小機組轉子樅樹型圓弧槽加工工藝分析
2022-04-28 03:43:08陳留濤何超陳杰馬榮波姜宏誠
機械工程師 2022年4期
關鍵詞:工藝
陳留濤,何超,陳杰,馬榮波,姜宏誠
(中國長江動力集團有限公司,武漢 430205)
0 引言
汽輪機轉子葉根槽有各種形狀,一部分是采用樅樹型輪槽結構,這種輪槽承載截面按照等強度分布,有效工作面積大,承載能力強,因此在汽輪機低壓級中得到了廣泛應用[1-3]。樅樹型輪槽根據等強度要求,按輪槽中心線和轉子中心線的相互位置不同可分為直槽、斜槽和圓弧槽3種形式[4]。轉子樅樹型直槽承載能力相對其他兩種較小,當載荷較大時,多采用樅樹型斜槽和圓弧槽結構。近年來,一些學者對于樅樹型葉根與輪緣結構優化研究較為全面,靳亞峰[5]使用有限元仿真分析方法研究發現了斜齒樅樹型葉根各齒載荷分布與角度變化關聯較小;張明輝等[6]研究了基于三維熱彈性接觸的樅樹型葉根和輪緣最大等效應力降低的方法,并獲得了一些成果。這些理論研究成果顯著,實際加工制造與理論研究有一定差別。樅樹型圓弧槽因工藝設計和加工過程較為復雜、裝配面多、加工效率低等特點,改進空間很大。
目前樅樹型圓弧槽的加工方法一直是汽輪機轉子加工的重點與難點。這種結構復雜、精度要求高的輪槽對刀具的設計和工裝的選用有較高的要求,在上汽、哈汽和東汽的大型機組轉子中應用廣泛,中小機組的應用較少。在行業內通常需要專用的鏜銑床來完成加工制造,除此以外,設備的精度和加工方法對產品質量有直接的影響。因此研究樅樹型圓弧槽的加工工藝具有重要的意義。
1 樅樹型圓弧槽的加工工藝及難點分析
樅樹型圓弧槽是轉子葉根槽結構的一種,轉子一級由多個重復相同的輪槽構成,沿轉子中心線面向葉輪端面看去,輪槽截面形似樅樹,如圖1所示,葉根槽由4個齒組成規則的型線結構,沿圓弧槽軌跡的垂直面結構截面如圖2所示,加工的截面主要技術條件為:1)葉根槽的根部與理論尺寸誤差小于0.08 mm;2)輪槽節距最小實體尺寸與最大實體尺寸小于0.114 mm;3)輪槽承載面區域粗糙度Ra1.6 μm;4)輪槽承載面最小加工誤差為0.013 mm;5)輪槽非承載面最小加工誤差為0.127 mm。
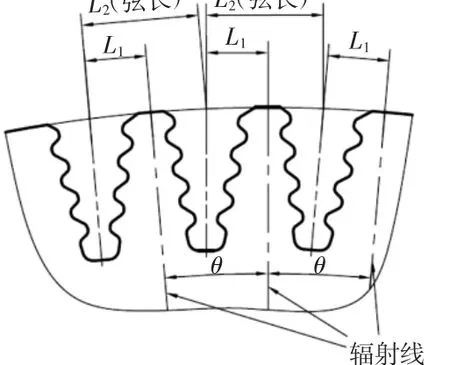
圖1 樅樹型圓弧槽主視圖
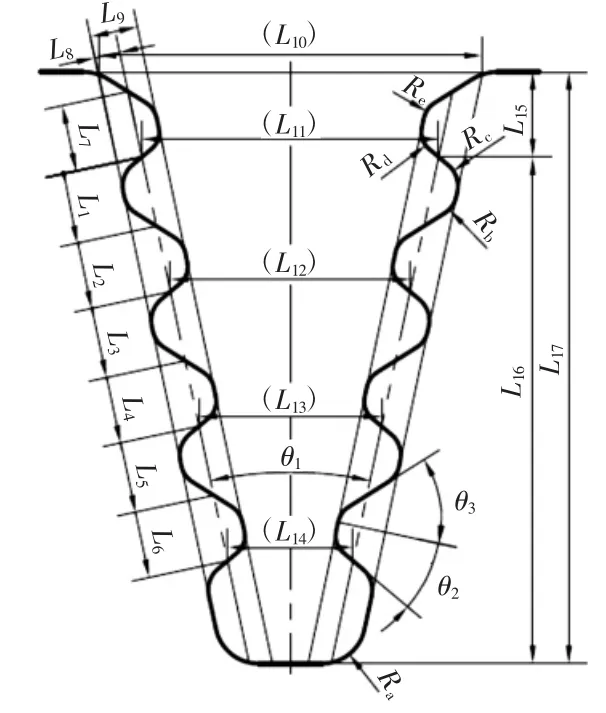
圖2 樅樹型圓弧槽截面示意圖
以上加工尺寸的公差要求極為嚴格,給加工增加了較大的難度。此外整體轉子有多級葉輪,葉輪之間開檔較小,樅樹型輪槽呈圓弧分布時,拉削方法在此無法使用,只能采用銑削的加工方法。
結合圖3可以發現,銑刀的中心走刀軌跡呈規則的圓弧狀,銑削過程中銑刀的中心線軌跡能否和圓弧槽的中心線理論尺寸保持一致也是加工過程中另一難題,使用剛性合適的鏜銑床尤為重要。
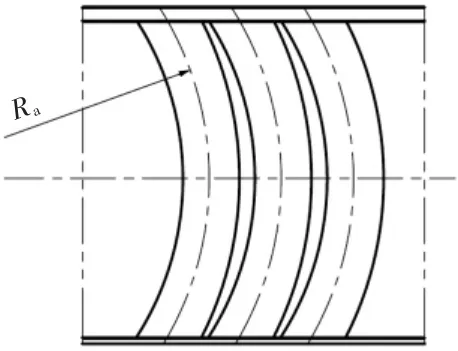
圖3 圓弧槽俯視結構圖
2 工藝方案及加工過程
2.1 轉子裝夾方案
針對整鍛轉子樅樹型圓弧槽的結構特點,樅樹型圓弧槽加工在數控落地鏜銑床上完成,采用TK13800數控立臥回轉工作臺作為電控驅動裝置。使用機械分度裝置提高轉子分度的準確性,分度盤卡槽與加工輪槽數量一致,如圖4所示,轉子軸頸分別落在相應軸瓦上,由液壓壓緊裝置固定。轉子落位后,調整分度盤使插銷在彈簧回復力作用下自由插入分度盤齒槽內,槽內深度大于8 mm,分度銷半插入狀態觀察銷與齒槽兩側間隙應均勻,全插入狀態下分度銷與齒槽兩側應均貼合,滿足以上要求后拔出分度銷卡住。壓緊轉子后再次檢查分度銷是否能夠順利插入8 mm,且在分度銷半插入狀態觀察分度銷與齒槽兩側間隙均勻,同時全插入狀態下分度銷兩側間隙不大于0.02 mm,如圖5所示。

圖4 樅樹型輪槽分度

圖5 分度插銷檢查
轉子調整水平前,先校正轉子體前后兩支撐座,在鏜床主軸上放置百分表,調整底部調整墊鐵使得側面垂直方向偏差不大于0.03/200 mm;調整油箱底部的調整墊鐵使得兩支撐座高度差不大于0.05 mm,上端面水平面到鏜床工作臺的距離1100 mm。待支撐座校正后,將轉子體落至兩支撐座軸瓦上放置,校正轉子體并精調前、后支撐座,使轉子體沿鏜銑床導軌及地面水平方向在0.03 mm之內,檢查轉子體輪面垂直度應在0.03 mm之內。
2.2 刀具選型設計
轉子樅樹形圓弧槽由于復雜的結構和較高的精度要求,使用樅樹型成型銑刀,材料為粉末高速鋼,一個圓弧槽由一組刀具完成,每組刀具包括粗銑刀、加深刀、上半部半精刀、下半部半精刀、精銑刀,如圖6所示。

圖6 一組樅樹型輪槽成型銑刀
其中,精銑刀是由樅樹型成型銑刀和端面銑刀通過螺栓把合在一起形成。刀具使用順序依次為:粗銑刀、加深刀、上半部半精刀、下半部半精刀、精銑刀。通過前期試塊的工藝試驗和論證,鏜銑床FBC160rh設備與工裝均能滿足加工要求,具備樅樹型圓弧槽的加工基礎。
2.3 對刀方案
加工轉子樅樹型圓弧槽前,先實測轉子直徑為D1,轉子理論直徑為D2,為了提高樅樹型輪槽型線與外圓小平面的形位公差,在成型銑刀加工輪槽前,先由平面銑刀銑一個平面,以轉子徑向外圓對刀,平面刀進刀深度為:L=(D1-D2)/2-0.10。
平面銑完后,以該平面為基準,每組樅樹型銑刀刀尖對刀,進刀深度為:C=k+0.1,式中,k為刀具設計基準線至刀尖的距離,如圖7所示。
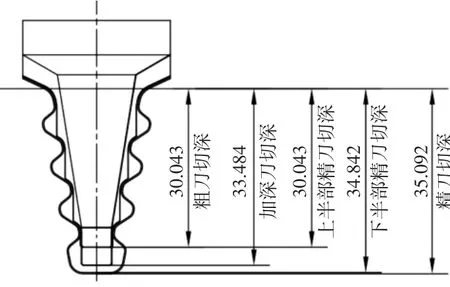
圖7 樅樹型斜槽刀具切深方案
本方案需要注意的是,對刀次數多,要求操作者具有良好的職業習慣和一定的操作經驗,準確對刀,又要避免因對刀傷及轉子體本體,確保外觀質量完好。
2.4 切削參數的設計
通過對成型刀具的特性和復合材料的分析,綜合考慮數控落地鏜銑床的加工性能和精度,計算得出銑刀最小直徑處線速度為7 m/min。平面銑刀直徑為φ50 mm,粗銑刀與半精銑刀走刀量為15 mm/min,試驗過程中經過適當調整,最終確定了樅樹形圓弧槽的刀具切削參數如表1所示。
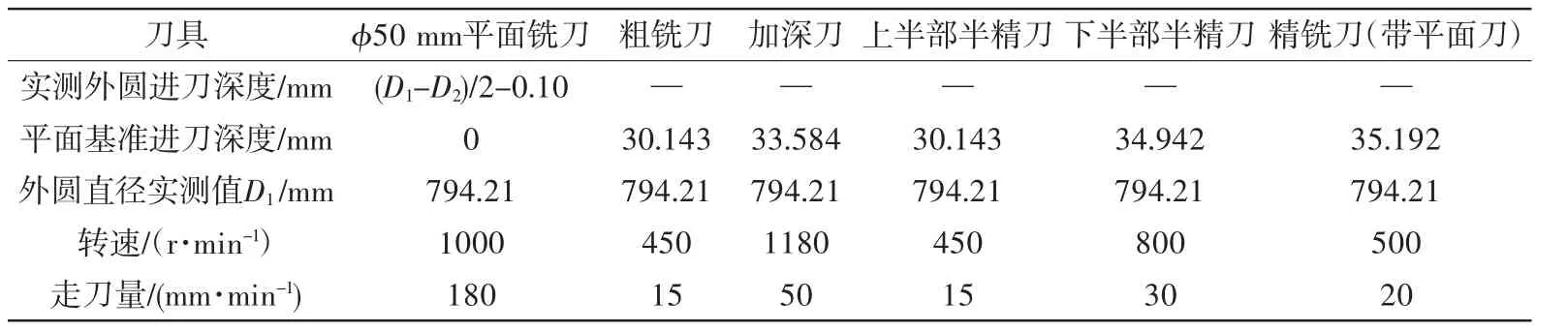
表1 樅樹型圓弧槽刀具切削參數表
樅樹型銑刀切削參數要求精確,加工過程中要求操作規范,切削參數過大或者刀具抖動都可能會引起刀具斷裂,銑削前先校正粗銑刀徑向跳動小于0.01 mm,跳動不均勻會導致刀具切削過程中受力平衡。輪槽最后一步銑削是由精銑刀和平面銑刀把合一起完成。為了保證精銑輪槽的準確性,開始銑平面前徑向單邊預留0.10 mm余量,加工過程中粗銑刀和半精銑刀進刀深度增加0.10 mm,在轉子樅樹型圓弧槽加工到設計要求時,最后一步0.10 mm余量由精銑刀加工去除。這樣設計加工參數既保證了樅樹型圓弧槽徑向尺寸的準確性,又確保了圓弧槽與基準平面的形位公差滿足設計要求。
2.5 刀具走刀軌跡的設計
鏜銑床Z軸以平面刀銑過的XY平面為基準對刀,加工樅樹型圓弧槽時XY平面以中間輪槽基準線和轉子中心線交點為零點,機床坐標歸零,刀具在XY平面方向運動軌跡為半徑R148.17 mm的圓弧,銑刀中心的起點為運動軌跡起的起點,坐標為(-81.31,-24.302),軌跡終點坐標為(+88.69,-29.409),銑刀起點到終點連接的圓弧線即為XY平面上銑刀的運動軌跡,如圖8所示。加工平面對完刀后,Z軸方向在銑刀起點進刀深度調整到位,銑刀轉速按照切削參數執行,然后再完成XY平面的銑削過程,需要注意的是,銑刀在加工接近輪盤之前和加工完遠離輪盤后需要留有足夠的行程余量,方便機床主軸退刀。
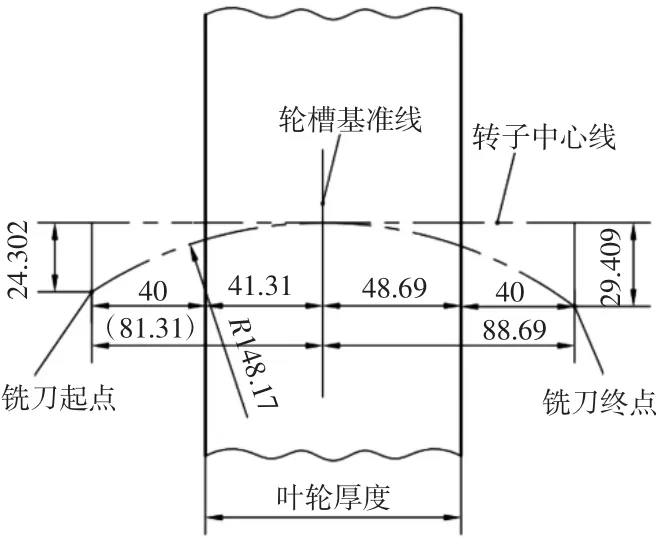
圖8 圓弧槽XY面走刀行程
3 工藝試驗
3.1 輪槽數控加工工藝流程
開展工藝試驗,事先完成機床的數控編程,并仔細核對數控程序參數與切削參數表數據完全一致。校正好轉子的水平,將成型銑刀裝夾在機床主軸上,找正機床主軸Z向零點,平面刀對刀,Z軸置零點,按照表1給定實測外圓進刀深度鏜銑平面。工藝試驗如圖9所示。

圖9 樅樹型圓弧槽工藝試驗
工藝試驗的具體加工流程為:粗銑刀對刀,以平面為基準零點,進刀深度參照表1切削參數表取30.143 mm;加深刀對刀,以平面為基準零點,進刀深度參照表1切削參數表取33.584 mm;上半部精刀對刀,以平面為基準零點,進刀深度同粗銑刀一致,參照表1切削參數表取30.143 mm;下半部精刀對刀,以平面為基準零點,進刀深度參照表1切削參數表34.942 mm;精銑刀對刀,以平面為基準零點,進刀深度為35.192 mm,把合的平面銑刀帶光預先留下的基準平面0.10 mm余量。一個輪槽精銑完成后,使用通規對加工后的輪槽進行檢查,并且檢查相鄰輪槽之間的弦長滿足設計要求。
3.2 輪槽加工結構模擬分析
考慮到圓弧槽復雜的結構及加工制造過程,為了滿足樅樹型圓弧槽的要求,更直觀全面地了解圓弧槽可能存在的干涉或者過切問題。基于以上疑問進行三維模型設計,更直觀地發現加工制造可能出現的問題,設計待加工輪槽外徑與寬度數據和工藝試驗產品一致。圓弧槽三維輔助設計結果如圖10所示。
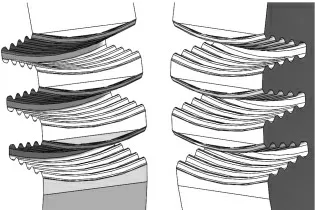
圖10 樅樹型圓弧槽三維模型
結合三維結構與工程圖可以看出,圓弧槽進汽邊與出汽邊的輪槽節距與基準線處的節距均不一致,如圖11所示。
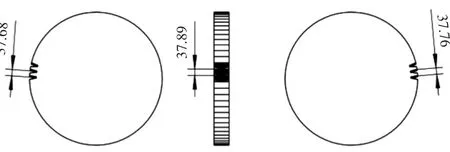
圖11 理論弦長示意圖
通過三維模擬分析可知,樅樹型圓弧槽在輪槽基準線處的節距最大,同樣的型線在基準線處節距為37.89 mm,左視圖進汽邊節距為37.68 mm,右視圖出汽邊節距為37.76 mm,相鄰輪槽基準平面交于一條直線。以上數據為輪槽加工完后的檢查提供了的理論依據。
3.3 試驗結果及分析
在鏜銑床和成型刀具組進行工藝試驗后,分析研究試驗的過程和結果,從而提高樅樹型圓弧槽的加工能力。工藝試驗所使用的試驗轉子直徑為φ794.21 mm,輪盤寬度為90 mm。樅樹型圓弧槽加工過程中,旋轉工作臺控制相鄰輪槽夾角為6°,連續加工3個輪槽,結果如圖12所示。
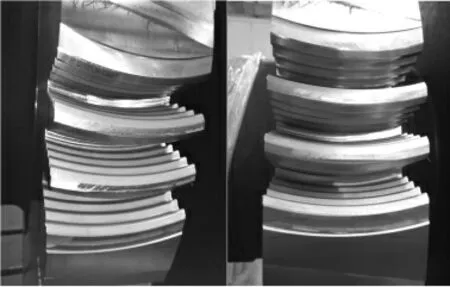
圖12 樅樹型圓弧槽加工結果
樅樹型圓弧槽相鄰輪槽截面相交于一條水平直線,檢查3個輪槽順銑面承載面與非承載面粗糙度約為Ra1.6 μm,完全符合設計要求,逆銑面粗糙度較順銑面粗糙度略差,經過分析,理論上逆銑面的確要差于順銑面,這是銑刀旋轉切削的結構決定。檢查輪槽進汽邊的節距與出汽邊的節距,與三維輪槽模擬結果基本吻合,驗證了銑刀弧形走刀的準確性。使用通規檢查輪槽順利通過,滿足設計要求。機床的剛度和刀具的使用時間長短對輪槽表面粗糙度有一定的影響,相同條件下,刀具使用過的時間越短,輪槽的表面越光滑。以上工藝試驗結果驗證了該工藝方案的準確性,為產品的可靠加工提供了重要的指導意義。
4 結語
經過本文的工藝方案加工后的轉子樅樹型圓弧槽各項參數滿足設計標準,通規順利通過,弦長符合設計標準,輪槽走刀軌跡和設計值一致,滿足了設計要求。實現了整鍛轉子樅樹型圓弧槽的加工,過程中使用的銑削參數,如主軸轉速、走刀量是根據數控落地鏜銑床實際加工能力和轉子材料作出適當調整得來,從而給產品加工提供了重要的參考依據,試驗證明本文的加工工藝方案可行。為整體轉子樅樹型圓弧槽的加工提供便捷條件,減少了轉子加工時間,縮短了機組生產周期。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
