子程序調用和銑削循環在鍵槽銑削中的應用
2022-04-28 03:43:08郭滿榮
機械工程師 2022年4期
郭滿榮
(安徽工業大學工程實踐與創新教育中心,安徽 馬鞍山 243002)
0 引言
隨著數控機床的普及和數控技術的發展,數控加工在各行各業的應用越來越普遍,為了提高數控機床的運行效率,我們在手工編程時盡量使用編程技巧來簡化編程[1]。為了減少程序和編程工作量,幾乎所有的數控系統都具有循環加工指令和子程序調用指令。
目前,各種教材、書籍和因特網上關于數控銑床手工編程的實例,大多都是以德國SIEMENS 公司的SINUMERIK系列802D[2]或810D數控系統、日本FANUC系列數控系統[3-4]、南京四開SKY數控系統和華中數控系統HNC[5]等為例。但在實際生產和教學中,很多工廠和院校,都是使用德國SIEMENS公司的SINUMERIK系列802S/C這種經濟型的數控系統[6],可是關于SIEMENS數控銑床循環[7]和子程序調用[8-10]的文章卻不多見,這就使得許多初次使用循環和子程序調用的操作者無從下手。本文以鍵槽銑削為例說明如何使用可偏移旋轉指令、子程序調用和銑削循環在SIEMENS數控銑床手工編程中簡化編程。零件結構如圖1所示。
1 圖樣及編程分析
從圖1可知,如果直接編程,要計算出每個鍵槽的各點坐標,計算量較大,程序較復雜,這是不可取的。因6個鍵槽形狀完全相同,為了簡化編程,編程時既可采用循環加工,也可采用子程序調用加工,以減少編程量。本文主要介紹如何使用循環LCYC75來加工多個鍵槽,并與采用子程序調用的方法予以對比。
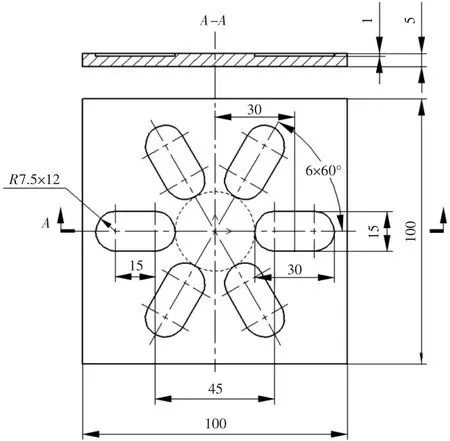
圖1 6個鍵槽
從圖1可以看出,鍵槽長度為30 mm,寬度為15 mm,槽深為1 mm。6個鍵槽分別在X軸上,與X軸線成60°、120°、180°、240°和300°角的位置。
加工第一個鍵槽,可直接在X軸上調用循環LCYC75。加工第二個鍵槽,先用G259附加的可編程旋轉指令,將鍵槽旋轉60°后,再調用鍵槽循環LCYC75。調用結束后,再用G259附加的可編程旋轉指令將鍵槽繼續旋轉60°,再次調用循環。依此類推,再分別繼續旋轉3次,再分別調用3次循環。最后,再用G259附加的可編程旋轉指令將鍵槽旋轉60°,回到初始位置,并用空的G158指令取消附加的可編程旋轉。
使用子程序調用的方法加工上述6個鍵槽,則需要先編制一個鍵槽的子程序,然后在上述6個位置分別6次調用子程序來完成零件的加工。
每次調用循環和子程序時,都用到了可編程的零點偏移指令G158和附加的可編程旋轉指令G259。
G158表示讓坐標軸編程時進行零點偏移。程序段G158指令后無坐標軸名,表示取消當前的可編程零點偏移和坐標軸旋轉設定[11]。
G259指令可以在當前平面(G17到G19) 中編程一個坐標旋轉。本例使用G17,即在XY平面編程。使用G17,可省略不寫,所以后面的程序中都沒有寫G17。
編程前,要先設定編程原點。否則,所編程序沒有任何意義[6]。因為編程原點位置不同,程序就不一樣。圖1設定編程原點在零件的中心上表面上,即虛線圓的圓心,在G54下建立工件坐標系并對刀,工件坐標系的原點就是編程原點。
目前有很多數控系統,如FANUC、SKY、SIEMENS、HNC系統等,每個數控系統的指令代碼都不盡相同,編程方法也就不同。因此,編寫程序前,一定要掌握自己所用數控系統的指令代碼,然后用其進行編程。本文中的兩個程序都是針對SIEMENS 802S/C數控系統而編制的。
為了提高加工精度,加工通常分為粗加工和精加工。本文只關注銑削循環和子程序調用的兩種編程方法不同之處。為了簡化程序、減少換刀時間,此案例不分粗加工和精加工,只用一把銑刀一次完成銑削加工。根據圖1中的圖形尺寸,采用直徑為10 mm的鍵槽銑刀加工較合適。下面分別講述如何使用SIEMENS 802S/C數控系統的循環LCYC75和子程序調用來加工鍵槽。
2 利用銑削循環LCYC75編程
利用銑削循環LCYC75,通過設定相應的參數可以銑削一個與軸平行的矩形槽或者鍵槽,或者一個圓形凹槽。循環中,如果要銑削鍵槽,必須設置凹槽寬度為2倍圓角半徑。程序中循環各項參數設置和說明如表1所示。

表1 銑削循環LCYC75中各項R參數設置說明
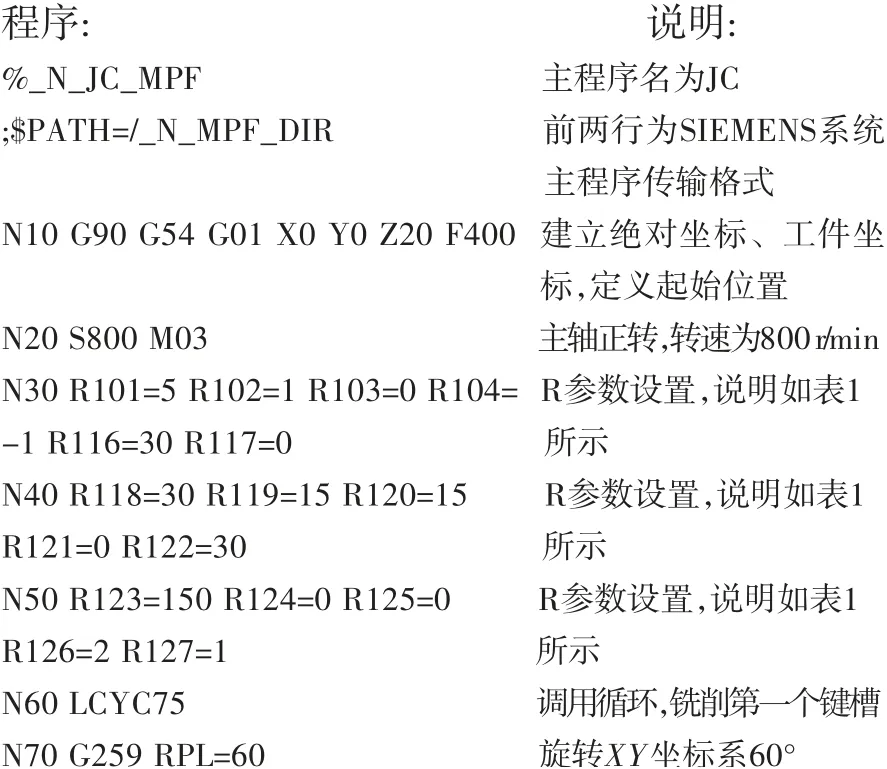
雖然SIEMNS說明書中,有關于循環LCYC75的案例,但卻是以XZ平面為例來說明的。眾所周知,平時大家都是使用XY平面來編程的。為了幫助初次使用循環LCYC75的用戶有效地解決了這一問題,本文以一個加工6個鍵槽的案例來說明如何使用循環LCYC75在XY平面編程。程序及說明如下。

3 利用子程序調用編程
一些零件上經常會出現一些相同的或對稱的結構,編程時需要反復編程同一形狀零件嗎?答案是否定的。為了達到簡化編程的目的,可以把多次出現的同一形狀圖形的程序編成一個子程序,在主程序中反復調用子程序即可。
圖1中有6個完全相同的鍵槽。編程時,只要先編寫一個鍵槽的子程序,在主程序中調用6次子程序即可。下面為加工鍵槽的主程序和子程序。主程序名為JC,子程序名為L1。主程序和子程序名可隨意編寫,只要滿足程序命名原則即可。

4 結語
用循環LCYC75加工時,只要設置循環中的各項參數即可,不需要考慮刀具的半徑補償。但是使用子程序調用時,子程序中需要考慮刀具半徑左右補償,在此補償值為5 mm(因刀具直徑為10 mm)。注意刀具半徑補償值在加工前,要先輸入到數控銑床的數控系統中,加工時才能進行半徑補償[6]。
從前面的兩個編程案例可以看出,使用銑削循環LCYC75加工,要求大家熟悉各種循環參數及使用方法。如果不清楚各項參數含義,則無法熟練運用此功能。設置好循環各項參數后,系統就可以自動運行程序加工出所需零件。而運用子程序調用加工,不僅要求熟悉子程序的編制方法,而且要求掌握子程序調用方法。兩種編程方法都用到了坐標系旋轉指令G259和取消坐標系旋轉G158指令。使用循環和子程序調用這兩種方法都可以加工出圖1所示的零件,各有利弊,大家可依據自己的習慣和掌握情況來選擇使用哪種方法來加工,目的是簡化編程,提高效率。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
人大建設(2019年12期)2019-05-21 02:55:44
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
電信科學(2016年10期)2016-11-23 05:11:56
中國衛生(2015年3期)2015-11-19 02:53:32
西安航空學院學報(2014年5期)2014-07-13 01:27:52
