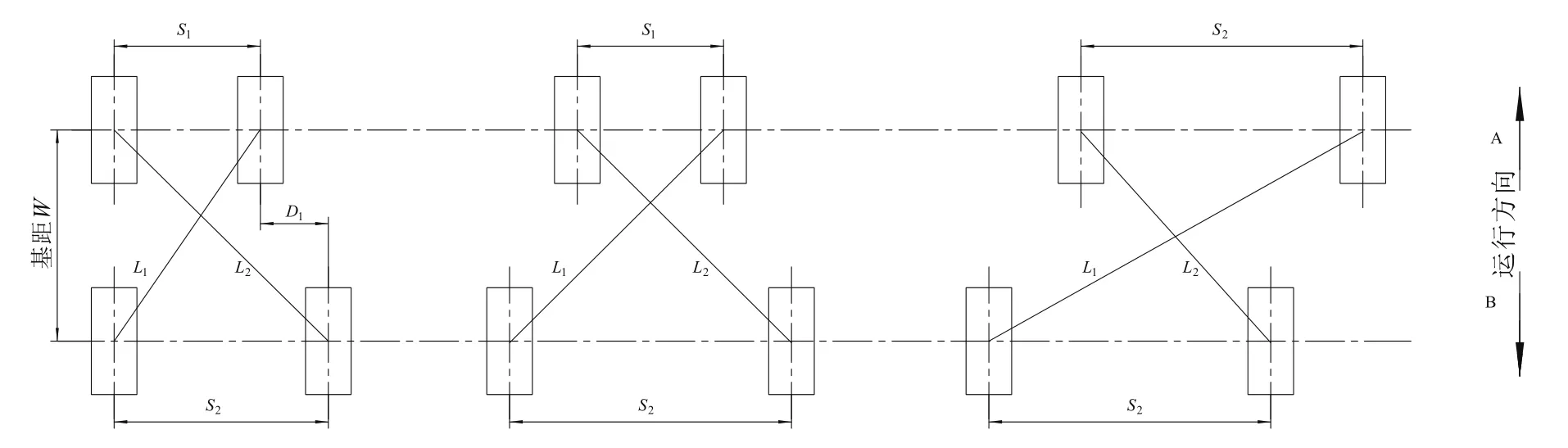
圖4 車輪跨度不等和對角線不等
3.2 軌道缺陷造成偏斜運行
門式起重機軌道安裝時傾斜或兩側軌道不平行以及軌道直線度超差都會引起偏斜運行。
3.2.1 軌道傾斜
由于軌道安裝不達標或地基問題易導致兩側軌道踏面不在同一平面內,根據GB/T 10183—2005《橋式和門式起重機制造及軌道安裝公差》[9]要求,軌道頂面相對于理論高度的極限偏為±10 mm,軌道間高低差若超過該值,起重機在運行時可能會在重力(載荷)作用下出現橫向滑移。如圖5、圖6所示,軌道還會向同側傾斜或兩側軌道反向傾斜。同向傾斜時,起重機會在重力(載荷)作用下向其中一側滑動造成傾斜運行;反向傾斜時,起重機械受力增大,磨損加劇。
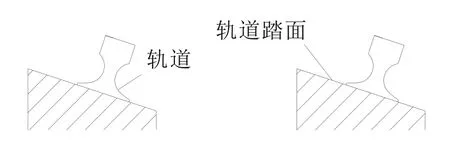
圖5 軌道踏面同側傾斜
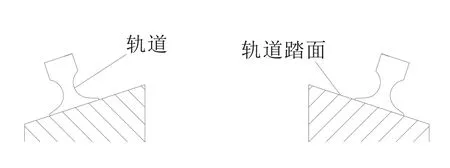
圖6 軌道踏面兩側反向傾斜
3.2.2 軌道不平行
兩側軌道安裝達不到安裝要求的平行度標準,造成軌道兩端跨距不同,導致運行過程中輪軌間隙變小引發啃軌,如圖7所示。
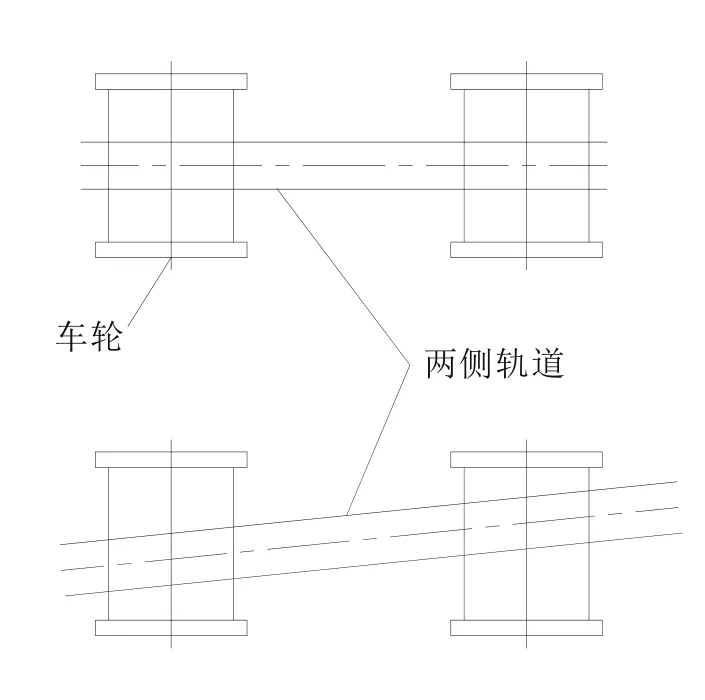
圖7 兩側軌道不平行
3.2.3 軌道直線度超差
如圖8所示,由于起重機軌道安裝質量較差、軌道制造精度不達標或在長期使用過程中固定的螺栓松動甚至斷裂都會造成軌道的直線度超差,當直線度超出一定范圍就會發生啃軌。
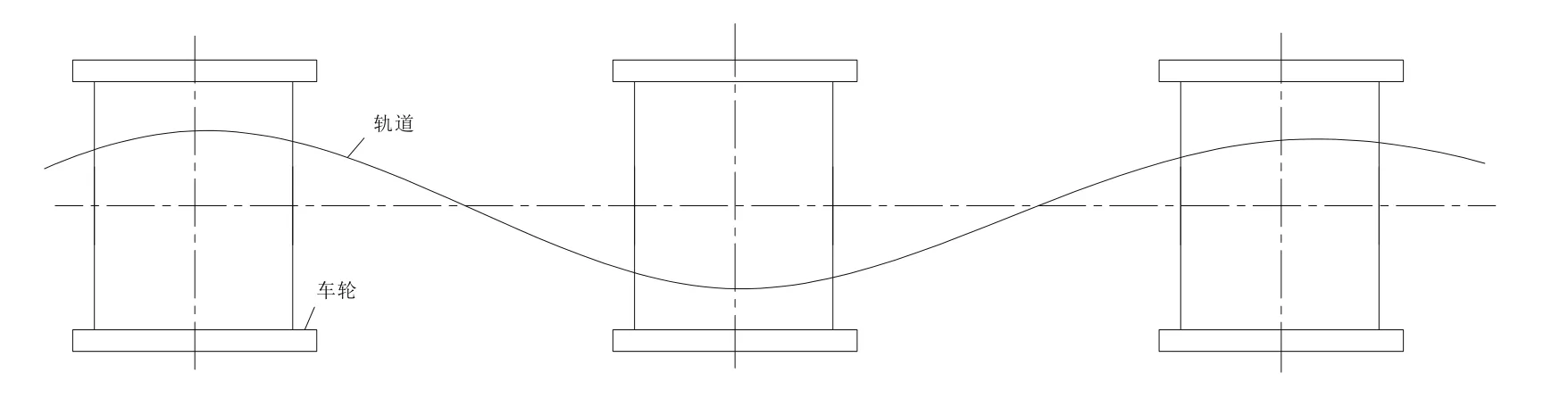
圖8 軌道直線度超差
3.3 傳動系統缺陷造成偏斜運行
門式起重機械的運行機構有集中驅動和分別驅動2種型式。其中分別驅動形式的起重機具有結構簡單、自重輕、性能好、側向力小等優點,已成為起重機大車運行機構的基本驅動形式。但是,分別驅動的最大缺點就是傳動系統中的任一環節出現偏差都會導致兩側驅動力和輪速的不等,而分別驅動的運行機構會因傳動系統元件在制造、安裝等方面的誤差(主要是齒輪配合和鍵軸配合處)發生偏斜運行。
3.4 兩側驅動電動機的機械特性差異
由于起重機械大車多采用分別驅動方式,即剛性腿和柔性腿分別由2個電動機驅動,不同型號的電動機其機械特性會產生差異導致偏斜運行。即使兩側驅動電動機是同一生產廠家生產的同一型號,由于工藝、溫差等因素,電動機性能也會不同。圖9所示為同型號電動機A和電動機B機械特性曲線,當轉速相同時,電動機A轉矩大于電動機B轉矩,意味著電動機A所驅動的車輪受到的驅動力大于電動機B所驅動的車輪。兩側車輪受到的驅動力不一致從而引起偏斜運行[10]。
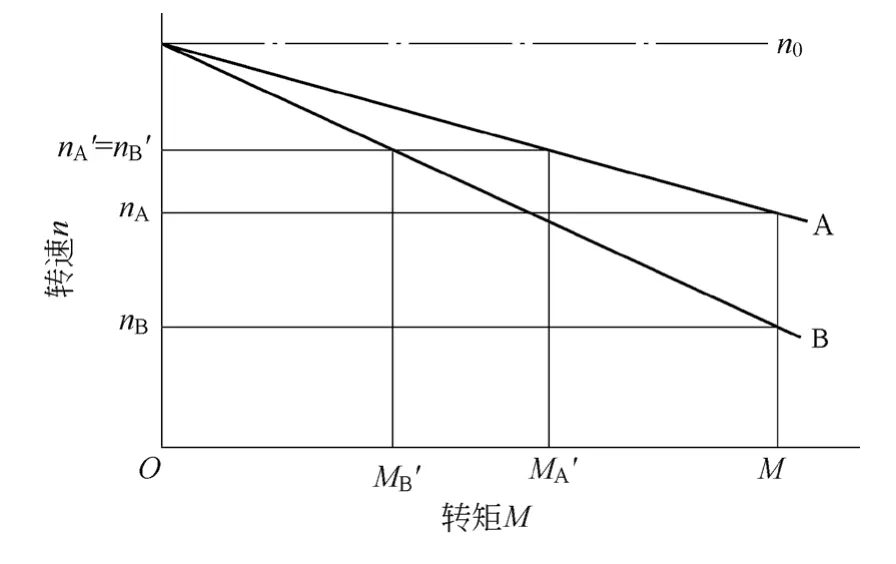
圖9 電動機驅動特性曲線
3.4 其他缺陷造成偏斜運行
3.4.1 起重機門架結構變形
門式起重機的頻繁重載工況容易導致門架結構在垂直和水平方向上的變形。這種變形有可能會影響到車輪和軌道的安裝狀態,導致車輪在運行過程中相對軌道產生傾斜或錯位,使起重機偏斜運行。
3.4.2 不合理的操作
起重機械的不合理操作主要是在起制動時間的控制上,運行機構的起制動時間是有較嚴格規定的。GB/T 3811—2008《起重機規范設計規范》中規定:一般大車的啟動時間不少于4~10 s,小車的啟動時間不少于4~6 s[11]。起制動時間太長則會影響工作效率,太短會加大電動機負荷,當驅動輪的驅動力大于從動輪的附著力時,主動輪打滑引起起重機械的偏斜運行。
3.4.3 外界因素
由于門式起重機的運行工況,導致大車軌道被油脂或其他材料污染,或車輪在運行過程中一些細小物件被擠入車輪和軌道的間隙中,這些情況都會導致兩側車輪的摩擦系數發生變化,導致兩側車輪運行速度產生差異,從而引發起重機的偏斜運行。
4 預防偏斜運行的改進對策
起重機械在安裝過程中需要嚴格按照GB/T 3811—2008《起重機規范設計規范》進行車輪和軌道安裝,同時確保實際使用過程中及時做好起重機械整體的維護保養外,還需采用技術手段來防止啃軌或糾正偏斜運行。
4.1 及時調整軌道和車輪
4.1.1 調整軌道
需要定期檢查鋼軌的固定狀況,對于頻繁重載的起重機械要調整和縮短檢查周期。此外,軌道的緊固螺栓由于受到車輪水平和垂直方向的作用力導致松動,使得啃軌加劇形成惡性循環,故需定期檢查。
4.1.2 調整車輪
當車輪水平偏斜量較小時,可通過在軸承箱的鍵槽內加墊板來實現。當水平偏斜量較大時,則需在鍵板和端梁彎板間加墊層(不超過3層)。
為了防止主梁受力變形造成較大的撓度,通常主梁在設計制造時會有一定量的預設上拱度。對于新裝起重機械在車輪安裝時,可利用這種預變形向內垂直偏斜一定角度,如圖10所示,則起重機受載后,車輪剛好處于垂直狀態。對于使用年限較長的起重機,由于主梁產生了一定量的下撓,為防止起重機受載后橋架變形車輪垂直偏斜,可調整車輪安裝狀態使其向外側偏斜一定角度。
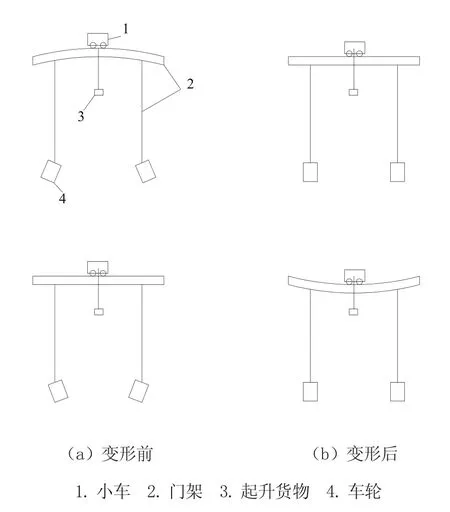
圖10 門架變形前后車輪安裝狀態
4.2 改進起重機械構件
4.2.1 提高門架剛度
門架在垂直和水平方向的較大變形會引起車輪位置的改變,間接導致車輪偏斜。所以,在起重機設計階段往往會采用剛度控制條件或強度控制條件來防止變形過大,目前主要通過增加端梁的寬度和在腹板上橫向焊接大型槽鋼來提高門架的水平剛度。
4.2.2 改進車輪結構
在使用符合質量要求的車輪和提高車輪安裝質量的同時采用具有特殊結構的車輪也能起到預防偏斜運行的作用。采用特殊結構車輪會增加起重機械的部分成本,但是相較后期維護成本低。
1)采用錐形踏面的車輪 采用踏面錐度為1:10的錐形踏面車輪,如圖11所示。利用錐形車輪的直徑差,當車輪A超前運行時,會向直徑較小的區域滑去,落后的車輪B會向直徑較大的區域滑去,在兩側驅動電動機轉速一致時,可使兩側重新達到同步狀態。兩側同步后,兩側車輪的運行直徑也剛好相同。
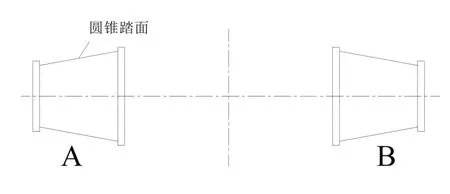
圖11 圓錐踏面車輪結構形式
2)采用半圓柱半圓錐面車輪 該結構車輪是在圓柱形踏面車輪上進行了改進,一部分加工成圓錐形,另一部分加工成圓柱形的一種組合踏面,如圖12所示。該型車輪在運行時較容易對軌道中心線進行自動校正。
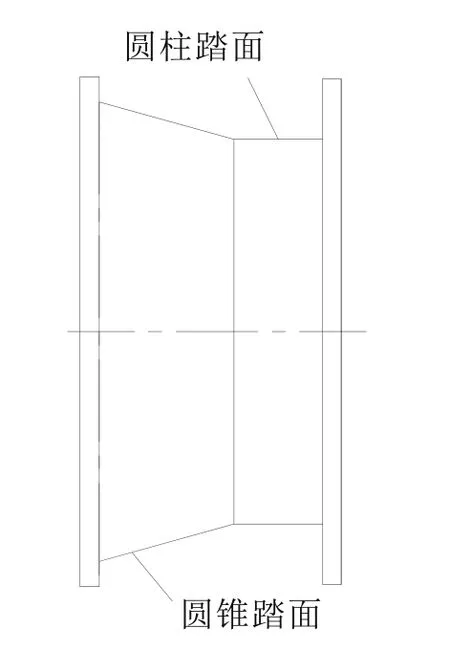
圖12 半圓柱半圓錐面車輪結構形式
4.3 采用 PLC 糾偏技術
為了使起重機械剛性腿和柔性腿在位置和運行速度上的同步,以PLC控制技術為核心的防偏糾偏系統在起重機械上大規模使用。目前,起重機械多采用種糾偏裝置組合使用,即在大車兩側的變頻電動機上安裝增量型編碼器以控制電動機的平均速度;在大車兩側的從動輪上安裝絕對值編碼器檢測兩側大車的位移量;在兩側大車和軌道上安裝磁感應開關和磁感應塊檢測兩側大車的位置偏差;在主梁和柔性支腿連接處安裝位移傳感器或限位開關檢測主梁與支腿的偏斜角。
另外,為減少偏斜運行對起重機機械造成的影響,GB/T 3811—2008《起重機設計規范》中要求:跨度大于40 m的門式起重機和裝卸橋應設置偏斜指示或限制裝置。
5 結語
門式起重機偏斜運行機理雖復雜,但作為起重機械檢驗人員,在檢驗過程中需嚴格遵守GB/T 3811—2008《起重機設計規范》的要求來進行,及時發現并告知使用單位采取措施消除啃軌現象、保證設備的正常運轉。安裝單位和使用單位要嚴格按照GB 50278—2010《起重設備安裝工程施工及驗收規范》[12]的要求進行安裝和驗收,維保(使用)單位在日常維護中要特別注意防止啃軌現象的發生。另外,智能化控制技術在起重機械上的廣泛運用也能有效解決起重機械的啃軌問題,使起重機械運行更加可靠。
