基于改進遺傳算法的計算機數學模型構建研究
2022-05-09 01:05:45何慶鐘維堅田風林鋒唐蘇東
中國新通信 2022年5期
何慶 鐘維堅 田風 林鋒 唐蘇東


【摘要】? ? 面向網絡計算機中海量的數據信息,采取傳統匹配搜索遺傳算法進行匹配點、非匹配點的遍歷,通常遍歷到無效度更高的非匹配點較多,很難在短時間內找到與樣本相近的最佳匹配點。基于此,針對基本遺傳算法的無效遍歷、數據冗余弊端,結合最小二乘法、Bagging集成聚類算法對原有遺傳算法作出改進,建立起相似度匹配的計算機數學模型,確定高精度因子匹配的參數估算范圍和辨識度,改進遺傳算法關聯矩陣編碼、解碼、交叉等集成學習與迭代環節,以擴展樣本匹配的搜索空間與深度。
【關鍵詞】? ? 改進遺傳算法? ? 計算機? ? 數學模型? ? 構建
引言:
在企業工業化生產、計算機視覺處理數據匹配中,通常需要根據視覺數據因子、工作站的數量,設置n個樣本數據為初始聚類中心,對多個相似對象進行最小誤差求解,將不同對象分配至距離其最近的聚類中心,來完成算法最優解的搜索與匹配。因而面對傳統遺傳算法具有的無效遍歷更多、搜索深度不足等特征,本文提出基于Bagging集成聚類的改進遺傳算法,建立起企業裝配線的計算機平衡優化數學模型,將雙目裝配線中的生產作業要素因子,合理分配到相應的工作站之中,進行種群聚類分析的編碼、適應度計算,得到每個個體的搜索與聚類結果。
一、傳統遺傳算法的編碼、數據搜索與交叉操作執行流程
傳統遺傳算法為美國密歇根大學J.? H.Holland教授,根據達爾文“自然選擇理論”提出的自適應數據信息搜索/優化技術,其初始群體編碼是由二進制“0”和“1”字符組成的一連串字符串,將具有類似特征的字符串組合為特定子集,并利用隨機搜索技術對多個字符串組成集合,進行交叉、變異等的迭代遺傳操作,來確定全局最優解。
因而該遺傳算法主要是對編碼后的控制參數,作出編碼串模式階次的群體矢量搜索。在完成某一空間數據參量的編碼后,先對群體P(t)展開選擇、交叉、變異等遺傳算法運算,再根據所求問題的目標函數(適應度函數),進行編碼字符串集群中個體的適應度評估,得到下一代群體P(t+1)。傳統遺傳算法的編碼、數據搜索與交叉操作的簡單執行流程如下所示。
開始程序;
t←0;
初始化種群P(t) 編碼;
評價種群P(t)編碼;
如果不符合終止條件,則開始循環;
T←t+1;
從上一代種群P(t-1)中選擇個體,形成新的群體P(t);
種群P(T)通過交叉和變異進化;
種群P(T)的適應度計算;
評價組P(T);
周期結束;
程序執行結束。
二、基于Bagging集成聚類的改進遺傳算法
傳統遺傳算法在多個編碼數據集群的搜索、交叉操作過程中,常常表現出無效遍歷、數據冗余、搜索深度不足等問題,因而提出Bagging集成聚類算法,利用多個基學習器進行編碼樣本的綜合學習,使聚類所有樣本到聚類中心距離的平方和最小,由此得出每個集群個體的所屬類別。
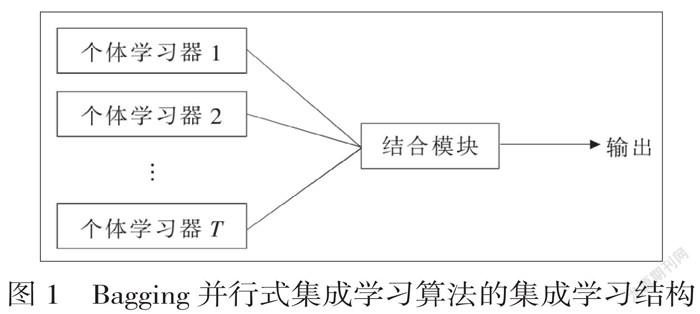
(一)Bagging并行式集成學習算法
Bagging是在統計學習采樣技術的基礎上,對多種不確定性樣本進行統計、推斷與學習的技術,具有多次抽樣、并行集成的樣本采集特征。如先給定樣本容量為n的編碼數據集群,從該集群中隨機取出某一樣本,放入Bagging采樣數據集,再將該樣本放回初始數據集,經過這樣多次的隨機抽樣,重復抽樣的過程為T次,得到涵蓋v個樣本的采樣數據集,可記為Bagging樣本Di=(x1,x2,…,xv),i=1,2,…,T。
針對以上T個采樣出的訓練樣本集,選取多個基學習器對每個采樣集的v個樣本進行訓練,再將以上多個基學習器的訓練結果作出整合,輸出為最終的Bagging并行式集成學習結果,完成Bagging算法的基本執行流程,具體集成學習結構如圖1所示:
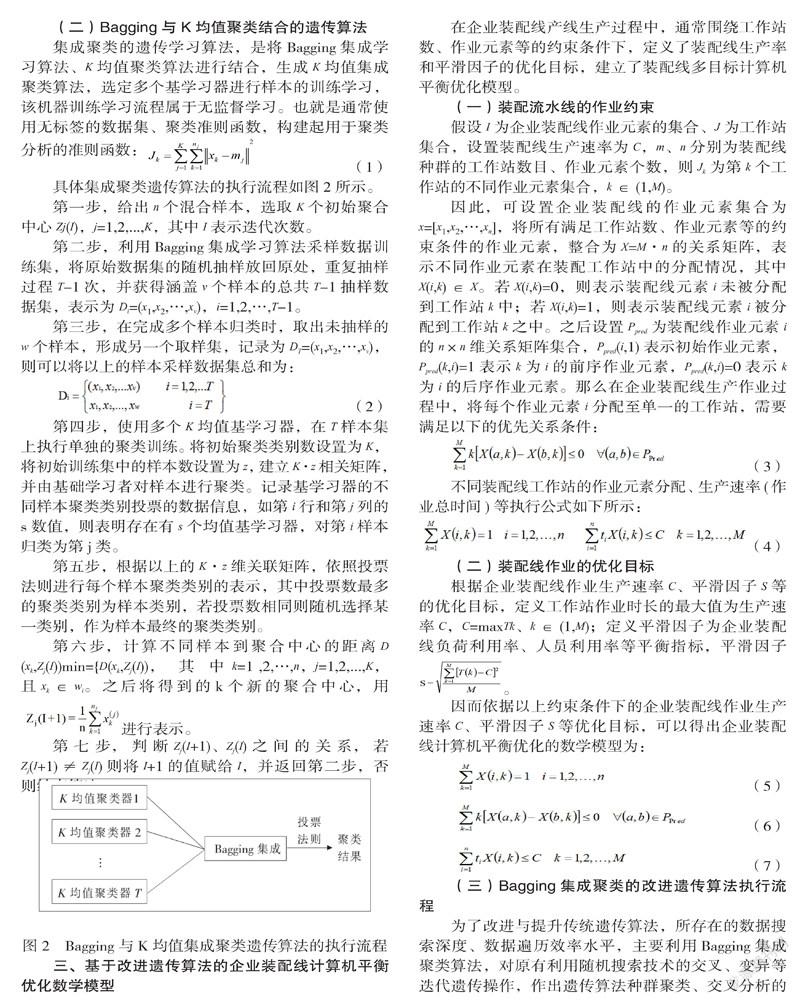
(二)Bagging與K均值聚類結合的遺傳算法
集成聚類的遺傳學習算法,是將Bagging集成學習算法、K均值聚類算法進行結合,生成K均值集成聚類算法,選定多個基學習器進行樣本的訓練學習,該機器訓練學習流程屬于無監督學習。也就是通常使用無標簽的數據集、聚類準則函數,構建起用于聚類分析的準則函數:
(1)
具體集成聚類遺傳算法的執行流程如圖2所示。
第一步,給出n個混合樣本,選取K個初始聚合中心Zj(I),j=1,2,...,K,其中I表示迭代次數。
第二步,利用Bagging集成學習算法采樣數據訓練集,將原始數據集的隨機抽樣放回原處,重復抽樣過程T-1次,并獲得涵蓋v個樣本的總共T-1抽樣數據集,表示為Di=(x1,x2,…,xv),i=1,2,…,T-1。
第三步,在完成多個樣本歸類時,取出未抽樣的w個樣本,形成另一個取樣集,記錄為DT=(x1,x2,…,xv),則可以將以上的樣本采樣數據集總和為:
(2)
第四步,使用多個K均值基學習器,在T樣本集上執行單獨的聚類訓練。將初始聚類類別數設置為K,將初始訓練集中的樣本數設置為z,建立K·z相關矩陣,并由基礎學習者對樣本進行聚類。記錄基學習器的不同樣本聚類類別投票的數據信息,如第i行和第j列的s數值,則表明存在有s個均值基學習器,對第i樣本歸類為第j類。
第五步,根據以上的K·z維關聯矩陣,依照投票法則進行每個樣本聚類類別的表示,其中投票數最多的聚類類別為樣本類別,若投票數相同則隨機選擇某一類別,作為樣本最終的聚類類別。
第六步,計算不同樣本到聚合中心的距離D (xk,Zj(I))min={D(xk,Zj(I)),其中k=1 ,2,…,n,j=1,2,...,K,且xk∈wi。之后將得到的k個新的聚合中心,用
進行表示。
第七步,判斷Zj(I+1)、Zj(I)之間的關系,若Zj(I+1)≠Zj(I)則將I+1的值賦給I,并返回第二步,否則結束算法。
圖2? ? Bagging與K均值集成聚類遺傳算法的執行流程
三、基于改進遺傳算法的企業裝配線計算機平衡優化數學模型
在企業裝配線產線生產過程中,通常圍繞工作站數、作業元素等的約束條件下,定義了裝配線生產率和平滑因子的優化目標,建立了裝配線多目標計算機平衡優化模型。
(一)裝配流水線的作業約束
假設I為企業裝配線作業元素的集合、J為工作站集合,設置裝配線生產速率為C,m、n分別為裝配線種群的工作站數目、作業元素個數,則Jk為第k個工作站的不同作業元素集合,k∈(1,M)。
因此,可設置企業裝配線的作業元素集合為x=[x1,x2,…,xn],將所有滿足工作站數、作業元素等的約束條件的作業元素,整合為X=M·n的關系矩陣,表示不同作業元素在裝配工作站中的分配情況,其中X(i,k)∈X。若X(i,k)=0,則表示裝配線元素i未被分配到工作站k中;若X(i,k)=1,則表示裝配線元素i被分配到工作站k之中。之后設置Ppred為裝配線作業元素i的n×n維關系矩陣集合,Ppred(i,1)表示初始作業元素,Ppred(k,i)=1表示k為i的前序作業元素,Ppred(k,i)=0表示k為i的后序作業元素。那么在企業裝配線生產作業過程中,將每個作業元素i分配至單一的工作站,需要滿足以下的優先關系條件:
不同裝配線工作站的作業元素分配、生產速率(作業總時間)等執行公式如下所示:
(二)裝配線作業的優化目標
根據企業裝配線作業生產速率C、平滑因子S等的優化目標,定義工作站作業時長的最大值為生產速率C,C=maxTk、k∈(1,M);定義平滑因子為企業裝配線負荷利用率、人員利用率等平衡指標,平滑因子
因而依據以上約束條件下的企業裝配線作業生產速率C、平滑因子S等優化目標,可以得出企業裝配線計算機平衡優化的數學模型為:
(三)Bagging集成聚類的改進遺傳算法執行流程
為了改進與提升傳統遺傳算法,所存在的數據搜索深度、數據遍歷效率水平,主要利用Bagging集成聚類算法,對原有利用隨機搜索技術的交叉、變異等迭代遺傳操作,作出遺傳算法種群聚類、交叉分析的改進。根據企業裝配線的計算機平衡優化數學模型,將雙目裝配線中的生產作業要素因子,合理分配到相應的工作站之中,進行種群聚類分析的編碼、適應度計算,得到每個個體的搜索與聚類結果,判定隨機配對的個體是否屬于同一種群聚類,以此來確定全局最優解。
記Spop為裝配線生產速率C、平滑因子S等種群的數目;pop(t)為第t代種群、G為遺傳代數;Pc表示交叉概率、Pm表示變異概率。則Bagging集成聚類的改進遺傳算法執行流程如下所示:
第一步,設置包括Spop、G、C、S、M、Pc、Pm、T、v、K等的初始值。
第二步,令t=0,根據設置的初始化種群Ppop(0),隨機產生種群Spop的多個個體數目量。
第三步,圍繞第t代種群P(t)的多個個體,進行第t代種群適應度的計算,計算得出裝配線作業生產速率C、平滑因子S等的適應度參考值。
第四步,懲罰項。檢查每一代種群個體,是否滿足裝配線工作站數、作業元素等的約束條件。若不滿足以M固定值為主的工作站數量約束條件,則需要向多個種群個體添加相應的適應行懲罰項,例如設置適應性參考值為500的極大值,淘汰掉那些不符合適應度要求的個體。
第五步,根據作業生產速率C、平滑因子S等的適應度參考值,進行雙目標并列選擇的操作,選出具有最優適應度參考值的種群個體,將其標記為S=Spop/2,然后對多個最優個體重組為第t+1代的新種群。
第六步,利用Bagging集成聚類算法,進行交叉與變異操作。依托Bagging集成聚類算法,采用單點交叉、單點變異規則,在個體編碼字符串中設置交叉點、基因變異點,從對應基因范圍內取一數值代替原有種群個體值。
第八步,循環操作。若滿足工作站數為M的固定值約束,將t+1賦值給t,停止循環迭代計算;否則轉向第三步。
四、基于改進遺傳算法的計算機平衡優化模型的仿真實驗分析
為對改進后的bagging集成聚類算法,進行深度搜索、交叉計算能力的驗證,本文以某以制造業的變速箱裝配線作業為例,設置變速箱裝配線工作站M=12、作業元素數量n=27的優先關系,具體如下圖所示。借助于MATLAB 2019b仿真模型,對該裝配線生產速率C、平滑因子S的計算進行平衡優化,具體計算機數學模型的參量設定如下:裝配線固定工作站M=12、作業元素數量n=27,以及生產速率初始值C=130s、平滑因子種群數量S=200、交叉概率Pc=0.6、變異概率Pm=0.05、遺傳代數G=50。
當在每組實驗中分別設定參數T=5~7、v=60~80、K=3~5時(如表1所示),得到的裝配線生產速率C=120s、平滑因子S=18.3~18.4,具體優化過程如圖3所示,優化時對不同代種群的生產速率C、平滑因子S最優值進行記錄。
圖3? ? 基于Bagging改進遺傳算法的生產速率C、平滑因子S優化過程
表1? ? 仿真實驗參數設定與結果分析
仿真實驗設定參數 裝配線生產速率C/s 平滑因子S
未改進遺傳算法 130 19.71
T=5、v=60、K=3 120 18.36
T=5、v=80、K=5 120 18.27
T=7、v=60、K=5 120 18.43
T=7、v=80、K=3 120 18.41
從圖3、表1可以得出,裝配線作業生產速率的優化在5代以內得到最優值,平滑因子S分別在15代、40代后收斂,裝配生產速率C、平滑因子S的雙目標均得到優化。但由于在多次Bagging集成聚類算法的平衡優化過程中,得到的平滑因子S數值存在著變化性,因此可以認為在不同參數設置下,平滑因子S優化的搜索深度不同。從整體上看,在4次實驗中分別設定不同參數背景下,最終平滑因子S=18.3~18.4優于未改進遺傳算法的最優解,提高了裝配效率、減少了總空閑時間,該Bagging集成聚類算法可用于對可行解進行深度搜索。
參? 考? 文? 獻
[1] 余航.計算機數學建模中改進遺傳算法與最小二乘法應用[J].? 電子設計工程. 2020(01):15-18.
[2] 陳軍紅.平面控制網的復數域最小二乘法估計研究[J].? 華中師范大學學報(自然科學版). 2019(02):181-188.
[3] 李鳳坤.改進AHP-GA算法的多目標配送路徑優化[J].? 計算機系統應用. 2019(02):152-157.
[4] 丁立超,黃楓,潘偉.基于改進混沌遺傳算法的炮兵火力分配方法[J].? 系統仿真技術. 2021(01):12-16.
[5] 鐘育彬,鄧文杰.基于復雜適應度函數的因素遺傳算法[J].? 廣州大學學報(自然科學版). 2020(05):47-50.
[6] 葛曉梅,李世豪.基于改進遺傳算法的多目標車間布局優化問題研究[J].? 現代制造工程. 2021(03):10-14+9.
猜你喜歡
小學科學(學生版)(2021年7期)2021-07-28 06:44:42
趣味(數學)(2020年9期)2020-06-09 05:35:08
科技傳播(2019年22期)2020-01-14 03:06:34
科技傳播(2019年22期)2020-01-14 03:06:30
消費導刊(2017年20期)2018-01-03 06:26:40
現代經濟信息(2016年19期)2016-10-20 15:57:03
中國科技博覽(2016年19期)2016-10-19 12:39:29
科學與財富(2016年28期)2016-10-14 00:42:15
大學教育(2016年9期)2016-10-09 08:38:54
成才之路(2016年26期)2016-10-08 12:01:17