工業機器人工具坐標及方向的標定方法
2022-05-09 13:20:16吳云飛王仁勝
海南熱帶海洋學院學報 2022年2期
吳云飛,柳 賀,李 陽,王仁勝
(1.安徽工程大學 電氣工程學院,安徽 蕪湖241009;2.安徽埃夫特智能裝備股份有限公司,安徽 蕪湖241009)
0 引言
如今,在工業進程不斷發展的前提下,工業機器人的發展也越來越快,在各行各業都能見到工業機器人的身影,如光伏、鋰電、碼垛、焊接、打磨行業,等等。但是不同行業不同工藝的機器人的任務和需求都不盡相同,這就意味著機器人末端夾具也會各不相同。面對機器人不同的末端夾具,需要根據實際需求以及情況來建立工具坐標系以及標定工具方向。工具坐標系標定決定了軌跡規劃的準確性,工具坐標系標定對機器人離線編程意義重大,因此工具及工件標定具有重要的研究意義。
李廣云等[1]提出一種快速確定坐標系的方法,利用激光跟蹤儀及幾何法原理進行工具坐標系的位置標定,該方法快速有效;何淼[2]以FANUC工業機器人為例,分析了直接輸入法、三點法、六點法的工具坐標系的設置方法;羅豪龍等[3]將最小二乘法與工具坐標系相結合,提出一種新的工具坐標系的標定方法,該方法提高了標定的精度;周星等[4]和吳樂平等[5]提出一種改進的五點選優TCP(Tool Center Point)標定算法,在傳統的四點法的基礎上增加了誤差閾值,使標定精度進一步提高;王永強等[6]根據打磨工件標定算法及工件的特點,設計標定塊,利用輔助特征點三點標定方法及合理的測量方法,完成了工件的高精度匹配;李培東等[7-11]針對不同行業及型號的機器人進行了關于工具坐標系標定方法的說明以及改進。但以上方法均不適用于本研究的應用場景,所以,根據市場需求及應用場景,本文提出了一種新的方法。
為解決客戶現場具體需求問題,本文設計如下方法。機器人抓取一根直桿,放置到固定位置的卡槽中,接著繞抓取的直桿旋轉90°。完成后,放置直桿離開。機器人在繞桿的過程不能產生較大的偏差,目前評估約在1~2 mm以內。
在機器人投用于正常的工藝現場之前,通常會通過仿真軟件來模擬評估機器人是否可實現動作,以及實現動作后從仿真軟件中輸出點位信息來幫助調試。但是在應用于實際工藝之前的仿真中,模型與實際夾具還是存在著較大偏差,所以在仿真中得到的工具值不可以直接輸入,而需要根據具體的夾具和新方法通過標定來準確地計算出直桿的工具坐標,以解決工藝中的精度問題。由于傳統的基于C10系統的埃夫特工業機器人的實現方法是靠傳統的TCP與坐標軸的方向來標定工具坐標方向,這種方法精度遠遠不夠。基于此種情況,設計一種算法以讓示教器實現需求非常必要。
1 工具方向標定方法
在如今的工業生產線上,通常存在著多種工藝,這就使得工業機器人需要在末端執行器上安裝特定的工具,并且需要在這些工具的規定位置上建立一個坐標系,以便坐標的獲取與轉換,這就是所謂的工具坐標系,而機器人某些特定的軌跡常常基于工具上的某一點來進行規劃,這個點被稱為工具中心點(TCP),簡稱CT點。
本實驗所選用機器人基于C10系統的埃夫特工業機器人,在實現繞桿90°旋轉的工藝時,傳統的方法是至少先標定出直桿的一個TCP,標定方法是C10系統的三點標定法,然后再進行工具方向的標定,方法是通過工程師的經驗用肉眼或者吊鉛垂線將直桿盡可能調整至與選擇的基礎坐標系中的XYZ軸的任一方向重合,從而實現直桿夾具的工具方向的標定。
2 改進的工具方向標定方法
針對傳統工具方向標定方法的缺陷與不足,本文提出用算法來解決工具方向標定問題。首先標定出直桿兩端面正中心的TCP位置,分別設為T0和T1。然后取其中間值,計算出直桿正中心的T2的偏置數值。再通過算法確定基于C10系統的歐拉角變換,從而計算出直桿的工具方向。
2.1 工具坐標
一般情況下,工具坐標系的原點就是PC,工具在被安裝在機器人末端執行器上之后,除非人為改變其安裝位置,否則工具坐標系相對于機器人末端坐標系的關系是固定不變的。
而在實際工作中,原始默認的工具坐標系有時不能滿足工作需求,這時候就需要工程師根據末端執行器上的特定工具裝置來重新構建一個工具坐標系。這個新建立的工具坐標系會在實際工作需求中讓操作者靈活方便地調整機器人姿態,從而精確地控制機器人的運動軌跡來實現工藝需求。
2.2 工具坐標的標定
首先通過標定來準確地計算出直桿的工具坐標。當工具的TCP點標定完成后(設定為直桿的正中心),再標定工具方向(設定直桿的方向為工具的z軸方向)。最后完成整個工具標定后,對機器人進行手動示教,將直桿放置到卡槽中間,接著在工具坐標系下,點擊TZ繞工具z方向旋轉90°。完成整個動作的示教。
首先標定出直桿兩端正中心的TCP位置,分別為T0和T1。然后取其中間值,計算出直桿正中心的T2的偏置數值。接著標定直桿的方向為工具z方向。并通過上面T0和T1的偏置數值,可以計算出直桿的z方向,再進行工具方向的標定。計算公式為
(1)
(2)
(3)
其中:T0(x)、T0(y)、T0(z)是T0點的坐標值;T1(x)、T1(y)、T1(z)是T1點的坐標值;T2(x)、T2(y)、T2(z)是基于T0、T1得到的偏置中心點T2的坐標值。如圖1所示,根據T0、T1的坐標值計算出T2的坐標值。
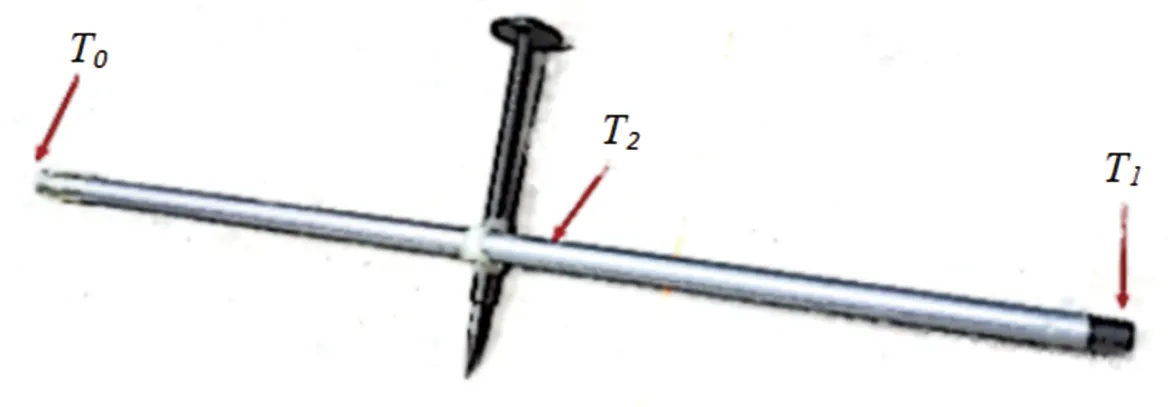
圖1 直桿模型TCP點位置
完成程序示教調用工具坐標系,完成點位示教。程序中相關點位調用T2工具號。直桿中間點TCP偏移的計算式為
T0=(x1,y1,z1,0,0,0),
(4)
T1=(x2,y2,z2,0,0,0),
(5)
T2=(x3,y3,z3,a3,b3,c3),
(6)

2.3 工具方向標定
在完成夾具的工具坐標標定后,接下來就需要完成工具方向的標定工作。直桿工具方向的計算如圖2所示,圖2(a)為法蘭盤默認的工具方向,圖2(b)為根據用戶需求自定義標定后的工具方向。
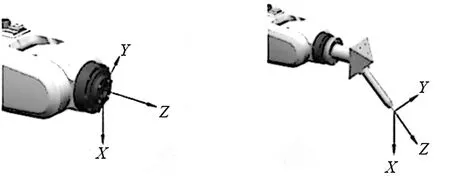
(a)默認工具坐標系 (b)自定義工具坐標系圖2 工具坐標系轉換對比示意圖
顯然,默認的工具坐標系與工藝中所需要的坐標系大相徑庭,所以工程師需要自己標定自定義的工具坐標系以及工具坐標方向才能完成類似于本文所解決的工藝需求。
根據本次工藝的現場需求,需要注意的是,由于現場為使用機器人繞桿進行旋轉,所以本文根據現場需求將直桿所指的方向標定為工具的Z方向,而對于本研究中屬于無關變量的直桿的X和Y方向,不作為本研究實驗中所考慮的因素。下面主要考慮如何將默認工具坐標系中的工具方向轉變為自定義工具坐標系所示的方向。
2.3.1 歐拉角靜態定義
在機器人的坐標以及工具值中,abc標識的是機器人姿態變換的歐拉角。在不同的機器人系統中,歐拉角的表示方法各有不同。
為了區別坐標軸,分別設xyz軸為慣性系的參考軸,即大地坐標系的3個軸;設XYZ軸為載體系的參考軸,即載體坐標系的3個軸。
正確的歐拉角組中,任何兩個連續的旋轉,必須繞著不同的轉動軸旋轉。因此,歐拉角的表示共有12種方式。其中有6種繞3條軸的旋轉(Tait-Bryan Angle):XYZ,XZY,YXZ,YZX,ZXY,ZYX;有6種只繞兩條軸的旋轉(Proper Euler Angle):XYX,YXY,XZX,ZXZ,YZY,ZYZ。同時,歐拉角組中旋轉變換的類型根據參考的旋轉坐標的不同又分為2種:一種是繞固定于載體的坐標軸的3個旋轉的復合;另外一種是繞大地坐標系參考軸的3個旋轉的復合。C10系統使用的是繞固定于載體的坐標軸ZYZ的歐拉角的表示方式。
2.3.2 歐拉角動態定義
①繞固定載體坐標系旋轉
設任何一點P1在xyz與XYZ坐標系統的坐標分別為r1與R1。定義Z(α)為繞著Z軸旋轉α角度的結果,Y(β)為繞著Y軸旋轉β角度的結果,X(γ)為繞著X軸旋轉γ角度的結果。
(7)
在本文算法中C10系統為ZYZ的歐拉角,所以本文表示它的姿態角為(α,β,γ),首先,坐標系X1,Y1,Z1為默認的工具方向。
第一步:坐標系X1,Y1,Z1繞Z1軸旋轉角度α,旋轉方向符合右手坐標系。旋轉后的坐標為X2,Y2,Z2。
第二步:坐標系X2,Y2,Z2繞Y2旋轉角度β,旋轉方向符合右手坐標系。旋轉后的坐標為X3,Y3,Z3。
第三步:坐標系X3,Y3,Z3繞Z3進行旋轉,對于現場的使用不影響,所以此步驟可以取消,因此可取γ=0,如圖3所示。
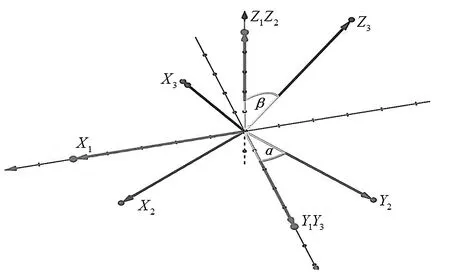
圖3 繞固定載體坐標系旋轉情形
②繞大地坐標系旋轉
設任何一點P2在xyz與XYZ坐標系統的坐標分別為r2與R2。定義z(α1)為繞著z軸旋轉α1角度的變換,y(β1)為繞著y軸旋轉β1角度的變換,x(γ1)為繞著x軸旋轉γ1角度的變換。
(8)
在本文算法中繞大地坐標旋轉,同樣按照ZYZ的歐拉角進行旋轉,姿態角為(α1,β1,γ1) 。
第一步:坐標系X1,Y1,Z1繞Z軸旋轉角度α1,此步驟對于Z2方向無變化,可取消α1=0。

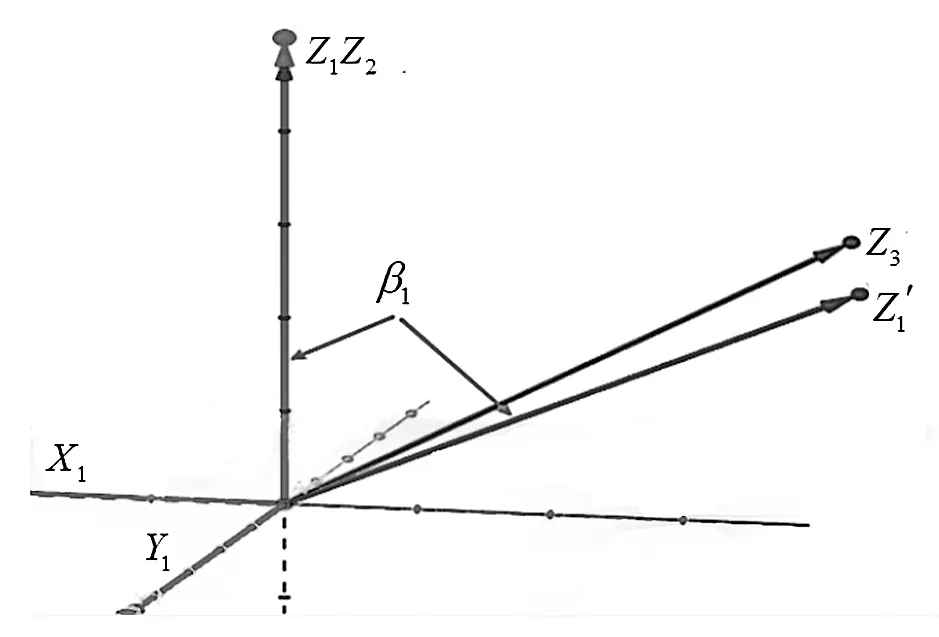
圖4 繞大地坐標系旋轉β1角
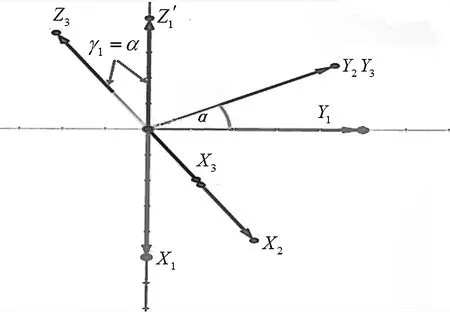
圖5 繞大地坐標系旋轉γ1角
2.3.3ZYZ歐拉角的計算
從繞固定載體坐標系旋轉與繞大地坐標系旋轉兩種方式比較來看,繞大地坐標系旋轉更便于工業中的計算和運用。所以本文使用繞大地坐標的方式計算歐拉角,再推算出繞固定載體坐標系旋轉的值,這樣就能得出自定義的工具坐標系以及工具方向。目前已知條件為已知T2的方向向量(X3,Y3,Z3),對應圖上向量Z3,也就是Z3的坐標。

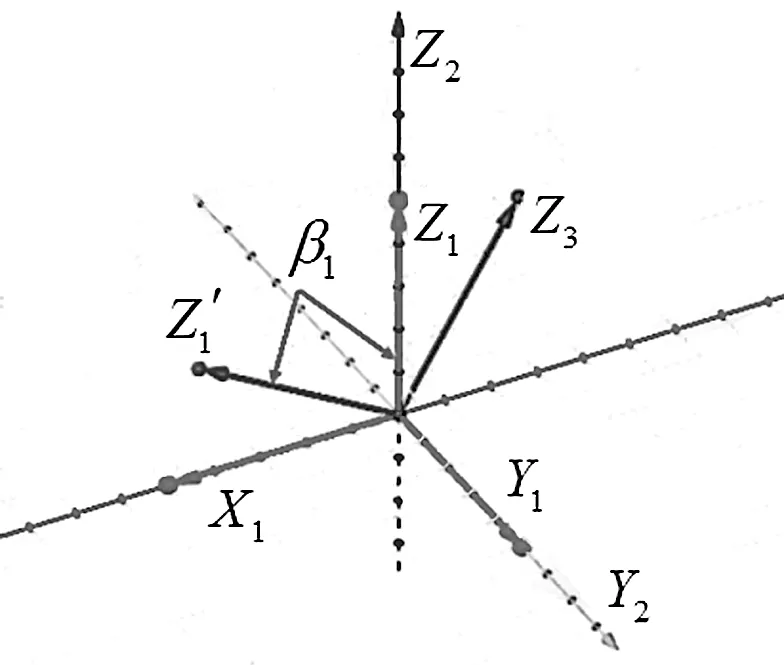
圖6 Z1繞Y軸旋轉β1角
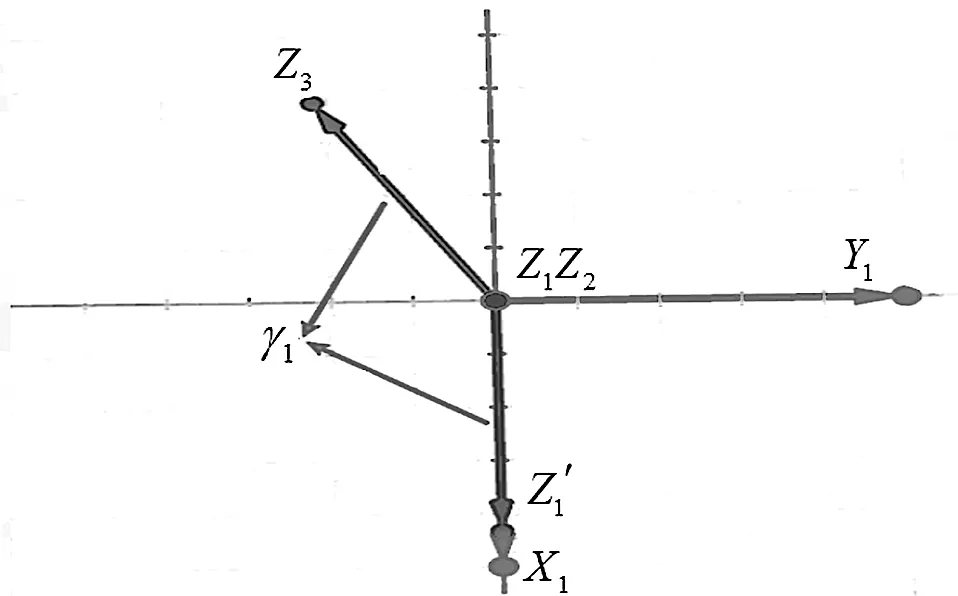
圖7 計算γ1角度
由計算得到的β1、γ1的值,可將默認工具坐標系中的工具z方向轉變為自定義工具坐標系的工具z方向。完成整個工具標定后,機器人就可以手動示教,將直桿放置到卡槽中間,接著在工具坐標系下,點擊TZ繞工具z方向旋轉90°。完成整個動作的示教。
3 實驗結果
本文通過理論模型與實物實驗相比較來得出實驗結果及結論。由本文提出的方法來編寫的改進的部分標定程序如圖8所示,通過仿真軟件來模擬機器人工具方向標定如圖9所示。
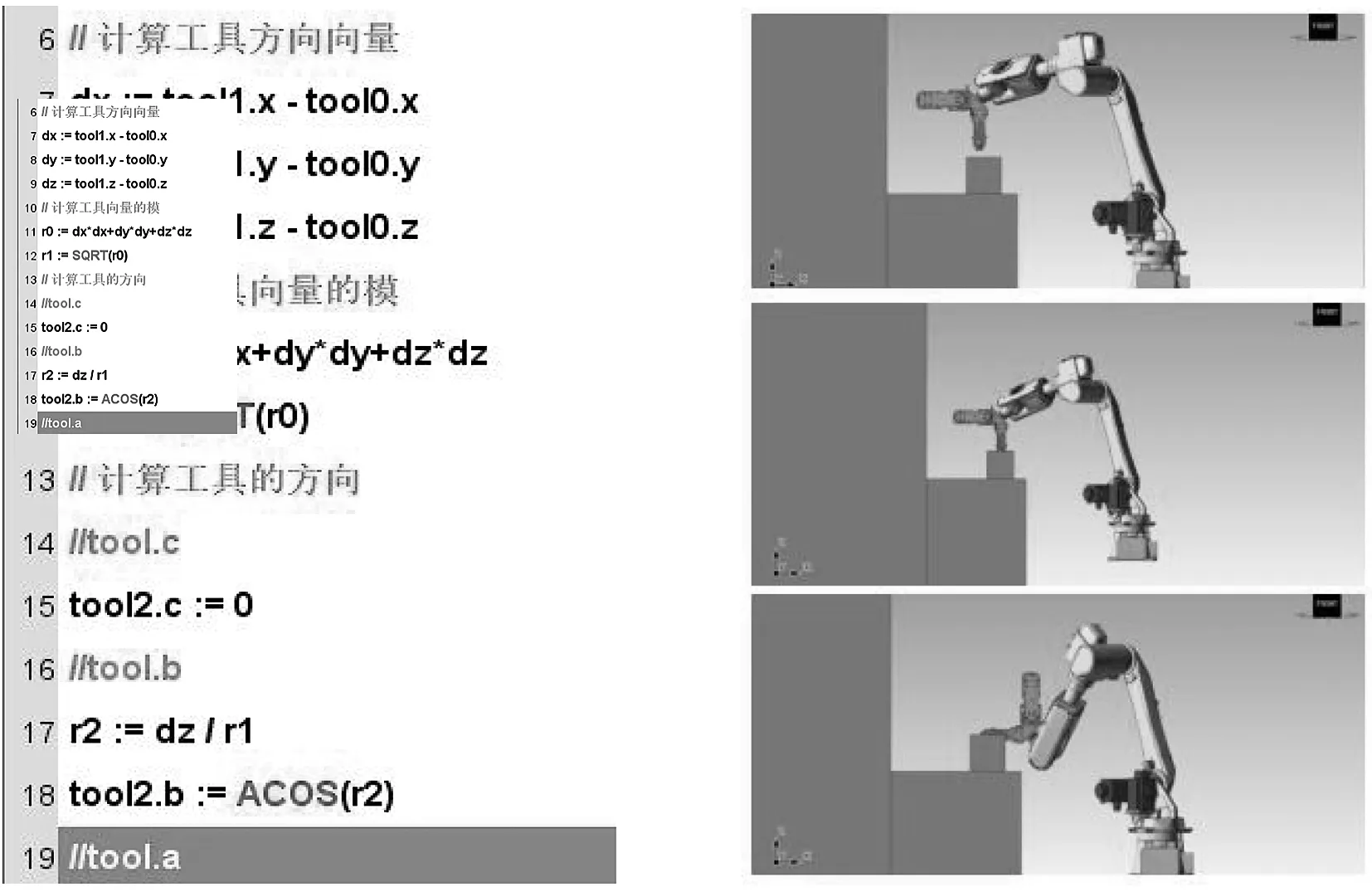
圖8 部分示教程序 圖9 仿真軟件仿真姿態
將傳統方法得到的工具方向、本文方法得到的工具方向以及仿真軟件模擬仿真得到的機器人工具方向進行對比實驗,通過實驗效果發現,本文方法與仿真軟件得出數值結果更加接近,明顯要比傳統方法更精確、更方便快捷,且受主觀外界因素的影響更小,完成效果更好。下面是實驗中使用3種方法和兩組T0、T1坐標值得到兩組T2的實驗結果的對比情況(表1~表4)。
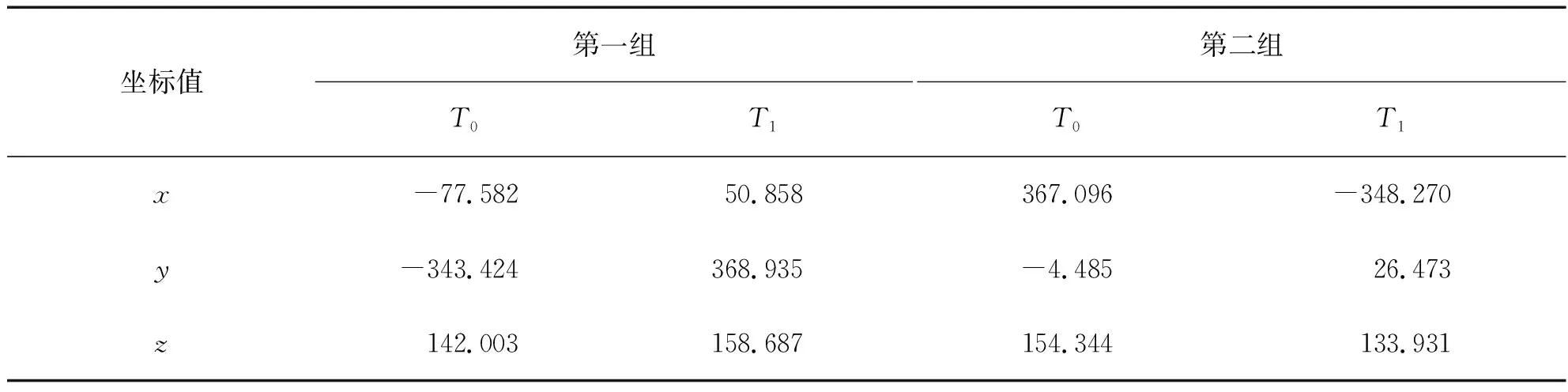
表1 T0、T1坐標
表3和表4中的結果與表2仿真結果相比較得知,與傳統的標定工具方向方法相比,本文算法得到的歐拉角度值與模擬仿真得出的理論值誤差更小,這說明在精度方面,本文算法明顯比傳統方法更加準確。并且在實際繞桿旋轉工藝的實現過程中,直桿旋轉更加穩定,實現過程也更加方便,不需要再通過人為經驗去標定方向,算法改進有效且實用性很強。
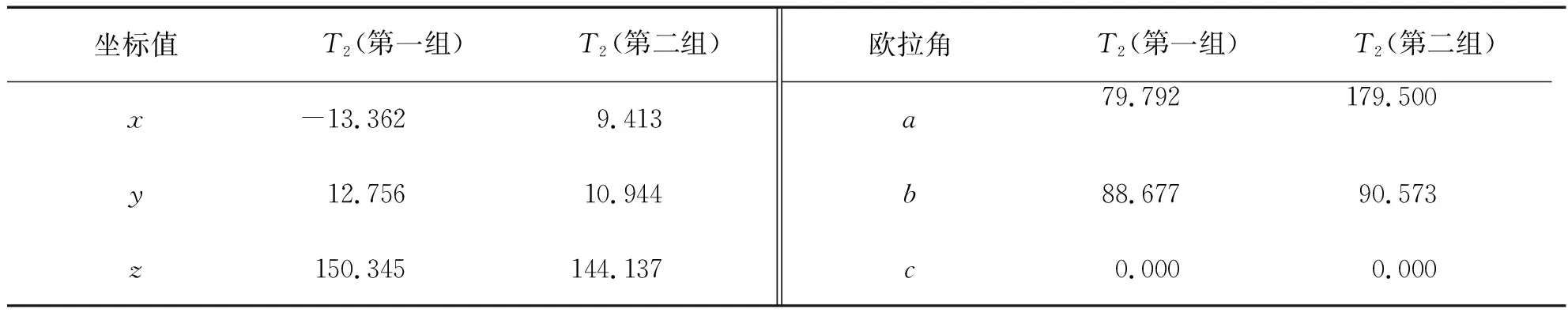
表2 仿真得到T2坐標的結果
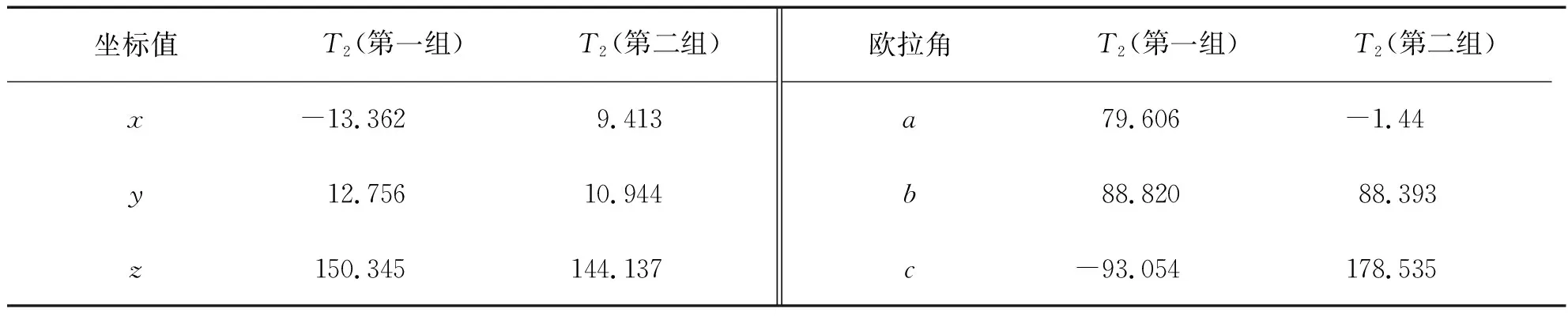
表3 傳統方法計算示教得到T2坐標的結果
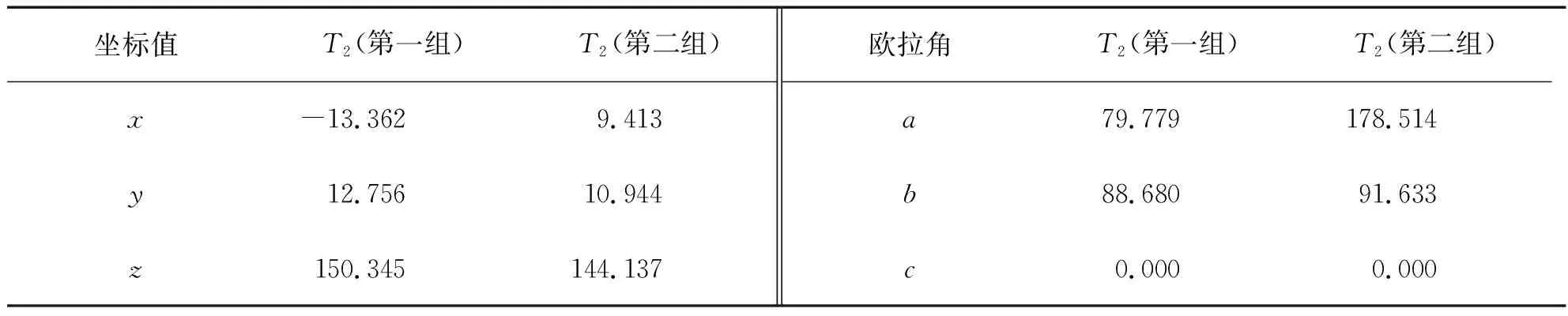
表4 本文方法計算得到T2坐標的結果
4 結論
在如今的工業領域中,工藝精度要求越來越高,本文就針對傳統標定工具方向方法中出現的缺陷開展研究。為解決工藝需求,針對傳統方法的缺陷,提出了通過算法確定歐拉角變換來實現工具坐標方向的準確標定以及繞桿旋轉工藝,從而使得標定機器人工具方向的時候可以通過示教器算法程序來進行工具方向的精確標定,大大地方便了工藝流程。通過實驗對比,本文解決了傳統方法所存在的精度問題,與傳統方法相比較,本文提出的算法在應用中更為準確,誤差更小,滿足工藝要求。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
Coco薇(2016年2期)2016-03-22 02:42:52
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05